Пристрій для адаптивного керування процесом металообробки
Номер патенту: 19650
Опубліковано: 25.12.1997
Автори: Романець Роман Анатолійович, Коцюбинський Віктор Семенович, Закутний Олександр Степанович, Карпенко Валерій Миколайович
Формула / Реферат
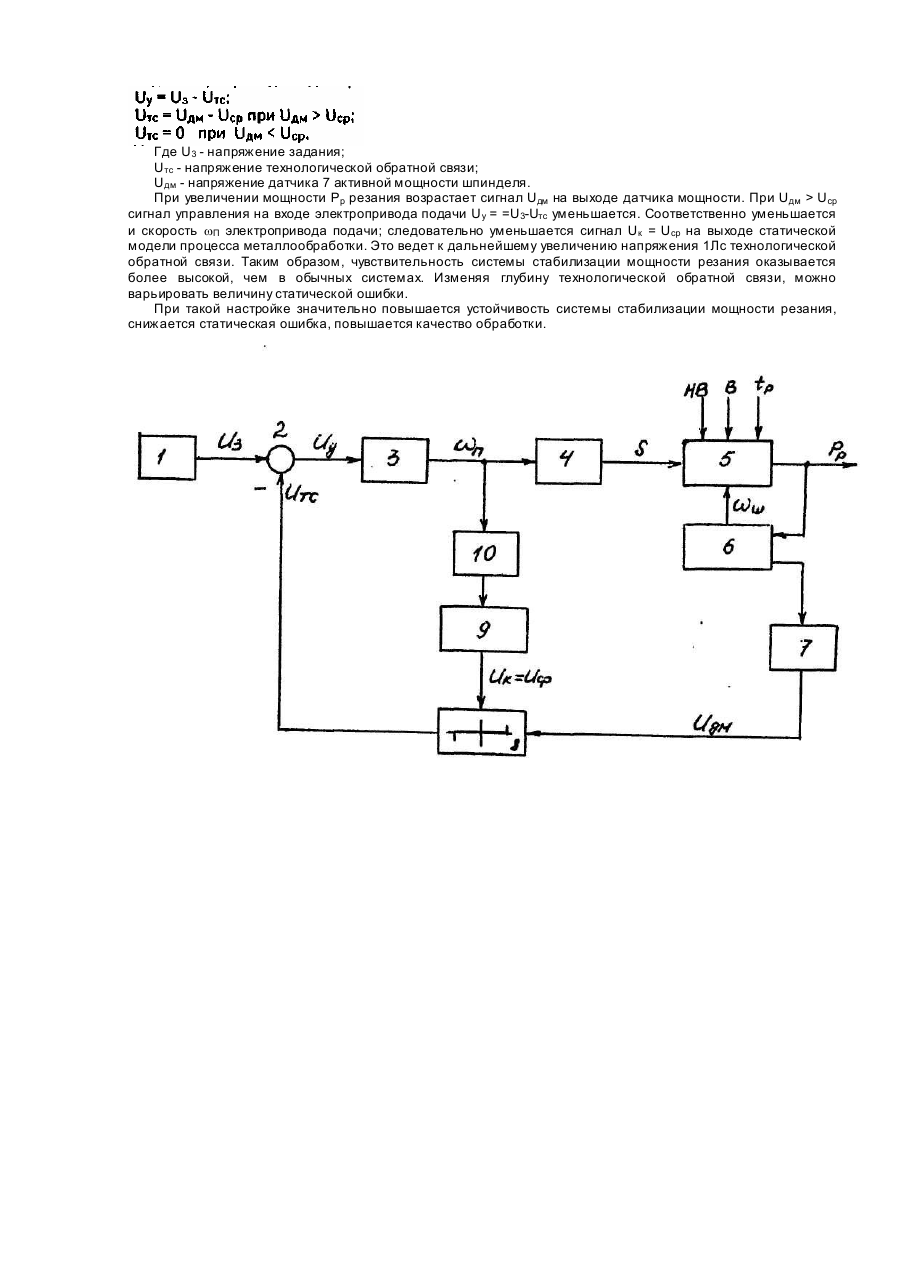
Устройство для адаптивного управления процессом металлообработки, содержащее блок задания, выход которого соединен с первым входом сумматора, выход сумматора соединен с входом электропривода подачи, подключенного выходом к входу датчика скорости привода подачи, и к входу редуктора привода подачи, выход редуктора соединен со станком, который содержит электродвигатель привода шпинделя станка, который содержит датчик мощности, выход которого подключен к пороговому элементу, и в него введена статическая модель процесса металлообработки, отличающееся тем, что выход датчика скорости привода подачи соединен с входом статической модели процесса металлообработки, выход которой подключен к опорному входу порогового элемента и является источником опорного напряжения.
