Спосіб та пристрій для безперервного розливу металу з безпосереднім обтисненням металевої заготовки, зокрема сталевої заготовки
Номер патенту: 77269
Опубліковано: 15.11.2006
Автори: Цайбер Адольф-Густав, Мілевскі Вілфрід, Вейєр Аксель, Гертнер Хорст, Летцель Дірк
Формула / Реферат
1. Спосіб безперервного розливу металу з безпосереднім обтисненням металевої заготовки (1), зокрема сталевої заготовки, яка має форму прямокутника, злитка, чорнового профілю, сортової або круглої заготовки, за яким заготовку (1) після кристалізатора (2) проводять в криволінійній проводці (3) і піддають повторному охолоджуванню рідким охолоджувачем (4), при цьому за допомогою регулювання досягають однорідного, необхідного для процесу обтиснення, температурного профілю (5) по профілю (1а) заготовки (1), причому заготовку (1) охолоджують рідким охолоджувачем (4) тільки на тих відрізках (6) довжини, на яких заготовка (1) в перерізі (1а) частково рідка, який відрізняється тим, що здійснюють вирівнювання температури заготовки (1) без рідкого охолоджувача (4) в зоні (7) переходу до, в і/або після вузла (8) вигину та правки за допомогою ізолювання відповідних виділяючих тепло зовнішніх поверхонь (1b) і за рахунок тепловиділення по зонах, доти, поки температурний профіль (5) не буде складатися з еліптичних ізотерм (12), які лежать горизонтально, причому заготовку (1) на ділянці (9) м'якого обтиснення, що динамічно змінюється, обтискають з урахуванням міцності на стиснення, виміряної біля окремих обтискних роликів (10) або роликових сегментів (11), в залежності від натискного зусилля, що локально застосовують.
2. Спосіб за п. 1, який відрізняється тим, що температурний профіль (5) по перерізу заготовки (1а) формують однорідним у поперечному та подовжньому напрямках (1е) в зоні серцевини (1с).
3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що на ділянці (9) м'якого обтиснення, що динамічно змінюється, заготовку (1) стискують в серцевині (1с) у поперечному та подовжньому напрямках (1е).
4. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що обтиснення проводять в залежності від форми заготовки (1d), розмірів заготовки (14) і/або швидкості розливу.
5. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що обтиснення проводять шляхом лінійного пресування окремими обтискними роликами (10) або пресуванням площинами, що зближуються, за допомогою роликових сегментів (11).
6. Спосіб за п. 5, який відрізняється тим, що при обтисненні роликовими сегментами (11) для різних марок сталі при встановленні роликових сегментів (11) застосовують змінну конусність (15).
7. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що встановлюють декілька роликових сегментів (11) або з постійною конусністю (17), або з прогресуючою конусністю (18), або із змінною конусністю (19).
8. Спосіб за п. 2, який відрізняється тим, що стиснення серцевини (1с) заготовки (1) регулюють за допомогою визначенню її опору деформації і/або шляху заготовки (20).
9. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що при обтисненні горизонтальні шари (21) в перерізі заготовки (1а), які мають однакові ізотерми (12), зближують шляхом стискання.
10. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що заготовку (1), принаймні при обтисненні, підтримують і тягнуть опорними роликами (22), які прилягають до обох зовнішніх поверхонь (1b).
11. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що інтенсивність процесу обтиснення встановлюють в інтервалі від 0 до 14 мм/м.
12. Спосіб безперервного розливу металу з безпосереднім обтисненням металевої, зокрема сталевої заготовки (1), яка має форму багатокутника або кола, за яким заготовку (1) після кристалізатора (2) проводять в криволінійній проводці (3) і піддають повторному охолоджуванню рідким охолоджувачем (4), при цьому за допомогою регулювання досягають однорідного, необхідного для процесу обтиснення, температурного профілю (5) по профілю заготовки (1а), причому заготовку (1) охолоджують рідким охолоджувачем (4) тільки на тих відрізках (6) довжини, на яких заготовка (1) по перерізу (1а) є рідкою, який відрізняється тим, що миттєву інтенсивність обтиснення узгоджують з поточною температурою заготовки (1) в зоні (7) переходу перед, в і/або після вузла (8) вигину та правки, яку регулюють шляхом ізолювання відповідних виділяючих тепло зовнішніх поверхонь (1b), із швидкістю розливу, причому біля окремих обтискних роликів (10) або біля окремих роликових сегментів (11) безперервно вимірюють опір деформації і на основі відповідного натискного зусилля визначають положення кінця незатверділої центральної частини заготовки (1g) і регулюють витрати охолоджувача, натискне зусилля, швидкість розливу і/або швидкість витягування обтисненої заготовки (1).
13. Спосіб за п. 12, який відрізняється тим, що для кожного обтискного ролика (10) або кожного роликового сегмента (11) задають строго визначену інтенсивність обтиснення.
14. Пристрій для безперервного розливу металу з безпосереднім обтисненням металевої, зокрема сталевої заготовки (1), яка має форму прямокутника, злитка, чорнового профілю, сортової заготовки або труби (1d), з проводкою (3), зігненою після кристалізатора (2) у напрямку руху заготовки (23), і пристроєм для розпилення (4а) рідкого охолоджувача (4), в якій передбачений вузол (8) вигину та правки і регулюючий пристрій для створення однорідного по профілю заготовки температурного профілю (5) по перерізу (1а), причому пристрій для розпилення (4а) рідкого охолоджувача (4) виконаний з можливістю охолоджування заготовки (1) тільки на тих відрізках (6) довжини, на яких заготовка (1) по перерізу (1а) є частково рідкою, який відрізняється тим, що до криволінійної проводки (3) з пристроєм розпилення (4а) рідкого охолоджувача (4) приєднана суха зона (24), яка працює без рідкого охолоджувача (4), яка служить як ізоляція (25) від відведення теплоти випромінювання, цілеспрямовано оточуючи заготовку (1), причому передбачена ділянка (9) обтиснення, яка знаходиться в зоні вузла (8) вигину та правки, до або після нього, яка складається з окремих регульованих гідравлічно обтискних роликів (10) або з декількох регульованих гідравлічно роликових сегментів (11).
