Спосіб нанесення фасонного мікрорєльефу на кільцеві заготовки торцевих ущільнень
Формула / Реферат
1. Спосіб нанесення фасонного мікрорельєфу на кільцеві заготовки торцевих ущільнень, що виконані із сплавів ВК6-ВК12 або карбіду кремнію, шляхом виготовлення фасонних канавок, заглиблень чи клиноподібних скосів, який відрізняється тим, що виготовлення фасонних канавок, заглиблень чи клиноподібних скосів здійснюють швидкісним алмазним шліфуванням за допомогою інструментального обладнання, при якому, фіксуючи заготовку на встановлювально-поворотному пристрої та орієнтуючи її відносно алмазного інструменту, установлюють її на заданий кут, потім здійснюють обробку поверхні заготовки з дискретним послідовним заглибленням алмазного інструменту і проходженням його по радіусу заготовки та з одночасним поданням охолоджувальної рідини, після чого проводять оцінювальний контроль чистоти та геометрії елемента мікрорельєфу, а далі послідовно повторюють операції для всіх елементів мікрорельєфу з повторенням контролю для кожного з елементів.
2. Спосіб за п. 1, який відрізняється тим, що кут установлення заготовки становить до 15 градусів.
3. Спосіб за п. 1, який відрізняється тим, що як інструментальне обладнання використовують універсальний заточувальний верстат.
4. Спосіб за п. 3, який відрізняється тим, що як універсальний заточувальний верстат використовують верстат 3МБ42Е, оснащений спеціальним встановлювально-поворотним пристроєм.
5. Спосіб за п. 3 або п. 4, який відрізняється тим, що число обертів шпинделя верстата становить більше 3000-5000 об/хв.
6. Спосіб за п. 1, який відрізняється тим, що дискретність подачі алмазного інструменту становить не більше 5 мкм.
7. Спосіб за п. 1, який відрізняється тим, що діаметри алмазних інструментів становлять 30-50 мм.
8. Спосіб за п. 1, який відрізняється тим, що як охолоджувальну рідину використовують суспензії.
Текст
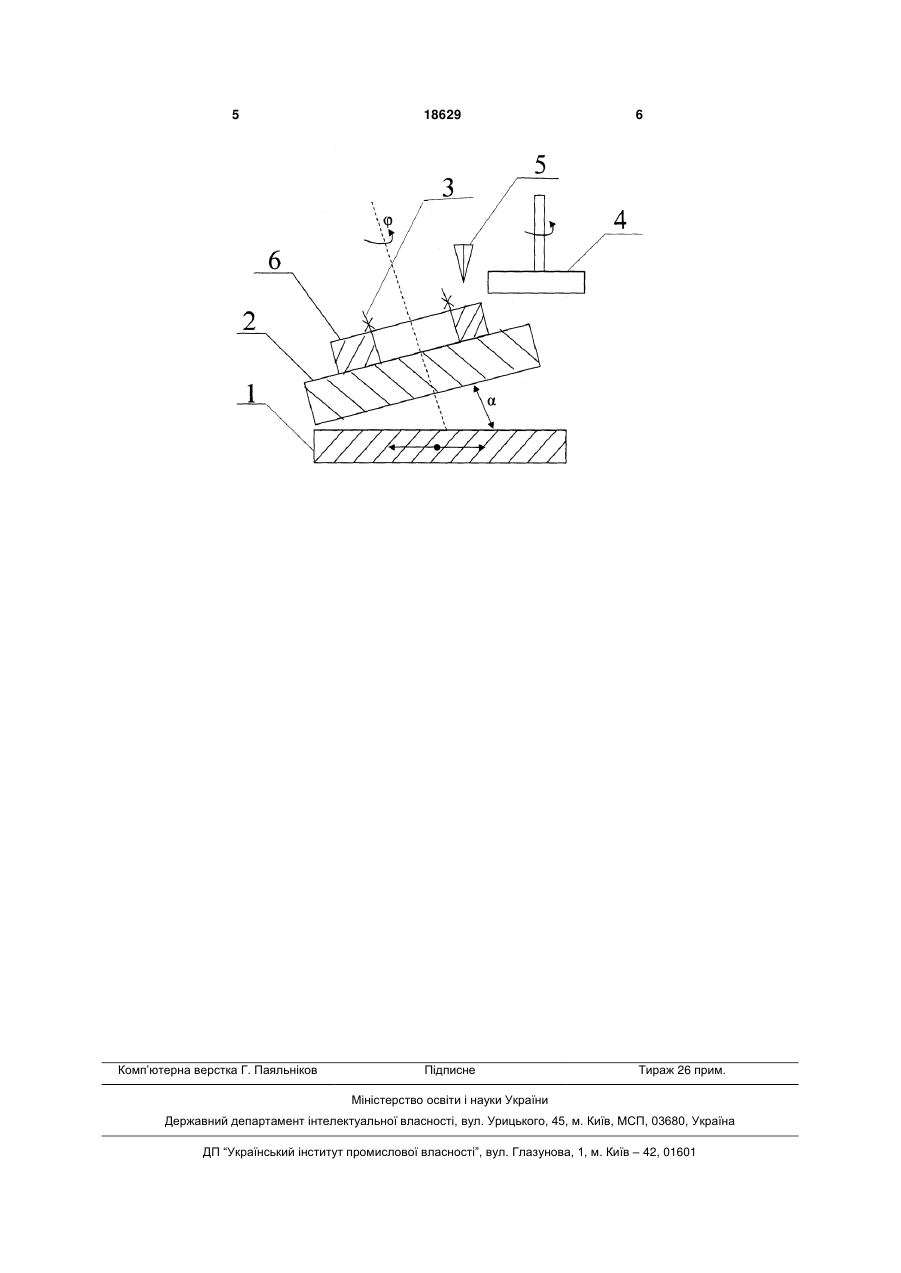
1. Спосіб нанесення фасонного мікрорельєфу на кільцеві заготовки торцевих ущільнень, що виконані із сплавів ВК6-ВК12 або карбіду кремнію, шляхом виготовлення фасонних канавок, заглиблень чи клиноподібних скосів, який відрізняється тим, що виготовлення фасонних канавок, заглиблень чи клиноподібних скосів здійснюють швидкісним алмазним шліфуванням за допомогою інструментального обладнання, при якому, фіксуючи заготовку на встановлювально-поворотному пристрої та орієнтуючи її відносно алмазного інструменту, установлюють її на заданий кут, потім здійснюють обробку поверхні заготовки з дискретним послідовним заглибленням алмазного інструменту і проходженням його по радіусу заготовки та з одночасним поданням охолоджувальної рідини, після чого проводять оцінювальний контроль чистоти U 2 (19) 1 3 18629 4 В основу корисної моделі поставлено задачу товки, алмазний інструмент 4, пристрій 5 