Система адаптивного керування процесом різання
Номер патенту: 15659
Опубліковано: 17.07.2006
Автори: Шевченко Вадим Володимирович, Любас Андрій Валентинович

Формула / Реферат
Система адаптивного керування процесом різання, що містить струмознімач зв'язаний з різальним інструментом та датчиком ЕРС різання, який послідовно з'єднаний з пристроєм порівняння, до якого підключено пристрій задавання оптимального значення ЕРС різання, блоком керування режимами різання, при цьому система оснащена блоком вимірювання шорсткості, котрий містить послідовно з'єднані лінзу, модулятор, фотоприймач інфрачервоного випромінювання, підсилювач, перетворювач і пристрій порівняння шорсткості, до якого підключено пристрій задавання шорсткості, причому вихід пристрою порівняння шорсткості з'єднаний зі входом блока керування режимами різання, вихід якого підключено до виконавчого механізму, яка відрізняється тим, що вона споряджена пристроєм задавання критичного значення ЕРС різання при врізанні, пристроєм задавання критичного значення різниць ЕРС різання та пристроєм порівняння критичних значень сигналу ЕРС різання, до входів якого підключені датчик ЕРС різання, пристрій задавання критичного значення ЕРС різання при врізанні та пристрій задавання критичного значення різниць ЕРС різання, а вихід якого з'єднано з виконавчим механізмом.
Текст
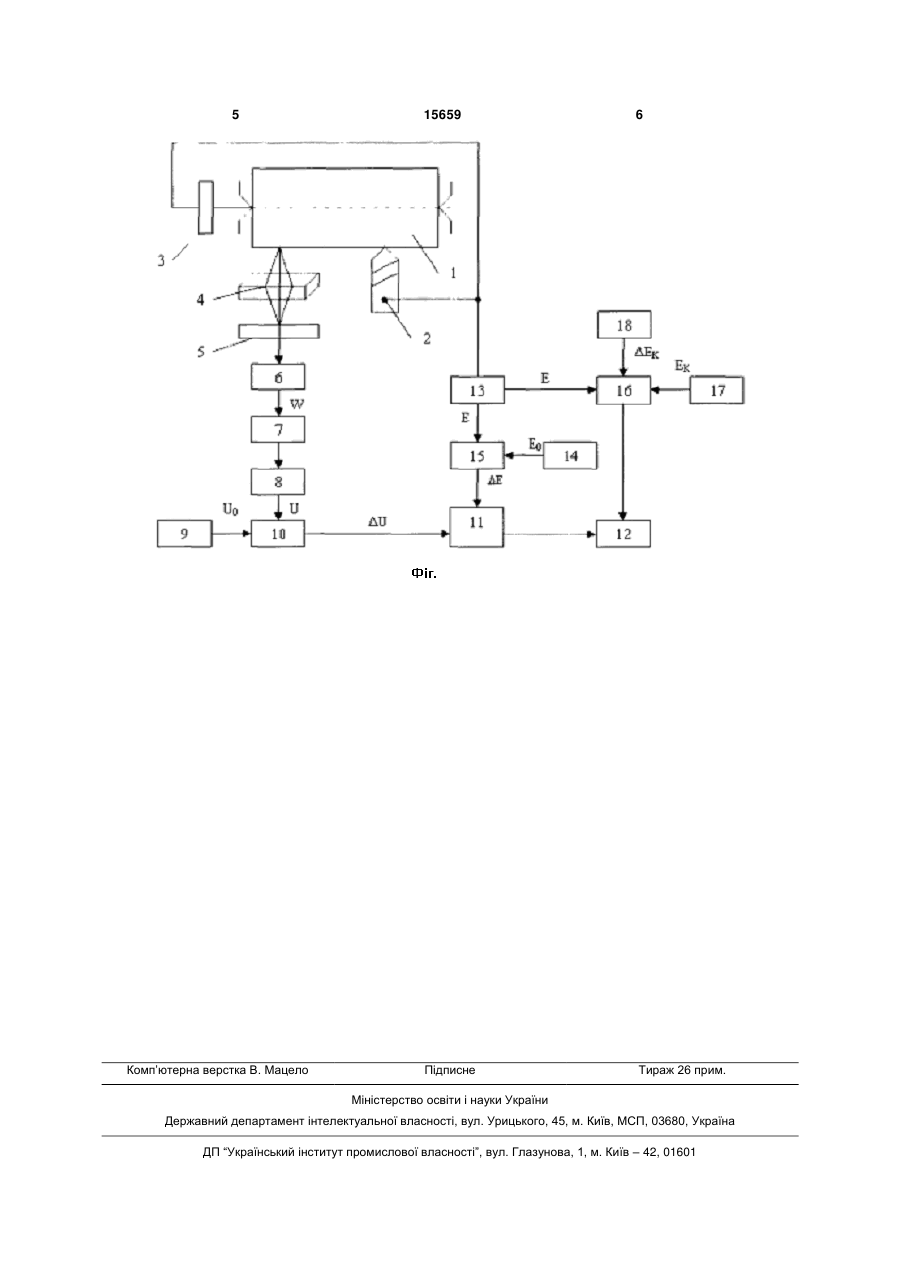
Система адаптивного керування процесом різання, що містить струмознімач зв'язаний з різальним інструментом та датчиком ЕРС різання, який послідовно з'єднаний з пристроєм порівняння, до якого підключено пристрій задавання оптимального значення ЕРС різання, блоком керування режимами різання, при цьому система оснащена блоком вимірювання шорсткості, котрий містить послідовно з'єднані лінзу, модулятор, фо 3 15659 4 рсткості, до якого підключено пристрій задавання подається з пристрою задавання критичного знашорсткості, причому вихід пристрою порівняння чення різниць ЕРС різання 18 сигнал ЕК, який шорсткості з'єднаний зі входом блоку керування відповідає максимально допустимій різниці сигнарежимами різання, вихід якого підключено до вилів Ei та Еі+1, отриманих на деякому проміжку часу. конавчого механізму, відмінність системи полягає Величина сигналу ЕК та інерційність заміру сигв тому, що вона споряджена пристроєм задавання налів визначається для кожної пари «інструменткритичного значення ЕРС різання при врізанні, деталь» на основі попередніх дослідів. Якщо пристроєм задавання критичного значення різниць EK Ei Ei 1 , то з пристрою порівняння критиЕРС різання та пристроєм порівняння критичних чних значень сигналу ЕРС різання 16 на виконавзначень сигналу ЕРС різання, до входів якого підчий механізм 12 поступає команда заміни інструключені датчик ЕРС