15. Пристрій за п. 14, який відрізняється тим, що у напрямку руху заготовки (23) нарівні з одним або декількома вузлами (8) вигину та правки знаходяться роликові сегменти (11), рухомі у напрямку руху заготовки (23) або у протилежному напрямку.
16. Пристрій за будь-яким з пп. 14 або 15, який відрізняється тим, що кожний обтискний роликовий сегмент (11) має принаймні дві роликові пари (11а), з яких принаймні один регульований обтискний ролик (10) забезпечений блоком поршневих циліндрів (27).
17. Пристрій за п. 16, який відрізняється тим, що нижні обтискні ролики роликових пар (11а) або роликового сегменту (11) жорстко закріплені, при цьому верхні регульовані обтискні ролики (10) або верхній регульований роликовий сегмент (11) обладнані встановленими один за одним на середній лінії (28) або попарно поза середньою лінією (28) блоками поршневих циліндрів (27), по два на кожну роликову пару (11а).
18. Пристрій за п. 15, який відрізняється тим, що відстань (29) між роликами у роликовому сегменті (11) вибирається постійною в інтервалі від 150 до 450 мм.
19. Пристрій за будь-яким з пп. 14 або 15, який відрізняється тим, що розташовані в зоні ізоляції (25) від випромінювання вузли (8) вигину та правки ізолюються також від теплоти випромінювання заготовки (1).
Текст
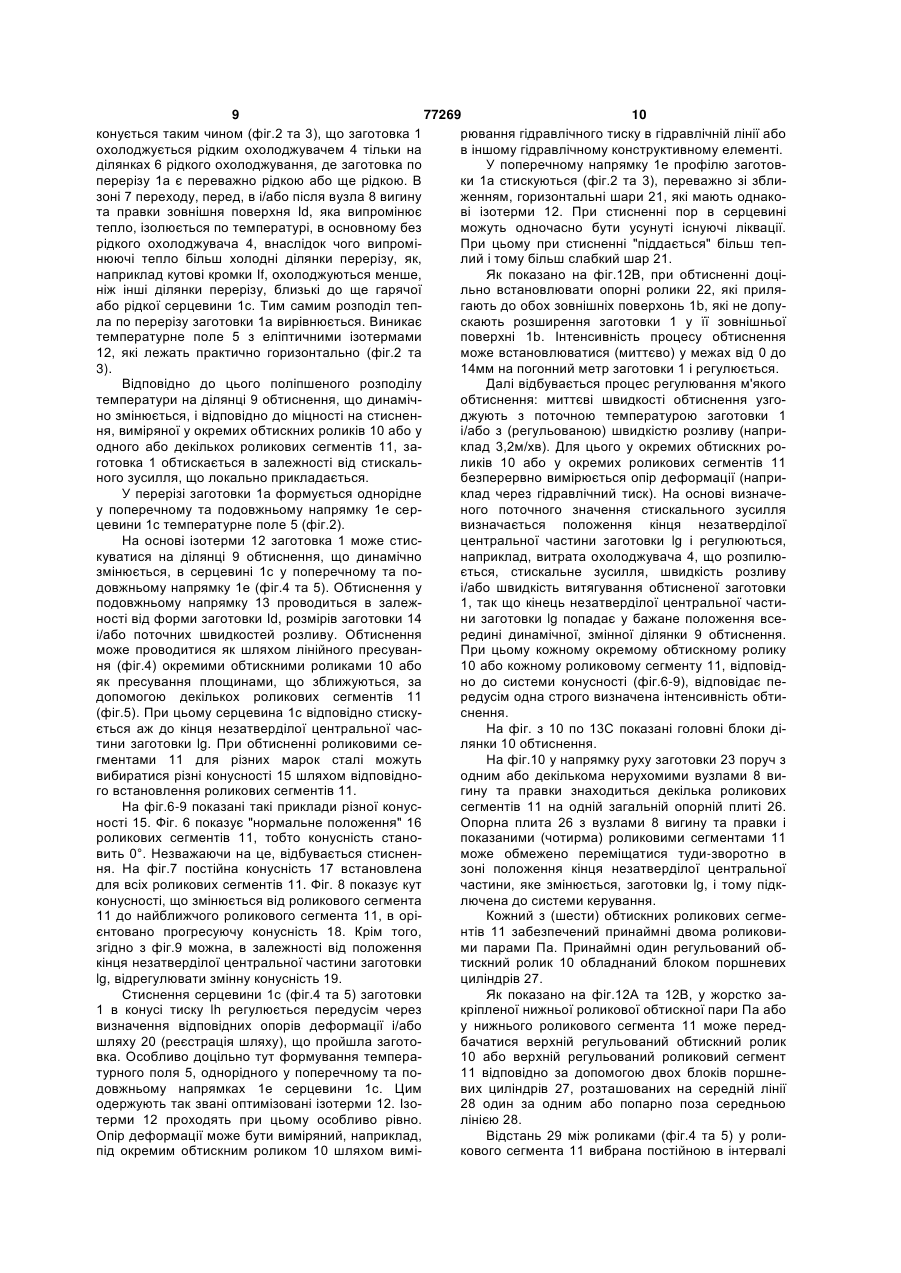
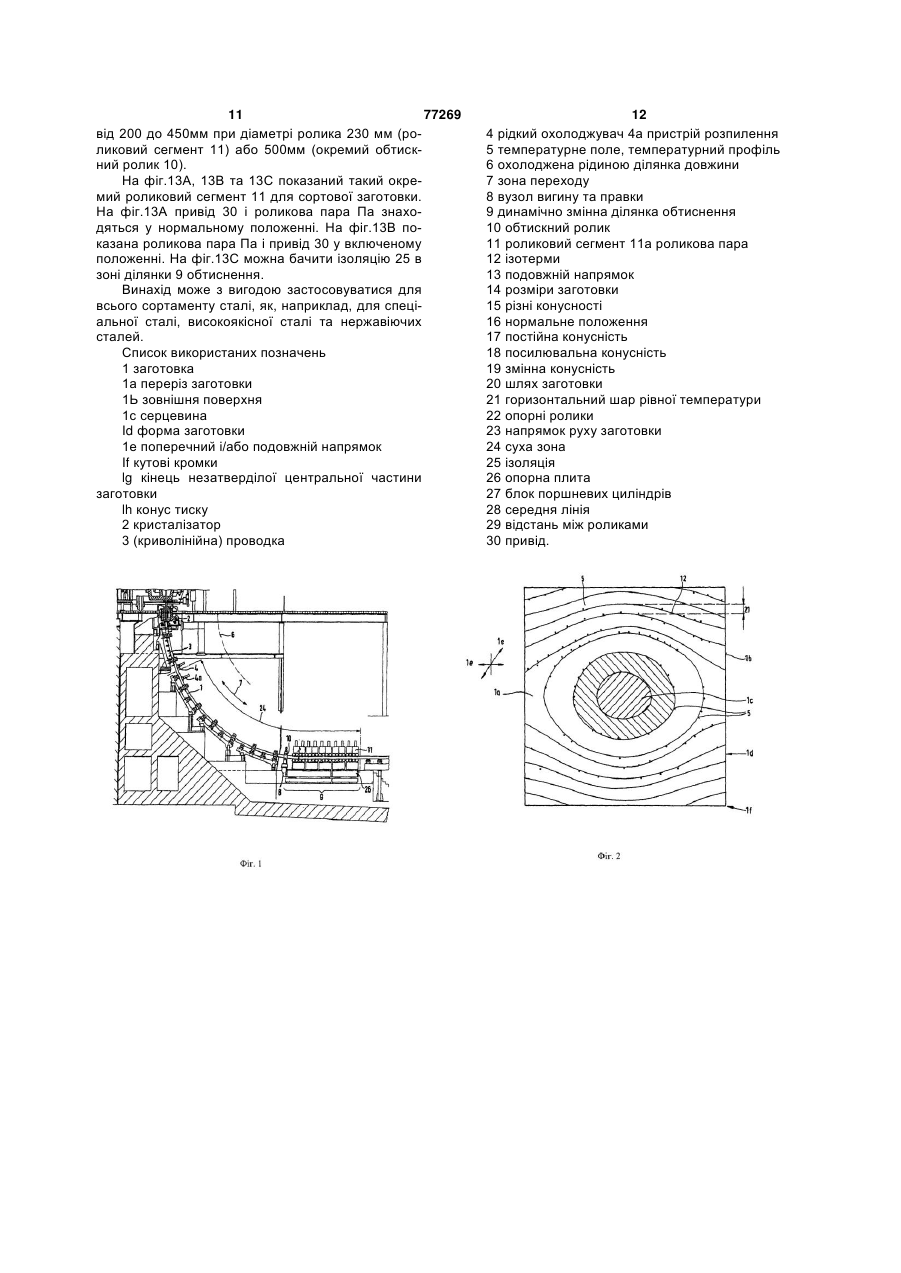
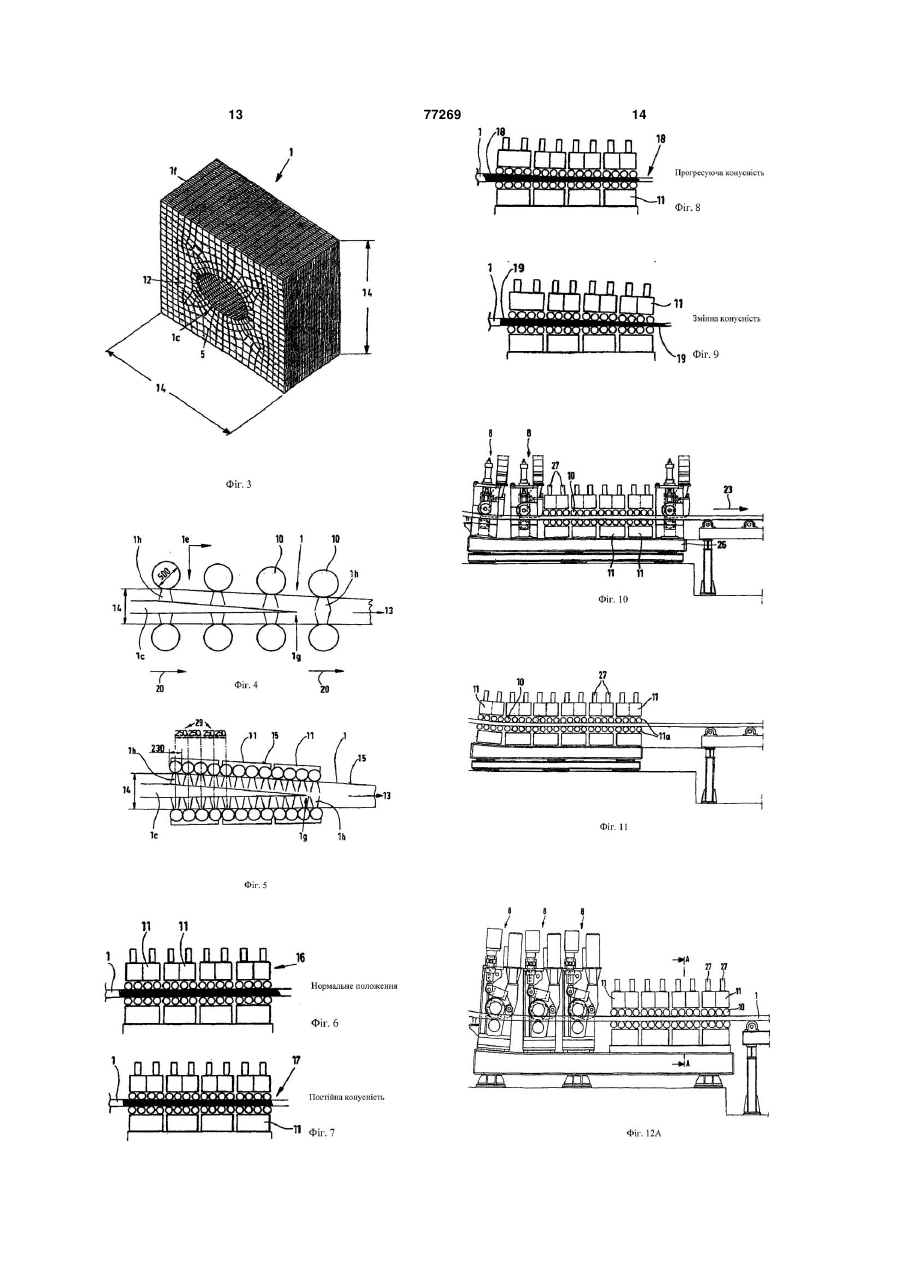
1. Спосіб безперервного розливу металу з безпосереднім обтисненням металевої заготовки (1), зокрема сталевої заготовки, яка має форму прямокутника, злитка, чорнового профілю, сортової або круглої заготовки, за яким заготовку (1) після кристалізатора (2) проводять в криволінійній проводці (3) і піддають повторному охолоджуванню рідким охолоджувачем (4), при цьому за допомогою регулювання досягають однорідного, необхідного для процесу обтиснення, температурного профілю (5) по профілю (1а) заготовки (1), причому заготовку (1) охолоджують рідким охолоджувачем (4) тільки на тих відрізках (6) довжини, на яких заготовка (1) в перерізі (1а) частково рідка, який відрізняється тим, що здійснюють вирівнювання температури заготовки (1) без рідкого охолоджувача (4) в зоні (7) переходу до, в і/або після вузла (8) вигину та правки за допомогою ізолювання від 2 (19) 1 3 77269 4 9. Спосіб за будь-яким з пп. 1 або 2, який відрізпристроєм для розпилення (4а) рідкого охолоджуняється тим, що при обтисненні горизонтальні вача (4), в якій передбачений вузол (8) вигину та шари (21) в перерізі заготовки (1а), які мають одправки і регулюючий пристрій для створення однакові ізотерми (12), зближують шляхом стисканнорідного по профілю заготовки температурного ня. профілю (5) по перерізу (1а), причому пристрій для 10. Спосіб за будь-яким з пп. 1 або 2, який відрізрозпилення (4а) рідкого охолоджувача (4) виконаняється тим, що заготовку (1), принаймні при обний з можливістю охолоджування заготовки (1) тисненні, підтримують і тягнуть опорними роликатільки на тих відрізках (6) довжини, на яких заготоми (22), які прилягають до обох зовнішніх вка (1) по перерізу (1а) є частково рідкою, який відрізняється тим, що до криволінійної проводки поверхонь (1b). 11. Спосіб за будь-яким з пп. 1 або 2, який відріз(3) з пристроєм розпилення (4а) рідкого охолоджуняється тим, що інтенсивність процесу обтисненвача (4) приєднана суха зона (24), яка працює без ня встановлюють в інтервалі від 0 до 14 мм/м. рідкого охолоджувача (4), яка служить як ізоляція 12. Спосіб безперервного розливу металу з безпо(25) від відведення теплоти випромінювання, цілесереднім обтисненням металевої, зокрема сталеспрямовано оточуючи заготовку (1), причому певої заготовки (1), яка має форму багатокутника редбачена ділянка (9) обтиснення, яка знаходитьабо кола, за яким заготовку (1) після кристалізатося в зоні вузла (8) вигину та правки, до або після ра (2) проводять в криволінійній проводці (3) і піднього, яка складається з окремих регульованих дають повторному охолоджуванню рідким охологідравлічно обтискних роликів (10) або з декількох джувачем (4), при цьому за допомогою регульованих гідравлічно роликових сегментів регулювання досягають однорідного, необхідного (11). 