подання створення способу нанесення фасонного мікрорерідини. льєфу на кільцеві заготовки торцевих ущільнень, Спосіб здійснюють наступним чином. який би знизив трудомісткість, підвищив чистоту Спочатку фіксують заготовку 6 за допомогою поверхні і точність нанесення мікрорельєфу. фіксаторів 3 на установочно-поворотному приПоставлену задачу вирішують тим, що у спострою 2 та орієнтують її щодо алмазного інструсобі нанесення фасонного мікрорельєфу на кільменту 4. Фіксація заготовки 6 на установочноцеві заготовки торцевих ущільнень, що виконані із поворотному пристрою 2 може здійснюватися як сплавів ВК6-ВК15 або карбіду кремнію, шляхом при горизонтальному, так і при вертикальному виготовлення фасонних канавок, заглиблень чи положенні заготовки 6. клиноподібних скосів, згідно з корисною моделлю, Потім установлюють заготовку 6 на заданий виготовлення фасонних канавок, заглиблень чи кут , який може бути до 15 градусів, та здійснюклиноподібних скосів здійснюють швидкісним алють холостий прогін алмазного інструменту 4. Вемазним шліфуванням за допомогою інструменталичина кута залежить від виду алмазних кругів, льного обладнання, при якому, фіксуючи заготовку які мають алмазний шар або на площині, або на на установочно-поворотному пристрої та орієнтуциліндричній торцевій поверхні, та вигляду мікроючи її щодо алмазного інструменту, установлюють рельєфу. Наприклад, для прямокутних впадин її на заданий кут, потім здійснюють обробку повермікрорельєфу кругом обробляють площину загохні заготовки з дискретним послідовним заглибтовки циліндричною поверхнею, а установочноленням алмазного інструменту і проходженням поворотний пристрій 2 установлюють горизонтайого по радіусу заготовки та з одночасним поданльно на столі 1 станка з можливість лінійного зміням охолоджувальної рідини, після чого проводять щення останнього. Установка заготовки 6 на задаоціночний контроль чистоти та геометрії елемента ний кут та холостий прогін алмазного мікрорельєфу, а далі послідовно повторюють опеінструменту 4 є імітаційним методом попередньої рації для всіх елементів мікрорельєфу з повтореноцінки можливого мікрорельєфу: його глибини, ням контролю для кожного з елементів. регулярності розташування по периферії заготовки Кут установлення заготовки становить до 6. 15 градусів. Далі безпосередньо обробляють поверхню заЯк інструментальне обладнання використовуготовки 6 з дискретним послідовним заглибленням ють універсальний заточувальний станок, наприалмазного інструменту 4 і проходами по радіусу клад, станок ЗМБ42Е, оснащений спеціальним заготовки 6 з одночасним поданням охолоджуваустановочно-поворотним пристроєм. льної рідини (суспензії). Після обробки виводять Число обертів шпинделя станка становить біалмазний інструмент 4 за межі заготовки. льше 3000-5000 об/хв., Потім проводять оціночний контроль якості та