різання, пристрій задавання менту, якщо умова не виконується, то система критичного значення ЕРС різання при врізанні та працює далі. пристрій задавання критичного значення різниць В процесі різання сигнал Е з датчика 13 ЕРС ЕРС різання, а вихід якого з'єднано з виконуючим різання потрапляє на вхід пристрою порівняння 15, механізмом. на другий вхід якого подається з пристрою задаСутність адаптивного керування процесом рівання оптимального значення ЕРС різання 14 незання схематично показана на Фіг.. перервний сигнал Е0, який відповідає мінімальній Система адаптивного керування процесом рівеличині швидкості зносу ріжучого інструменту. зання, наприклад, при точінні деталі 1 інструменВеличина сигналу Е0 визначається для кожної патом 2, складається із струмознімача 3, встановлери «інструмент-деталь» на основі попередніх досного на шпинделі станка, барієвої лінзи 4, лідів. У випадку наявності сигналу різниці Е=Е–Е0 розташованій на фокусній відстані від оброблюваз виходу пристрою порівняння 15 подається сигної поверхні деталі 1, модулятора 5, виконаного в нал ДЕ, на перший вхід блоку 11 керування реживиді диску з отворами. За модулятором 5 встановмами різання. Блок 11 керування режимами різанлено блок фотоприймачів ІЧ-випромінювання 6, ня у відповідності з величиною ЛЕ видає команду підключений через підсилювач 7 до перетворювана виконавчий механізм 12 для зміни режимів річа 8. Вихід пристрою задавання шорсткості 9 з'єдзання з метою виключення різниці між Е і E0. наний з першим входом пристрою порівняння шоЧерез проміжок часу t після початку різання рсткості 10, до другого входу якого підключено вмикається підсистема керування шорсткістю. Час перетворювач 8. Пристрій порівняння шорсткості L 10 через блок керування режимами різання 11 t визначається на основі залежності t , з'єднаний з виконуючим механізмом 12. Пристрій S задавання оптимального значення ЕРС різання 14 де L – відстань між інструментом і лінзою, мм; та перший вихід датчика ЕРС різання 13 з'єднані з S – хвилинна подача, мм/хв. пристроєм порівняння 15, який через блок керуІЧ-випромінювання з щойно обробленої повевання режимами різання 11 з'єднаний з виконуюрхні фокусується барієвою лінзою 4 в площині рочим механізмом 12. зташування блока 6 фотоприймачів. Встановлений Другий вихід датчика 13 та пристрій задавання перед блоком 6 фотоприймачів модулятор 5 здійкритичного значення ЕРС різання при врізанні 17 і снює модуляцію ІЧ-випромінювання. В блоці 6 пристрій задавання критичного значення різниць фотоприймачів інтенсивність ІЧ-випромінювання ЕРС різання 18 підключені до пристрою порівнянперетворюється в імпульсний сигнал, котрий потім ня критичних значень сигналу ЕРС різання 16, підсилюється в підсилювачі 7 і перетворюється в який з'єднаний з виконуючим