Пристрій для адаптивного керування процесом металообробки

Формула / Реферат
Пристрій для адаптивного керування процесом металообробки, до складу якого входить блок завдання, вихід якого з'єднаний з першим входом суматора , вихід суматора з'єднаний зі входом електроприводу подачі, підключеного виходом зі входом датчика швидкості подачі, і зі входом редуктора приводу подачі, вихід редуктора з'єднаний із верстатом, який містить електродвигун приводе шпинделя верстати, який містить датчик потужності, вихід якого підключений до порогового елемента, в який введено модель процесу металообробки , вихід датчика швидкості приводу подачі з'єднаний зі входом процесу металообробки, вихід якого підключений до опорного входу порогового елемента і є джерелом опорної напруги , який відрізняється тим, що вихід порогового елемента з'єднаний з фільтром, вихід якого підключений до другого входу суматора і є джерелом технологічного зворотного зв'язку.
Текст
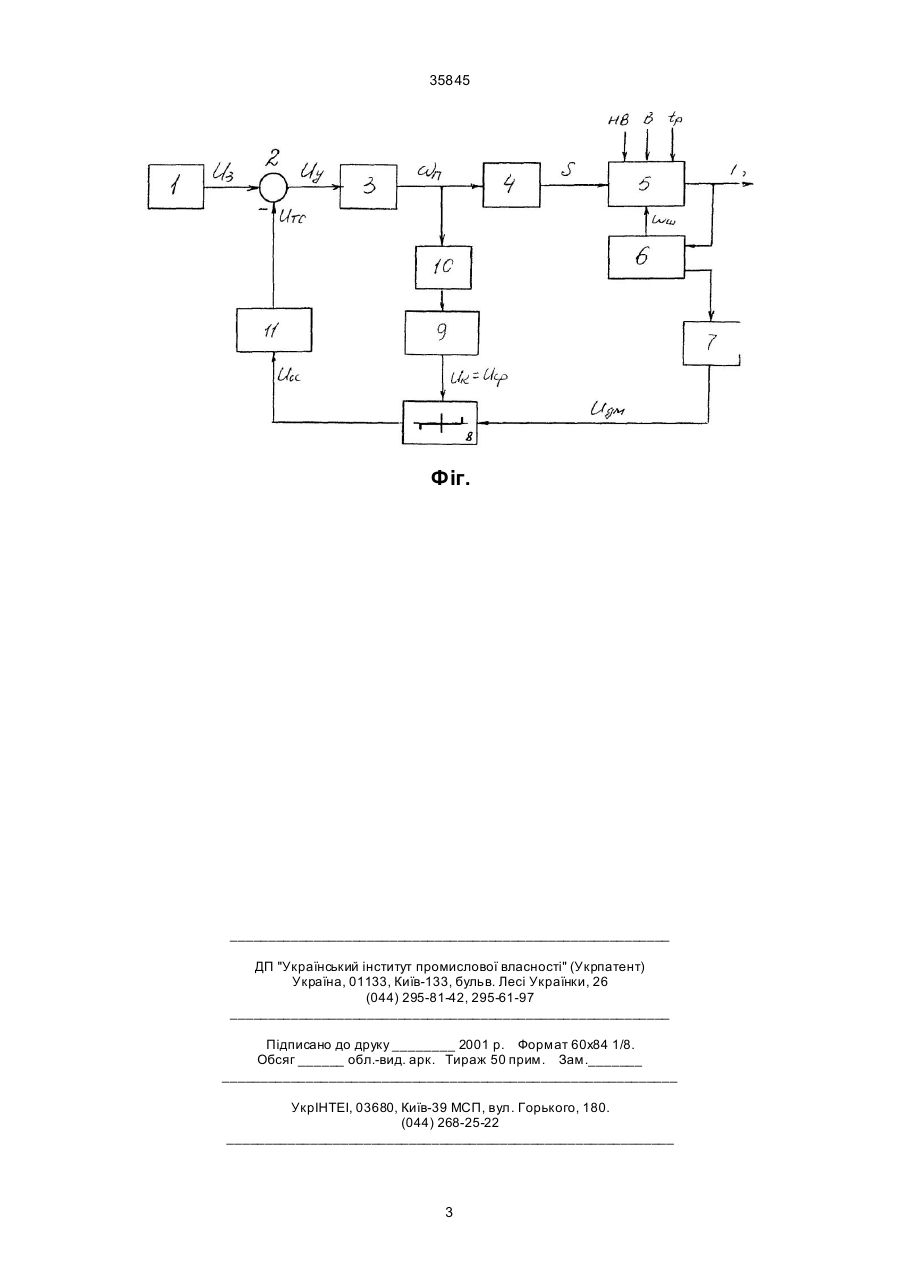
Пристрій для адаптивного керування процесом металообробки, до складу якого входить блок завдання, вихід якого з'єднаний з першим входом суматора, вихід суматора з’єднаний зі входом електроприводу подачі, підключеного виходом зі входом датчика швидкості подачі і зі входом редукто 35845 перерегулювання, підвищити швидкодію та зменшити помилку пристрою адаптивного керування. На фігурі наведено пристрій для адаптивного керування процесом металообробки. Пристрій містить блок завдання 1, суматора 2, eлeктpoпpивід подачі 3, редуктор приводу подачі 4, верстат 5, електродвигун приводу шпинделя верстату 6, датчик потужності 7, пороговий елемент 8, модель процесу металообробки 9, датчик швидкості приводу подачі 10, фільтр 11. Процес різання металу може бути описаним як передавальна функція: WP ( p ) = PP ( p ) KP = , w П ( p ) TP p + 1 ється з напругою корекції UK. Таким чином, сигнали, які надходять на вхід фільтру 11, дорівнюють: U oc = U дм -U cp , при U дм ñ U cp ; U oc = 0, де Uд.М - напруга датчика 7 активної потужності шпинделя; UOC - напруга оборотного зв'язку. Напруга UTC виходу фільтру дорівнює: U тc = кU oc + pU oc + 1 / p × U oc . (1) Отже, сигнали, які надходять на вхід електроприводу подачі дорівнюють: де PP - потужність різання; wП - швидкість електродвигуна приводу подачі; КР - коефіцієнт передачі процесу різання; ТР - стала часу процесу різання. Коефіцієнт передачі процесу різання при фрезеруванні: KP = CP × t XP P qV × n Ш × B × D × ZФ , U y = U з -U тc , U тc = кU oc + pU oc + 1 / pU oc , при U дм ñU ср U тc = 0, (2) при U дм á U cp , де UTC - напруга технологічного зворотного зв’язку. При збільшенні потужності РР різання зростає сигнал Uд.