Дискретність подачі алмазного інструменту геометрії елемента мікрорельєфу. Контроль якості становить не більше 5мкм. та геометрії є проміжною оцінкою реалізації споДіаметри алмазних інструментів становлять собу, який повторюється для кожного з елементів 30-50 мм. мікрорельєфу. Як охолоджувальну рідину використовують суПісля здійснюють фіксований поворот заготовспензії. ки 6 та послідовне повторення операції для всіх Використання швидкісного алмазного шліфуелементів мікрорельєфу. вання із зазначеними режимами роботи універсаПри цьому частота обертання шпинделя станльного заточувального станка дозволяють досягка повинна перевищувати 3000-5000 об/хв., а диснути високого класу чистоти поверхні і точності кретність подачі алмазного інструмента бути не нанесення мікрорельєфу. Спосіб є менш трудомісбільшою за 5 мікрометрів. тким у порівнянні з прототипом. Спосіб може бути виконано на існуючому сеКорисна модель пояснюється схемою, де зорійному обладнанні. бражено універсальний заточувальний станок. Завдяки простоті технології і використанню Універсальний заточувальний станок містить серійного обладнання може бути організовано стіл 1 з подачею ліворуч-праворуч, установочновиготовлення запасних частин ущільнень підприповоротний пристрій 2 з поворотами у вертикальємствами-замовниками. ній та горизонтальній площинах, фіксатори 3 заго 5 Комп’ютерна верстка Г. Паяльніков 18629 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of profiled micro-relief to ring blanks of end seals
Назва патенту російськоюСпособ нанесения фасонного микрорельефа на кольцевые заготовки торцевых уплотнений
МПК / Мітки
МПК: F16J 15/40
Мітки: мікрорєльефу, нанесення, заготовки, фасонного, торцевих, кільцеві, ущільнень, спосіб
Код посилання
<a href="https://ua.patents.su/3-18629-sposib-nanesennya-fasonnogo-mikrorehlefu-na-kilcevi-zagotovki-torcevikh-ushhilnen.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення фасонного мікрорєльефу на кільцеві заготовки торцевих ущільнень</a>
Спосіб одержання зносостійкого шару на робочих поверхнях торцевих ущільнень валів, що обертаються
Номер патенту: 11126
Опубліковано: 25.12.1996
Автори: Гребень Андрій Маркович, Аспідов Віктор Іванович, Грискін Юхим Наумович, Плужник Юрій Федорович, Грискіна Наталія Юхимівна
Мітки: обертаються, валів, ущільнень, зносостійкого, торцевих, шару, спосіб, поверхнях, робочих, одержання
Формула / Реферат:
(57) 1. Способ получения износостойкого слоя на рабочих поверхностях торцевых уплотнений вращающихся валов, включающий выполнение на их торце кольцевых каналов, заполнение их порошком релита, его прессование и пропитку медесодержащим материалом при нагреве в нейтральной атмосфере, отличающийся тем, что в качестве медесодержащего материала используют медиофосфористый припой с температурой плавления, не превышающей температуру плавления...