механізмом 12. перетворювачі 8 в постійний електричний сигнал, При врізанні інструменту 2 в деталь 1 сигнал Е величина якого пропорційна інтенсивності ІЧз датчика 13 ЕРС різання потрапляє на перший випромінювання. З пристрою задавання шорсткосвхід пристрою порівняння критичних значень сигті 9 неперервно подається сигнал U0 на перший налу ЕРС різання 16, на другий вхід якого подавхід пристрою порівняння шорсткості 10, на другий ється з пристрою задавання критичного значення вхід котрого подається сигнал U з перетворювача ЕРС різання при врізанні 17 сигнал ЕК, який відпо8. Величина сигналу U0 відповідає величині шорсвідає критичному стану ріжучого інструменту. Веткості поверхні обробленої деталі, котру потрібно личина сигналу ЕК визначається для кожної пари отримати після обробки. При наявності різниці «інструмент-деталь» на основі попередніх дослісигналів U=U–U0, з виходу пристрою порівняння дів. Якщо Е>ЕК, то з пристрою порівняння критичшорсткості 10, подається сигнал на другий вхід них значень сигналу ЕРС різання 16 на виконавблоку керування режимами різання 11. Блок 11 чий механізм 12 поступає команда заміни керування режимами різання у відповідності з веінструменту, якщо умова не виконується, то сисличиною U видає команду на виконавчий мехатема працює далі без змін. нізм 12 для зміни режимів різання з метою виклюПід час різання на третій вхід пристрою порівчення різниці між U і U0. няння критичних значень сигналу ЕРС різання 16 5 Комп’ютерна верстка В. Мацело 15659 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of adaptive control of the process of cutting
Автори англійськоюShevchenko Vadym Volodymyrovych
Назва патенту російськоюСистема адаптивного управления процессом резки
Автори російськоюШевченко Вадим Владимирович
МПК / Мітки
МПК: B23Q 15/00
Мітки: керування, система, різання, процесом, адаптивного
Код посилання
<a href="https://ua.patents.su/3-15659-sistema-adaptivnogo-keruvannya-procesom-rizannya.html" target="_blank" rel="follow" title="База патентів України">Система адаптивного керування процесом різання</a>
Пристрій для адаптивного керування процесом металообробки
Номер патенту: 35845
Опубліковано: 16.04.2001
Автор: Коцюбинський Віктор Семенович
МПК: G05B 13/02
Мітки: процесом, металообробки, адаптивного, пристрій, керування
Формула / Реферат:
Пристрій для адаптивного керування процесом металообробки, до складу якого входить блок завдання, вихід якого з'єднаний з першим входом суматора , вихід суматора з'єднаний зі входом електроприводу подачі, підключеного виходом зі входом датчика швидкості подачі, і зі входом редуктора приводу подачі, вихід редуктора з'єднаний із верстатом, який містить електродвигун приводе шпинделя верстати, який містить датчик потужності, вихід якого...