М на виході датчика потужності. При Uд.М > UСР сигнал керування на вході электроприводу подачі де СР - коефіцієнт, який враховує умови різання; tP - глибина фрезерування; nШ - швидкість шпинделя; B - ширина фрезерування; D - діаметр фрези; ZФ - число зубців фрези; XP, qv - показники ступенів. Коефіцієнт KP змінюється у відповідності з формулою (2) у десятки разів, що в режимі стабілізації потужності різання призводить до значного перерегулювання у роботі верстату. Для усунення перерегулювання системи потрібне відповідне перестроювання моделі процесу різання. Робота пристрою для адаптивного керування процесом металообробки виглядає так. З блоку завдання 1 через суматор 2 поступає сигнал UY на вхід електроприводу подачі 2. Кутова швидкість електроприводу подачі 2 через редуктор 4 діє на процес різання на верстаті 5. Сигнал корекції UK на виході блоку 9 моделі процесу металообробки: U к = U ср =w п × К p. м. при U дм á U cp ; U y =U з - кU oc - pU oc -1 / p × U oc зменшується. При цьому величина UY в значній мірі визначається швидкістю pUOC зміни напруги оборотного зв'язку. Відповідно, зменшується і швидкість wП електроприводу подачі. Отже, зменшується сигнал UK = UCP на виході моделі процесу металообробки. Це призводить до подальшого зростання напруги UTC технологічного оборотного зв'язку. Таким чином, чутливість системи стабілізації потужності piзання виявляється більш високою, ніж у розроблених системах. Змінюючи глибину технологічного оборотного зв’язку (пропорційну частину), можна варіювати величину статичної помилки. Змінюючи глибину те хнологічного оборотного зв'язку (диференціальна та інтегральна частини), можна варіювати величину динамічної помилки (перерегулювання системи при накиданні навантаження). При такому настроюванні значно збільшується стійкість системи стабілізації потужності, знижується динамічна помилка, підвищується якість обробки. (3) де КР.М - коефіцієнт передачі моделі процесу, надходить до опорного входу порогового елементу 8. Сигнал Uд.М датчика потужності шпинделя надходить до порогового елементу 8 та порівню 2 35845 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for adaptive control of metal processing process