Швидкознімна головка для випробовування та припрацювання торцевих ущільнень
Номер патенту: 3476
Опубліковано: 15.11.2004
Автори: Стрілець Володимир Миколайович, Похильчук Ігор Олександрович
МПК: F16J 15/00, F16J 15/34
Мітки: швидкознімна, ущільнень, торцевих, припрацювання, випробовування, головка
Формула / Реферат:
Швидкознімна головка для випробовування і припрацювання торцевих ущільнень, яка містить корпус, наскрізну кришку, привідний вал і торцеве ущільнення, яке складається з обертового та необертового кілець, на торці обертового кільця виконана канавка, з'єднана з ущільненою порожниною осьовим і радіальним каналами, яка відрізняється тим, що у корпусі навпроти радіального каналу обертового кільця встановлено оглядовий окуляр, а у наскрізній кришці...
Пристрій для нанесення ретенційних зон на поверхню заготовки протеза зуба
Номер патенту: 70633
Опубліковано: 15.10.2004
Автор: Курінний Володимир Анатолійович
МПК: A61C 13/00
Мітки: зон, ретенційних, пристрій, протеза, нанесення, зуба, поверхню, заготовки
Формула / Реферат:
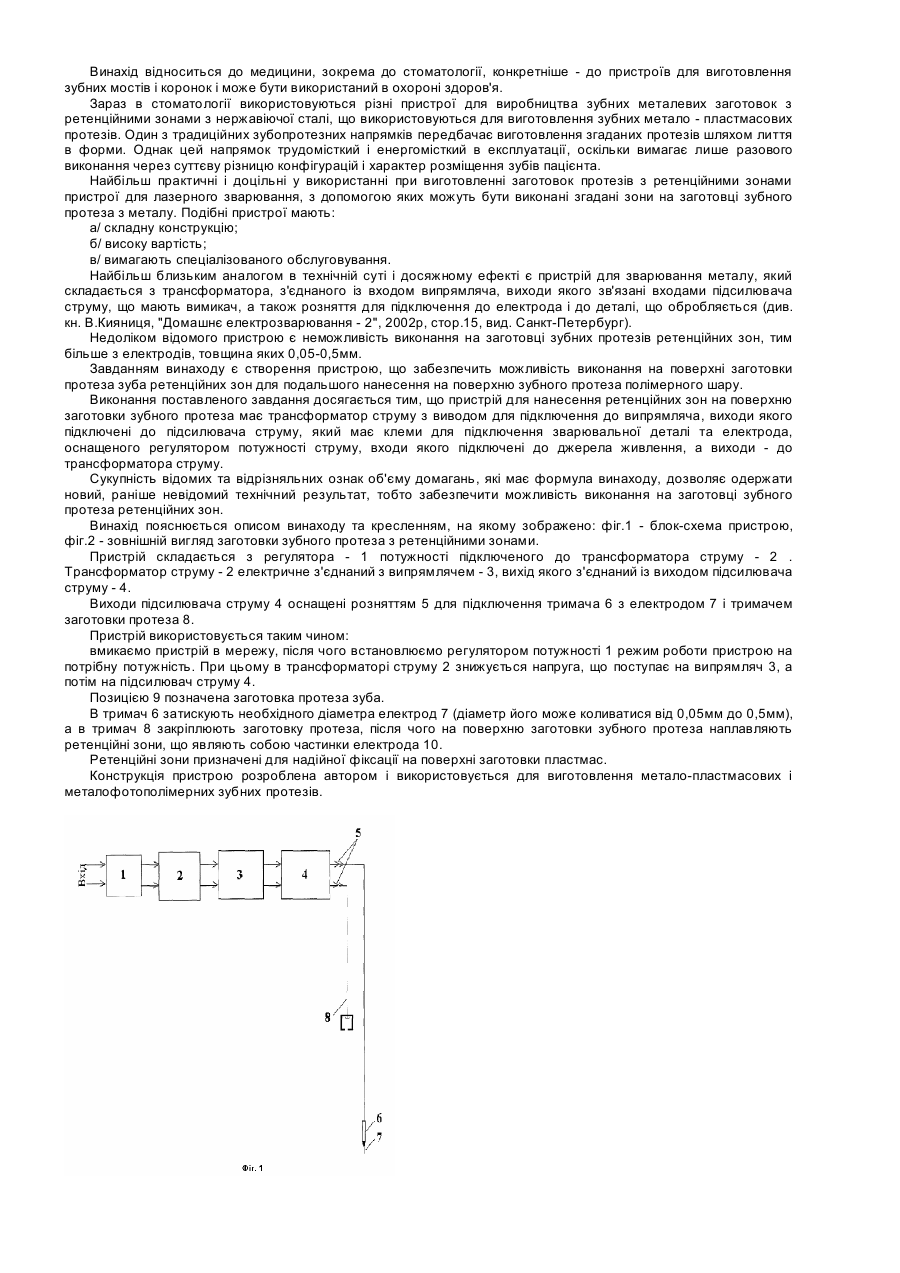
Пристрій для нанесення ретенційних зон на поверхню заготовки зубного протеза, який має трансформатор струму з виводом для підключення до випрямляча, виходи якого підключені до підсилювача струму, який має клеми для підключення до зварювальної деталі та електрода, який відрізняється тим, що пристрій оснащений регулятором потужності струму, входи якого підключені до джерела живлення, а виходи - до трансформатора.
Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Саєд Мортеза Хашемінежад, Олійник Валерій Петрович, Субін Анатолій Анатолійович, Петраков Юрій Володимирович
МПК: B24B 1/00
Мітки: торцевих, поверхонь, шліфування, спосіб, сферичних
Формула / Реферат:
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та...
Спосіб та пристрій для безперервного розливу металу з безпосереднім обтисненням металевої заготовки, зокрема сталевої заготовки
Номер патенту: 77269
Опубліковано: 15.11.2006
Автори: Цайбер Адольф-Густав, Вейєр Аксель, Гертнер Хорст, Мілевскі Вілфрід, Летцель Дірк
МПК: B22D 11/128, B22D 11/124, B22D 11/12, B22D 11/22, B22D 11/20
Мітки: сталевої, зокрема, розливу, металевої, металу, обтисненням, безпосереднім, заготовки, пристрій, безперервного, спосіб
Формула / Реферат:
1. Спосіб безперервного розливу металу з безпосереднім обтисненням металевої заготовки (1), зокрема сталевої заготовки, яка має форму прямокутника, злитка, чорнового профілю, сортової або круглої заготовки, за яким заготовку (1) після кристалізатора (2) проводять в криволінійній проводці (3) і піддають повторному охолоджуванню рідким охолоджувачем (4), при цьому за допомогою регулювання досягають однорідного, необхідного для процесу...
Попередній патент: Коронувальний електрод
Наступний патент: Спосіб виробництва безперервного базальтового волокна
Випадковий патент: Обтічник ракети-носія