15. Пристрій за п. 14, який відрізняється тим, що для процесу обтиснення, температурного профілю (5) по профілю заготовки (1а), причому заготовку у напрямку руху заготовки (23) нарівні з одним або (1) охолоджують рідким охолоджувачем (4) тільки декількома вузлами (8) вигину та правки знахона тих відрізках (6) довжини, на яких заготовка (1) дяться роликові сегменти (11), рухомі у напрямку по перерізу (1а) є рідкою, який відрізняється тим, руху заготовки (23) або у протилежному напрямку. що миттєву інтенсивність обтиснення узгоджують з 16. Пристрій за будь-яким з пп. 14 або 15, який відрізняється тим, що кожний обтискний роликопоточною температурою заготовки (1) в зоні (7) переходу перед, в і/або після вузла (8) вигину та вий сегмент (11) має принаймні дві роликові пари правки, яку регулюють шляхом ізолювання відпо(11а), з яких принаймні один регульований обтисквідних виділяючих тепло зовнішніх поверхонь (1b), ний ролик (10) забезпечений блоком поршневих із швидкістю розливу, причому біля окремих обтициліндрів (27). 17. Пристрій за п. 16, який відрізняється тим, що скних роликів (10) або біля окремих роликових сегментів (11) безперервно вимірюють опір дефонижні обтискні ролики роликових пар (11а) або рмації і на основі відповідного натискного зусилля роликового сегменту (11) жорстко закріплені, при визначають положення кінця незатверділої цьому верхні регульовані обтискні ролики (10) або центральної частини заготовки (1g) і регулюють верхній регульований роликовий сегмент (11) обвитрати охолоджувача, натискне зусилля, швидладнані встановленими один за одним на середній кість розливу і/або швидкість витягування обтислінії (28) або попарно поза середньою лінією (28) неної заготовки (1). блоками поршневих циліндрів (27), по два на кож13. Спосіб за п. 12, який відрізняється тим, що ну роликову пару (11а). 18. Пристрій за п. 15, який відрізняється тим, що для кожного обтискного ролика (10) або кожного роликового сегмента (11) задають строго визначевідстань (29) між роликами у роликовому сегменті ну інтенсивність обтиснення. (11) вибирається постійною в інтервалі від 150 до 14. Пристрій для безперервного розливу металу з 450 мм. безпосереднім обтисненням металевої, зокрема 19. Пристрій за будь-яким з пп. 14 або 15, який відрізняється тим, що розташовані в зоні ізоляції сталевої заготовки (1), яка має форму прямокутника, злитка, чорнового профілю, сортової заготовки (25) від випромінювання вузли (8) вигину та правки або труби (1d), з проводкою (3), зігненою після ізолюються також від теплоти випромінювання кристалізатора (2) у напрямку руху заготовки (23), і заготовки (1). Винахід відноситься до способу та пристрою для безперервного розливу з безпосереднім обтисненням металевої зокрема, сталевої заготовки, яка має вигляд прямокутника, злитка, чорнового профілю, сортової або круглої заготовки, яка після кристалізатора проводиться у криволінійній проводці і зазнає повторного охолоджування рідким охолоджувачем, при цьому шляхом регулювання встановлюється однорідне по перерізу заготовки температурне поле необхідне для операції обтиснення. Як правило, при безперервному розливі різних марок сталі з різними перерізами або форматами при повторному охолоджуванні увага приділяється зростанню кірочки заготовки, а на ділянці обтиснення - положенню кінця незатверділої центральної частини заготовки. Так, наприклад, з [патенту ЕР 0804981] відомо, що заготовку на етапі обтиснення обтискають до кінцевої бажаної товщини. Однак для цього потрібно встановлювати положення кінця