Автори англійськоюKotsiubynskyi Viktor semenovych
Назва патенту російськоюУстройство для адаптивного управления процессом обработки металла
Автори російськоюКоцюбинский Виктор Семенович
МПК / Мітки
МПК: G05B 13/02
Мітки: процесом, адаптивного, пристрій, металообробки, керування
Код посилання
<a href="https://ua.patents.su/3-35845-pristrijj-dlya-adaptivnogo-keruvannya-procesom-metaloobrobki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для адаптивного керування процесом металообробки</a>
Пристрій для адаптивного керування процесом металообробки
Номер патенту: 19650
Опубліковано: 25.12.1997
Автори: Коцюбинський Віктор Семенович, Карпенко Валерій Миколайович, Закутний Олександр Степанович, Романець Роман Анатолійович
МПК: G05B 13/02
Мітки: пристрій, процесом, металообробки, керування, адаптивного
Формула / Реферат:
Устройство для адаптивного управления процессом металлообработки, содержащее блок задания, выход которого соединен с первым входом сумматора, выход сумматора соединен с входом электропривода подачи, подключенного выходом к входу датчика скорости привода подачи, и к входу редуктора привода подачи, выход редуктора соединен со станком, который содержит электродвигатель привода шпинделя станка, который содержит датчик мощности, выход которого...
Спосіб адаптивного управління процесом карбонізації у виробництві соди
Номер патенту: 22819
Опубліковано: 21.04.1998
Автори: Беляк Петро Ілліч, Золотухін Олег Борисович, Шкіндер Ігор Володимирович, Левченко Віктор Дорофейович
МПК: C01D 7/18, G05D 27/00
Мітки: управління, соди, виробництві, адаптивного, процесом, спосіб, карбонізації
Формула / Реферат:
Способ адаптивного управления процессом карбонизации в производстве соды путем изменения отбора суспензии гидрокарбоната натрия из колонны в зависимости от отклонения температуры газожидкостной среды в верхней абсорбционной зоне от задания регулятору и регулирования расхода диоксида углерода в колонну, отличающийся тем, что задания регуляторам температуры газожидкостной среды в верхней абсорбционной зоне колонны и расходов диоксида углерода...
Пристрій для керування процесом камерного сушіння деревини
Номер патенту: 1903
Опубліковано: 20.12.1994
Автори: Степура Олексій Іванович, Ільницький Йосиф Володимирович
МПК: F26B 25/22
Мітки: процесом, пристрій, керування, сушіння, камерного, деревини
Формула / Реферат:
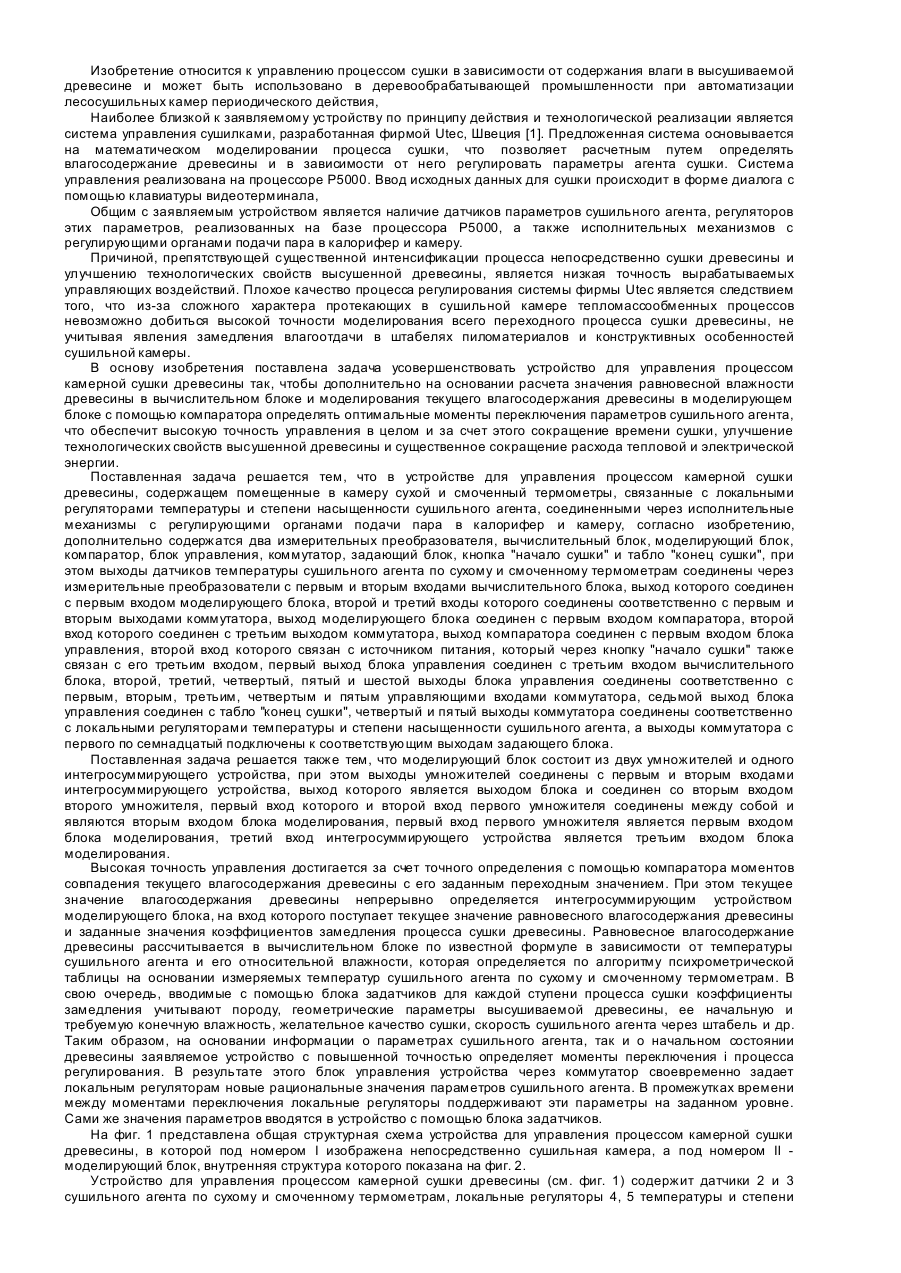