Текст
Изобретение относится к станкостроению и может быть использовано в устройстве автоматического управления режимами металлообработки, поддерживающих на заданном уровне критерий управления технологического объекта, например мощности резания. Наиболее близким по технической сущности и достигаемому результату является устройство для адаптивного управления процессом металлообработки, содержащее блок задания, выход которого соединен с первым входом сумматора, выход сумматора соединен с входом электропривода подачи, подключенного выходом с входом датчика скорости привода подачи, и с входом редуктора привода подачи, выход редуктора соединен со станком, который содержит электродвигатель привода шпинделя станка, который содержит электродвигатель привода шпинделя станка, который содержит датчик мощности, выход которого подключен через сумматор к пороговому элементу, и в него введена статическая модель процесса металлообработки [1]. Однако это устройство недостаточно повышает устойчивость системы при требуемом качестве металлообработки. Технической задачей изобретения является создание такого устройства для адаптивного управления процессом металлообработки, в котором за счет подключения выходного сигнала блока статической модели процесса металлообработки к входу порогового элемента достигается подавление колебательного характера процесса металлообработки при значительных изменениях коэффициента резания и снижается ошибка стабилизации мощности резания, что позволяет улучши ть качество обработки. Поставленная задача достигается тем, что в устройстве для адаптивного управления процессом металлообработки, содержащее блок задания, выход которого соединен с первым входом сумматора, выход сумматора соединен с входом электропривода подачи, подключенного выходом к входу датчика скорости привода подачи, и к входу редуктора привода подачи, выход редуктора соединен со станком, который содержит электродвигатель привода шпинделя станка, который содержит датчик мощности, выход которого подключен к пороговому элементу, и в него введена статическая модель процесса металлообработки. Согласно изобретению выход датчика скорости привода подачи соединен с входом статической модели процесса металлообработки, выход которой подключен к опорному входу порогового элемента и является источником опорного напряжения, что позволяет достичь подавление колебательного характера процесса металлообработки, уменьшить статическую ошибку стабилизации мощности резания, улучшает качество обработки. Использование выходного сигнала блока статической модели процесса металлообработки в качестве опорного напряжения порогового элемента позволяет повысить устойчивость и уменьшить ошибку устройства адаптивного управления. На чертеже представлено устройство для адаптивного управления процессом металлообработки. Устройство содержит блок 1 задания, сумматор 2, электропривод 3 подачи, редуктор 4 привода подачи, станок 5, электродвигатель 6 привода шпинделя станка, датчик 7 мощности, пороговый элемент 8, статическую модель 9 процесса металлообработки, датчик 10 скорости привода подачи. Процесс резания металла может быть описан передаточной функцией где Рр - мощность резания; wП - скорость электродвигателя привода подачи; Кр - коэффициент передачи процесса резания; Тр - постоянная времени процесса резания. Коэффициент передачи процесса резания при фрезеровании где Ср - коэффициент, учитывающий условия резания; tp - глубина фрезерования; п ш ~ скорость шпинделя; В - ширина фрезерования; D - диаметр фрезы; Ζф - число зубьев фрезы; хр. q v - показатели степени. Коэффициент резания Кр изменяется в соответствии с (2) в десятки раз, что в режиме стабилизации мощности резания приводит к неустойчивой работе станка. Для сохранения устойчивости работы системы требуется соответствующая перенастройка коэффициента передачи Крм статической модели процесса резания. Устройство работает следующим образом. С блока 1 задания через сумматор 2 поступает сигнал U y на вход электропривода 2 подачи. Угловая скорость электропривода 2 подачи через редуктор 4 воздействует на процесс резания на станке 5. Сигнал коррекции UK на выходе блока 9 статической модели процесса металлообработки: где Крм - коэффициент передачи статической модели процесса, поступает на опорный вход порогового элемента 8. Сигнал Uдм датчика скорости шпинделя поступает на пороговый элемент 8 и сравнивается с напряжением коррекции UK. Таким образом, сигналы, поступающие на вход электропривода подачи равны Где U3 - напряжение задания; Uтс - напряжение технологической обратной связи; Uдм - напряжение датчика 7 активной мощности шпинделя. При увеличении мощности Рр резания возрастает сигнал Uдм на выходе датчика мощности. При Uдм > Ucp сигнал управления на входе электропривода подачи U y = =U3-Uтс уменьшается. Соответственно уменьшается и скорость wП электропривода подачи; следовательно уменьшается сигнал Uк = Ucp на выходе статической модели процесса металлообработки. Это ведет к дальнейшему увеличению напряжения 1Лс технологической обратной связи. Таким образом, чувствительность системы стабилизации мощности резания оказывается более высокой, чем в обычных системах. Изменяя глубину технологической обратной связи, можно варьировать величину статической ошибки. При такой настройке значительно повышается устойчивость системы стабилизации мощности резания, снижается статическая ошибка, повышается качество обработки.