незатверділої центральної частини заготовки, починаючи від якого горизонтально бу 5 77269 6 де докладатися сила деформації на похилу поверкого охолоджувача шляхом випромінювання тепла хню. Такий спосіб є, однак, досить грубим і не врапо зонах, при цьому заготовка обтискається на ховує стану структури, що утворюється. Причина шляху обтиснення, що динамічно змінюється, з полягає у недостатньому розподілі тепла через урахуванням міцності на стиснення, виміряної у невдале охолоджування та рівномірне опирання одного або декількох обтискних роликів або у розаготовки при нерівномірному по перерізу заготовликових сегментів, в залежності від стискального ки відведенні тепла. Також проводиться узгоджензусилля, що локально застосовується. Перевагами ня повторного охолоджування з підтриманням заспособу є краще узгоджений з процесом обтисготовки. Щоб поліпшити це узгодження, в нення процес розливу або охолоджування із зміннеопублікованій [німецькій заявці 10051959.8] проним по перерізу заготовки профілем затвердіння понувалося встановлювати геометричну форму або температури і процес обтиснення з безперерпрофілю повторного охолоджування аналогічно з вним або змінним протіканням, які призводять до профілем затвердіння заготовки на наступних діпрактично безпомилкової структури після закінлянках. Також аналогічним чином змінюється кончення затвердіння. фігурація підтримуючої системи для заготовки на Процес обтиснення може бути ще більш оптинаступних ділянках шляху, зменшуючись в залежмізований тим, що температурне поле являє соності від профілю затвердіння заготовки. При цьобою еліптичні ізотерми, які лежать горизонтально. му кутові зони перерізу заготовки при збільшенні Додаткова перевага досягається, крім того, довжини шляху, який пройдений, охолоджувалися тим, що профіль температури у поперечному та менше, ніж центральні зони. При реалізації цього подовжньому напрямках в зоні серцевини стає способу струмені, що розпилюються, в зоні повтооднорідним. рного охолоджування по куту розпилення так підТакому режиму сприяє також обтиснення загоганяються до товщини кірочки заготовки, щоб зметовки на відрізку обтиснення, що динамічно змінюншуваній ширині незатверділої центральної ється, у поперечному та подовжньому напрямку в частини заготовки відповідав менший кут розпизоні серцевини. лення. Вже цими заходами досягають значного Істотну роль при охолоджуванні заготовки відівирівнювання температури в перерізі заготовки по грають довжини бокових кромок багатокутного шарах перерізу заготовки. профілю заготовки. Тому важливо, щоб обтисненПри цьому рівні знань автор зазначеної раніня проводилося в залежності від форми заготовки, ше, не опублікованої заявки на патент, виявив, розмірів заготовки і/або швидкості розливу. крім того, що проведення процесу так званого м'яУ принципі, обтиснення може бути проведене кого обтиснення заготовки потрібно також оптиміна ділянці обтиснення за допомогою двох систем: зувати. В основі цього висновку лежить те, що веобтиснення проводиться шляхом точкового пресуликі опори деформації через несприятливий вання окремими обтискними роликами, або ролирозподіл температури у відлитій сортовій заготовці ковими сегментами шляхом площинного пресуабо у відлитому чорновому профілі з різною пласвання. тичністю викликають різні опори деформації і різні Інше виконання способу при площинному преподовження і, тим самим, призводять до утворенсуванні полягає у тому, що при обтисненні роликоня тріщин. вими сегментами для різних марок сталі при встаПоліпшення внутрішньої якості заготовок різновленні роликових сегментів вибирають різні ного перерізу та розмірів, зокрема, зменшення конусності. позитивної ліквації, пористості та дірчастості серІнша, дуже важлива частина винаходу відноцевини, вимагає процесу обтиснення на кінцевих ситься до керування або регулювання, вимірюваділянках