Пристрій для адаптивного керування процесом металообробки
Номер патенту: 19650
Опубліковано: 25.12.1997
Автори: Закутний Олександр Степанович, Романець Роман Анатолійович, Коцюбинський Віктор Семенович, Карпенко Валерій Миколайович
МПК: G05B 13/02
Мітки: адаптивного, процесом, керування, металообробки, пристрій
Формула / Реферат:
Устройство для адаптивного управления процессом металлообработки, содержащее блок задания, выход которого соединен с первым входом сумматора, выход сумматора соединен с входом электропривода подачи, подключенного выходом к входу датчика скорости привода подачи, и к входу редуктора привода подачи, выход редуктора соединен со станком, который содержит электродвигатель привода шпинделя станка, который содержит датчик мощности, выход которого...
Система автоматичного керування процесом збагачення
Номер патенту: 51044
Опубліковано: 16.05.2005
Автори: Назаренко Наталія Володимирівна, Назаренко Володимир Михайлович, Назаренко Михайло Володимирович, Купін Андрій Іванович
МПК: B03B 13/00
Мітки: автоматичного, збагачення, система, керування, процесом
Формула / Реферат:
1. Система автоматичного керування процесом збагачення, що містить послідовно з'єднані блок регулювання подачі сировини, млин, класифікатор та сепаратор, а також екстремальний регулятор, виходи якого з'єднані із млином через пристрій регулювання витрати води в млин та зливом класифікатора через пристрій регулювання витрати води в злив класифікатора, а входи з'єднані з датчиками оперативної інформації, такими як датчик витрати води в млин...
Система автоматичного керування процесом збагачення рудних матеріалів
Номер патенту: 70712
Опубліковано: 15.10.2004
Автори: Моркун Володимир Станіславович, Барський Станіслав Миколайович
МПК: B03B 13/00
Мітки: автоматичного, процесом, матеріалів, система, збагачення, керування, рудних
Формула / Реферат:
Система автоматичного керування процесом збагачення рудних матеріалів, що містить млин, який працює у замкненому циклі з класифікатором, злив якого подається у збагачувальний апарат та виконавчий механізм, з'єднаний з регулюючим клапаном у трубопроводі подачі води в класифікатор, яка відрізняється тим, що в систему введені послідовно з'єднані мультивібратор, одновібратор, перший генератор та випромінюючий електроакустичний перетворювач,...
Система автоматичного керування процесом збагачення рудних матеріалів
Номер патенту: 70713
Опубліковано: 15.10.2004
Автори: Барський Станіслав Миколайович, Моркун Володимир Станіславович, Моркун Наталя Володимирівна
МПК: B03B 13/00
Мітки: процесом, збагачення, керування, система, матеріалів, автоматичного, рудних
Формула / Реферат:
Система автоматичного керування процесом збагачення рудних матеріалів, що містить млин, який працює у замкненому циклі з класифікатором, злив якого подається у збагачувальний апарат та виконавчий механізм, керуючий положенням клапана у трубопроводі подачі води в класифікатор, яка відрізняється тим, що в систему введені послідовно з'єднані мультивібратор, перший запускаючий одновібратор, перший генератор та випромінюючий перетворювач,...
Попередній патент: Пристрій для подрібнення відходів
Наступний патент: Привід круглов’язальної машини
Випадковий патент: Спосіб вирощування чуфи