1. Устройство для управления процессом камерной сушки древесины, содержащее помещенные в камеру сухой и смоченный термометры, связанные с локальными регуляторами температуры и степени насыщенности сушильного агента, соединенными через исполнительные механизмы с регулирующим органами подачи пара в калорифер и камеру, отличающееся тем, что оно дополнительно содержит два измерительных преобразователя, вычислительный блок, моделирующий блок,...
Спосіб керування процесом електрошлакового переплаву
Номер патенту: 32008
Опубліковано: 15.12.2000
Автори: Бондаренко Леонід Іванович, Москалик Микола Вікторович, Адєєв Дмитро Вадимович, Марченко Олександр Михайлович, Дудник Михайло Іванович, Гладкий Євген Дмитрович, Комнацький Олександр Леонідович, Корнійчук В'ячеслав Анатолійович
Мітки: процесом, електрошлакового, переплаву, керування, спосіб
Текст:
...від завданої і властивості металу в цьому шарі (частині) зливка будуть відрізнятися від необхідних за технологією. Таким чином, спосіб керування процесом ЕШП, оснований на безпосередньому вимірюванні швидкості вилучення зливка з кристалізатора і порівнянні цієї швидкості із завданим значенням не є ефективним з точки зору забезпечення якості металу ЕШП. В основу винаходу поставлено задачу створення способу керування процесом ЕШП вільного...
Система керування процесом очищення газів в електрофільтрі
Номер патенту: 29628
Опубліковано: 15.11.2000
Автори: Іванов Владислав Андрійович, Баранов Леонтій Петрович, Бардамід Василь Іванович, Кряжєв Андрєй Ніколаєвіч
МПК: B03C 3/34
Мітки: очищення, газів, керування, процесом, система, електрофільтрі
Текст:
...связь между новой совокупностью элементов и связей между элементами системы и достижением нового технического результата - обеспечения возможности очистки пылегазового потока от пожаро- и взрывоопасной пыли с высокой степенью надежности и эффективности - объясняется следующим образом. Система, реализованная в предлагаемой совокупности элементов и связей, позволяет управлять процессом очистки на максимальном допустимом предискровом участке...
Попередній патент: Спосіб дистанційного контролю зусиль натягу армоканатів захисних оболонок енергоблоків атомних електростанцій
Наступний патент: Пристрій регульованого імпульсного фонтанування нафтових свердловин
Випадковий патент: Спосіб очищення та розділення криптоно-ксенонової суміші ректифікацією та пристрій для його здійснення