затвердіння. За існуючими дотепер спольної техніки та методів автоматичного керування собами, наприклад у разі сортової заготовки, здійпроцесом обтиснення. Для цього вказаний спочатснюється кругове затвердіння з круговою по переку спосіб передбачає таке регулювання, щоб декірізу ізотермою, яке припиняється в зоні вигину та лька роликових сегментів у нормальному полоправки. Оскільки при такому розподілі температуженні встановлювалися або з постійною ри обтиснення можливе тільки у серцевині, досяконусністю, або з посилювальною конусністю, або гається тільки механічний вплив на затвердіння. із змінної конусністю, що може бути досягнуто за Однак результати не задовільні і схильні до дуже допомогою регулювання. Після цього може провосильних коливань. Причина у тому, що зона кінця дитися обтиснення в залежності від відомого опозатвердіння дуже важко піддається визначенню. ру деформації. Задача винаходу полягає у тому, щоб досягнуКрім того, безперервний або змінний процес ти необхідного розподілу температури в заготовці і обтиснення може підтримуватися тим, що стистим самим оптимізувати етап обтиснення і в кінці нення серцевини заготовки регулюється шляхом його одержати придатні структури після закінчення визначення її опору деформації і/або шляху загозатвердіння. товки. Поставлена задача згідно з винаходом виріВплив на кінцеве затвердіння у вигляді мехашується тим, що заготовку охолоджують рідким нічного впливу досягається тим, що при обтисненохолоджувачем тільки на тих відрізках довжини, на ні зближуються горизонтальні шари в перерізі заяких заготовка по перерізу переважно рідка, приготовки, які мають однакові ізотерми. чому температура заготовки в перехідній зоні пеПри цьому для збереження форми передбаред, в і/або після вигину та правки шляхом ізоляції чаються ролики, які прилягають до обох бокових зовнішніх поверхонь, що випромінюють тепло, поверхонь заготовки, які принаймні під час обтисвирівнюється далі в основному за відсутності ріднення підтримують і тягнуть заготовку. 7 77269 8 При цьому перерозподіл повної підведеної заготовки. енергії деформації може відбуватися завдяки тоНа малюнку показані приклади виконання виму, що інтенсивність процесу обтиснення встановнаходу за способом і за пристроєм з ділянкою облювалася в інтервалі від 0 до 14мм/м (величина тиснення, які далі пояснюються детальніше. обтиснення заготовки, яка віднесена до відстані Показано: між двома точками вимірювання товщини заготовфіг. 1 вигляд збоку установки безперервного ки). розливу, наприклад для форми сортової заготовВідповідний даним ознакам спосіб безперервки, ного розливу з безпосереднім обтисненням розрофіг. 2 - порівняльна зміна форми на одній блений з точки зору автоматичного регулювання площині з еліптичним температурним полем в так, що миттєва інтенсивність обтиснення підстстаціонарному режимі, роюється до поточної температури заготовки і/або фіг.3 - вигляд в перспективі невеликої частини швидкості розливу, причому у окремих обтискних порівняльної зміни форми з еліптичним темперароликів або у окремих роликових сегментів опір турним полем після першого проходу через валки деформації вимірюється безперервно і на основі на ділянці обтиснення, відповідного натискного зусилля визначається фіг.4 - перша система м'якого обтиснення положення кінця незатверділої центральної частиокремими обтискними роликами, ни заготовки і регулюються витрата охолоджувача, фіг. 5 - друга система ділянки обтиснення ронатискне зусилля, швидкість розливу і/або швидликовими сегментами, кість витягування обтисненої заготовки. фіг.6-9 - різні установки конусності роликових Стаціонарні вихідні величини можуть підтрисегментів, муватися ще і тим, що кожному обтискному ролику фіг. 10 - вигляд збоку з декількома вузлами виабо кожному роликовому сегменту відповідає пегину та правки і ділянкою обтиснення, редусім строго визначена інтенсивність обтисненфіг. 