ДивитисяДодаткова інформація
Назва патенту англійськоюAdaptive control unit for metal working process
Автори англійськоюKotsiubynskyi Viktor semenovych, Karpenko Valerii Mykolaiovych, Zakutnyi Oleksandr Stepanovych, Romanets Roman Anatoliiovych
Назва патенту російськоюУстройство для адаптивного управления процессом металлообработки
Автори російськоюКоцюбинский Виктор Семенович, Карпенко Валерий Николаевич, Закутный Александр Степанович, Романец Роман Анатолиевич
МПК / Мітки
МПК: G05B 13/02
Мітки: керування, адаптивного, процесом, пристрій, металообробки
Код посилання
<a href="https://ua.patents.su/2-19650-pristrijj-dlya-adaptivnogo-keruvannya-procesom-metaloobrobki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для адаптивного керування процесом металообробки</a>
Пристрій для керування процесом камерного сушіння деревини
Номер патенту: 1903
Опубліковано: 20.12.1994
Автори: Ільницький Йосиф Володимирович, Степура Олексій Іванович
МПК: F26B 25/22
Мітки: сушіння, камерного, керування, процесом, пристрій, деревини
Формула / Реферат:
1. Устройство для управления процессом камерной сушки древесины, содержащее помещенные в камеру сухой и смоченный термометры, связанные с локальными регуляторами температуры и степени насыщенности сушильного агента, соединенными через исполнительные механизмы с регулирующим органами подачи пара в калорифер и камеру, отличающееся тем, что оно дополнительно содержит два измерительных преобразователя, вычислительный блок, моделирующий блок,...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Горишняков Олексій Іванович, Семенов Леонід Олександрович, Добровольський Станіслав Дмитрович
МПК: B23K 11/04, B23K 11/25
Мітки: процесом, пристрій, стикового, управління, контактного, оплавленням, зварювання
Формула / Реферат:
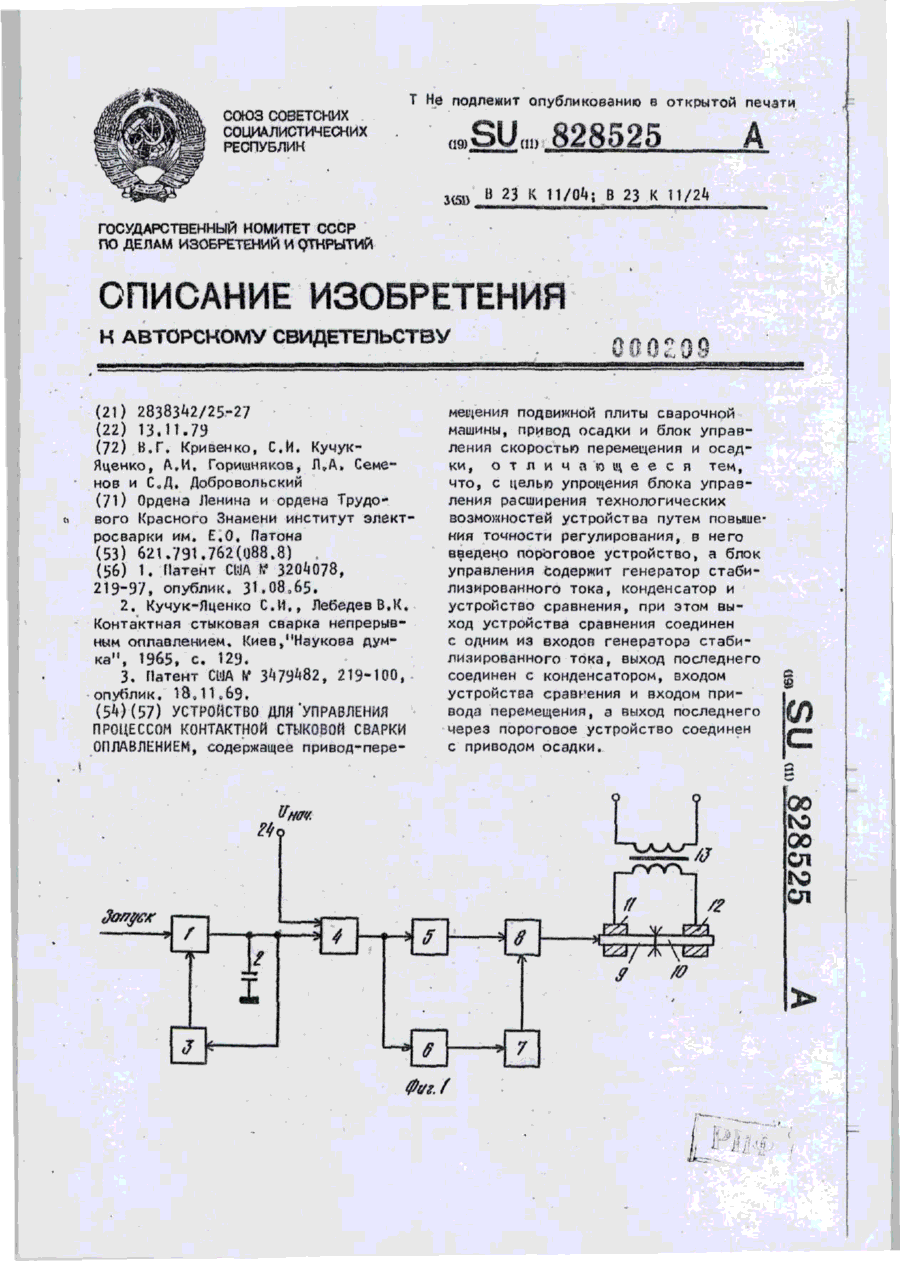
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Пристрій для керування частотно-регулівним електроприводом
Номер патенту: 8822
Опубліковано: 30.09.1996
Автори: Грінченко Олександр Семенович, Волков Олександр Васильович
МПК: H02P 27/04
Мітки: пристрій, електроприводом, керування, частотно-регулівним
Формула / Реферат:
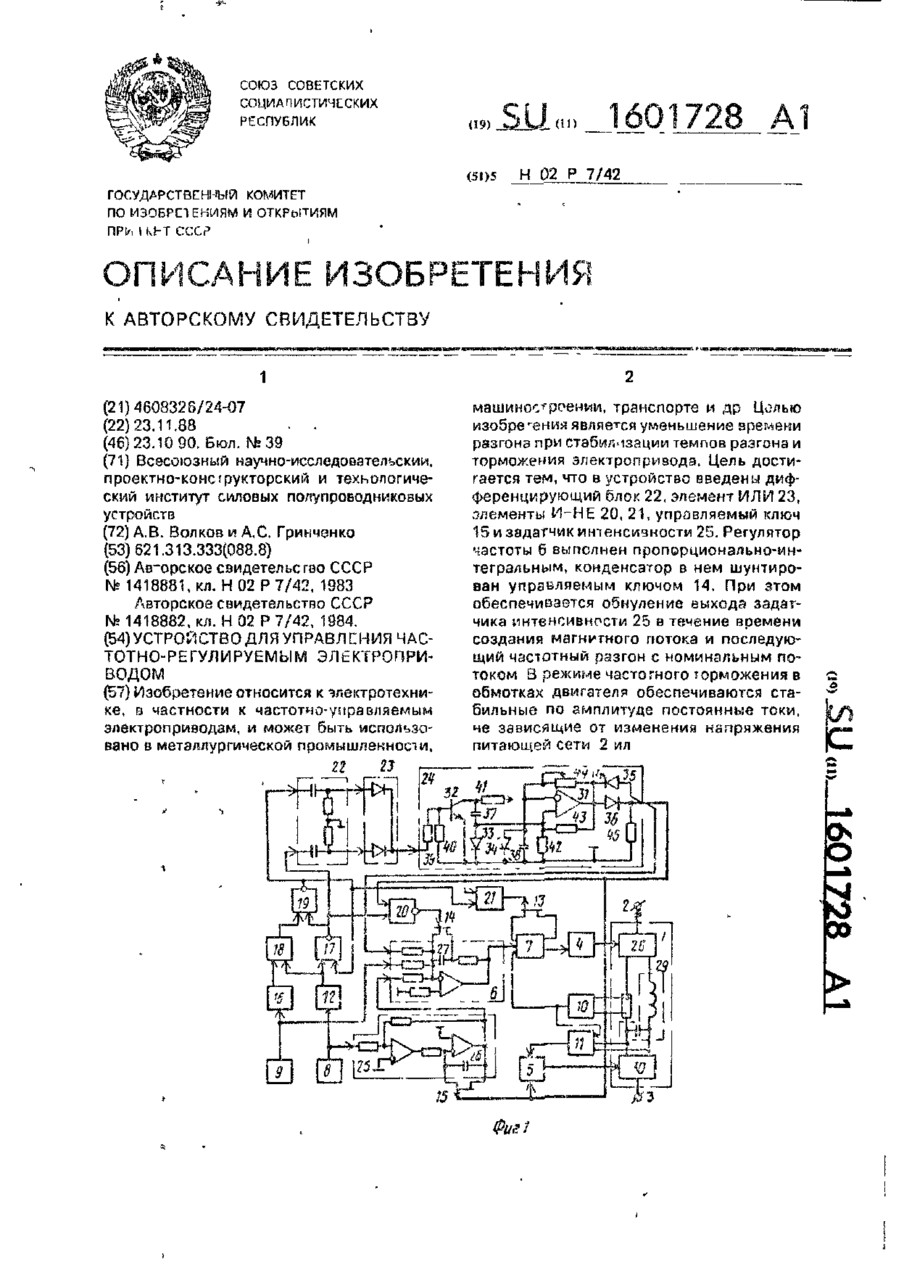
Устройство для управления частотно-регулируемым электроприводом, содержащее статический преобразователь частоты, снабженный клеммами для подключения питающей сети и асинхронного двигателя, системы управления напряжением и частотой, подключенные выходами к соответствующим управляющим входам статического преобразователя частоты, регулятор частоты и регулятора тока, каждый с двумя входами, узел задания, датчик частоты вращения, датчики тока...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 3127
Опубліковано: 26.12.1994
Автори: Богорський Михайло Володимирович, Андрієнко Федір Олександрович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович
МПК: B23K 11/04
Мітки: оплавленням, зварювання, управління, пристрій, процесом, контактного, стикового
Формула / Реферат:
Устройство для управления процессом контактной стыковой сварки оплавлением, преимущественно одновременно нескольких параллельных сварочных цепей, содержащее силовые тиристорные контакторы с блоками управления, включенные в каждую параллельную сварочную цепь, отличающееся тем, что, с целью повышения качества сварного соединения за счет получения перед осадкой равномерной зоны нагрева деталей с развитой площадью свариваемого сечения, в него...