11 - ділянка обтиснення в альтернативноня. му варіанті виконання з обтискними роликами, які Відповідний даним ознакам пристрій для безокремо приводяться, перервного розливу з безпосереднім обтисненням фіг.12А - вигляд збоку іншого альтернативного удосконалюється в тому відношенні, що до кривовиконання вузла вигину та правки і роликових сеглінійної проводки з пристроєм розпилення рідкого ментів, охолоджувача приєднана переважно суха зона, фіг. 12В - вигляд А-А за фіг. 12А, яка працює практично без рідкого охолоджувача, фіг.13А - обтискна кліть у нормальному полояка служить як ізоляція від теплового випромінюженні, вання, цілеспрямовано оточуючи заготовку, і що фіг. 13В - обтискна кліть у включеному полопередбачена ділянка обтиснення, в зоні вигину та женні правки, або встановлена перед нею або після, яка фіг.13С - обтискна кліть з ізоляцією. складається з окремих, регульованих гідравлічно, На фіг.1 показана установка безперервного обтискних роликів або з декількох регульованих розливу заготовки 1 на прикладі сортової заготовгідравлічно роликових сегментів. ки 1d. Профіль заготовки 1а може мати також пряМожливість корекції при зміщенні вершини комокутний переріз, форму злитка, чорнового профінуса затвердіння може також бути досягнута тим, лю або труби. що роликові сегменти, розташовані у напрямку Рідка сталь після кристалізатора 2 зазнає поруху заготовки близько одного або декількох нерувторного охолоджування в (криволінійній) проводці хомих вузлів вигину та правки, рухомі у напрямку 3 рідким охолоджувачем 4, наприклад водою, і за руху заготовки або у протилежному напрямку. допомогою регулювання в ній встановлюється Всередині роликових сегментів можуть встаоднорідне по перерізу заготовки 1а температурне новлюватися різні зусилля обтиснення, оскільки поле 5 (фіг.2). При цьому утворюється охолоджекожний сегмент обтискних роликів має принаймні ний рідиною відрізок 6 довжини з твердою кірочдві роликові пари, з яких принаймні один регульокою та рідкою серцевиною 1с. ваний обтискний ролик забезпечений блоком порЗа криволінійною проводкою 3 з пристроєм 4а шневих циліндрів. для розпилення рідкого охолоджувача 4 йде, по Різні сили обтиснення можуть бути досягнуті суті, суха зона 24, яка працює практично без рідкотакож тим, що у жорстко закріпленої нижньої пари го охолоджувача 4, яка служить ізоляцією 25 від обтискних роликів або у жорстко закріпленого нивідведення тепла, спеціально оточуючи заготовку жнього роликового сегмента верхній регульований 1, причому можлива протяжність ізоляції у показаобтискний ролик або верхній регульований ролиному стрілкою інтервалі довжини залежить від ковий сегмент забезпечений двома блоками порформи заготовки Id, розмірів, швидкості розливу і шневих циліндрів на кожну роликову пару, встанотому подібних параметрів. Суха зона 24 може, влених один за одним на середній лінії або наприклад, як зазначено, тягнутися, перекриваючи попарно поза середньою лінією. зону 7 рідка/суха, до вузла 8 вигину та правки з Переважний варіант ділянки обтиснення полявстановленою перед ним або після ділянкою 9 гає у тому, що відстань між роликами у роликового обтиснення. Як видно на фіг.1, ділянка 9 обтиссегмента вибирається в інтервалі від 150 до 450 нення складається з окремих, регульованих гідрамм. влічно обтискних роликів 10 або з декількох, регуДалі, пропонується, щоб вузли вигину та правльованих гідравлічно роликових сегментів 11. ки, розташовані в зоні ізоляції від випромінювання, З використанням описаної вище установки були також ізольовані від теплоти випромінювання безперервного розливу для рідкої сталі спосіб ви 9 77269 10 конується таким чином (фіг.2 та 3), що заготовка 1 рювання гідравлічного тиску в гідравлічній лінії або охолоджується рідким охолоджувачем 4 тільки на в іншому гідравлічному конструктивному елементі. ділянках 6 рідкого охолоджування, де заготовка по У поперечному напрямку 1е профілю заготовперерізу 1а є переважно рідкою або ще рідкою. В ки 1а стискуються (фіг.2 та 3), переважно зі зблизоні 7 переходу, перед, в і/або після вузла 8 вигину женням, горизонтальні шари 21, які мають однакота правки зовнішня поверхня Id, яка випромінює ві ізотерми 12. При стисненні пор в серцевині тепло, ізолюється по температурі, в основному без можуть одночасно бути усунуті існуючі ліквації. рідкого охолоджувача 4, внаслідок чого випроміПри цьому при стисненні "піддається" більш тепнюючі тепло більш холодні ділянки перерізу, як, лий і тому більш слабкий шар 21. наприклад кутові кромки If, охолоджуються менше, Як показано на фіг.12В, при обтисненні доцініж інші ділянки перерізу, близькі до ще гарячої льно встановлювати опорні ролики 22, які приляабо рідкої серцевини 1с. Тим самим розподіл тепгають до обох зовнішніх поверхонь 1b, які не допула по перерізу заготовки 1а вирівнюється. Виникає скають розширення заготовки 1 у її зовнішньої температурне поле 5 з еліптичними ізотермами поверхні 1b. Інтенсивність процесу обтиснення 12, які лежать практично горизонтально (фіг.2 та може встановлюватися (миттєво) у межах від 0 до 3). 14мм на погонний метр заготовки 1 і регулюється. Відповідно до цього поліпшеного розподілу Далі відбувається процес регулювання м'якого температури на ділянці 9 обтиснення, що динамічобтиснення: миттєві швидкості обтиснення узгоно змінюється, і відповідно до міцності на стисненджують з поточною температурою заготовки 1 ня, виміряної у окремих обтискних роликів 10 або у і/або з (регульованою) швидкістю розливу (наприодного або декількох роликових сегментів 11, заклад 3,2м/хв). Для цього у окремих обтискних роготовка 1 обтискається в залежності від стискальликів 10 або у окремих роликових сегментів 11 ного зусилля, що локально прикладається. безперервно вимірюється опір деформації (наприУ перерізі заготовки 1а формується однорідне клад через гідравлічний тиск). На основі визначеу поперечному та подовжньому напрямку 1е серного поточного значення стискального зусилля цевини 1с температурне поле 5 (фіг.2). визначається положення кінця незатверділої На основі ізотерми 12 заготовка 1 може стисцентральної частини заготовки lg і регулюються, куватися на ділянці 9 обтиснення, що динамічно наприклад, витрата охолоджувача 4, що розпилюзмінюється, в серцевині 1с у поперечному та поється, стискальне зусилля, швидкість розливу довжньому напрямку 1е (фіг.4 та 5). Обтиснення у і/або швидкість витягування обтисненої заготовки подовжньому напрямку 13 проводиться в залеж1, так що кінець незатверділої центральної частиності від форми заготовки Id, розмірів заготовки 14 ни заготовки lg попадає у бажане положення всеі/або поточних швидкостей розливу. Обтиснення редині динамічної, змінної ділянки 9 обтиснення. може проводитися як шляхом лінійного пресуванПри цьому кожному окремому обтискному ролику ня (фіг.4) окремими обтискними роликами 10 або 10 або кожному роликовому сегменту 11, відповідяк пресування площинами, що зближуються, за но до системи конусності (фіг.6-9), відповідає педопомогою декількох роликових сегментів 11 редусім одна строго визначена інтенсивність обти(фіг.5). При цьому серцевина 1с відповідно стискуснення. ється аж до кінця незатверділої центральної часНа фіг. з 10 по 13С показані головні блоки дітини заготовки lg. При обтисненні роликовими селянки 10 обтиснення. гментами 11 для різних марок сталі можуть На фіг.10 у напрямку руху заготовки 23 поруч з вибиратися різні конусності 15 шляхом відповідноодним або декількома нерухомими вузлами 8 виго встановлення роликових сегментів 11. гину та правки знаходиться декілька роликових На фіг.6-9 показані такі приклади різної конуссегментів 11 на одній загальній опорній плиті 26. ності 15. Фіг. 6 показує "нормальне положення" 16 Опорна плита 26 з вузлами 8 вигину та правки і роликових сегментів 11, тобто конусність станопоказаними (чотирма) роликовими сегментами 11 вить 0°. Незважаючи на це, відбувається стисненможе обмежено переміщатися туди-зворотно в ня. На фіг.7 постійна конусність 17 встановлена зоні положення кінця незатверділої центральної для всіх роликових сегментів 11. Фіг. 8 показує кут частини, яке змінюється, заготовки lg, і тому підкконусності, що змінюється від роликового сегмента лючена до системи керування. 