Пристрій автоматичного керування приводом подачі електрода-інструмента в електроерозійних станках
Номер патенту: 16288
Опубліковано: 29.08.1997
Автори: Отто Марк Шмульович, Беслік Олексій Іванович, Васильєв Юрій Вікторович, Полуянов Володимир Сергійович
МПК: B23H 7/00
Мітки: електроерозійних, приводом, керування, подачі, електрода-інструмента, автоматичного, пристрій, станках
Формула / Реферат:
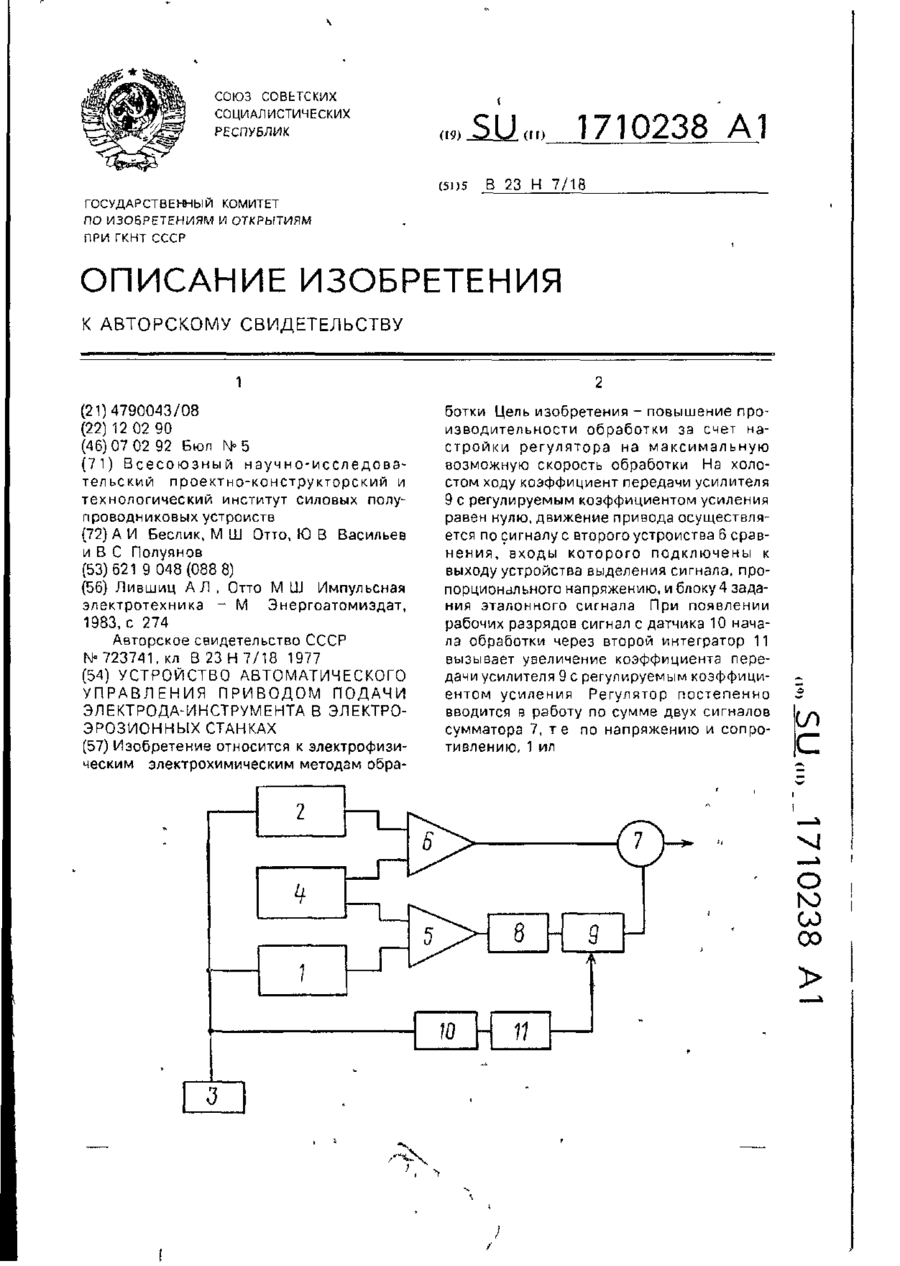
Устройство автоматического управления приводом подачи электрода-инструмента в электроэрозионных станках, содержащее устройство выделения сигнала, пропорционального сопротивлению эрозионного промежутка, блок задания эталонного сигнала, подключенный к устройству сравнения, усилитель, привод подачи, отличающееся тем, что, с целью повышения производительности обработки, в него введены устройство выделения сигнала, пропорционального напряжению на...
Попередній патент: Метод діагностики ендогенної інтоксикації
Наступний патент: Об’ємна роторна пневмомашина
Випадковий патент: Настоянка