11 до найближчого роликового сегмента 11, в оріКожний з (шести) обтискних роликових сегмеєнтовано прогресуючу конусність 18. Крім того, нтів 11 забезпечений принаймні двома роликовизгідно з фіг.9 можна, в залежності від положення ми парами Па. Принаймні один регульований обкінця незатверділої центральної частини заготовки тискний ролик 10 обладнаний блоком поршневих lg, відрегулювати змінну конусність 19. циліндрів 27. Стиснення серцевини1с (фіг.4 та 5) заготовки Як показано на фіг.12А та 12В, у жорстко за1 в конусі тиску lh регулюється передусім через кріпленої нижньої роликової обтискної пари Па або визначення відповідних опорів деформації і/або у нижнього роликового сегмента 11 може передшляху 20 (реєстрація шляху), що пройшла заготобачатися верхній регульований обтискний ролик вка. Особливо доцільно тут формування темпера10 або верхній регульований роликовий сегмент турного поля 5, однорідного у поперечному та по11 відповідно за допомогою двох блоків поршнедовжньому напрямках 1е серцевини 1с. Цим вих циліндрів 27, розташованих на середній лінії одержують так звані оптимізовані ізотерми 12. Ізо28 один за одним або попарно поза середньою терми 12 проходять при цьому особливо рівно. лінією 28. Опір деформації може бути виміряний, наприклад, Відстань 29 між роликами (фіг.4 та 5) у ролипід окремим обтискним роликом 10 шляхом вимікового сегмента 11 вибрана постійною в інтервалі 11 77269 від 200 до 450мм при діаметрі ролика 230 мм (роликовий сегмент 11) або 500мм (окремий обтискний ролик 10). На фіг.13А, 13В та 13С показаний такий окремий роликовий сегмент 11 для сортової заготовки. На фіг.13А привід 30 і роликова пара Па знаходяться у нормальному положенні. На фіг.13В показана роликова пара Па і привід 30 у включеному положенні. На фіг.13С можна бачити ізоляцію 25 в зоні ділянки 9 обтиснення. Винахід може з вигодою застосовуватися для всього сортаменту сталі, як, наприклад, для спеціальної сталі, високоякісної сталі та нержавіючих сталей. Список використаних позначень 1 заготовка 1а переріз заготовки 1Ь зовнішня поверхня 1с серцевина Id форма заготовки 1е поперечний і/або подовжній напрямок If кутові кромки lg кінець незатверділої центральної частини заготовки lh конус тиску 2 кристалізатор 3 (криволінійна) проводка 12 4 рідкий охолоджувач 4а пристрій розпилення 5 температурне поле, температурний профіль 6 охолоджена рідиною ділянка довжини 7 зона переходу 8 вузол вигину та правки 9 динамічно змінна ділянка обтиснення 10 обтискний ролик 11 роликовий сегмент 11а роликова пара 12 ізотерми 13 подовжній напрямок 14 розміри заготовки 15 різні конусності 16 нормальне положення 17 постійна конусність 18 посилювальна конусність 19 змінна конусність 20 шлях заготовки 21 горизонтальний шар рівної температури 22 опорні ролики 23 напрямок руху заготовки 24 суха зона 25 ізоляція 26 опорна плита 27 блок поршневих циліндрів 28 середня лінія 29 відстань між роликами 30 привід. 13 77269 14 15 Комп’ютерна верстка М. Клюкін 77269 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and continuous casting device for direct shaping of metal strand, in particular steel cast strand
Автори англійськоюWeyer Axel, Gartner, Horst
Назва патенту російськоюСпособ и установка непрерывной разливки с непосредственным обжатием металлической, в частности, стальной заготовки
Автори російськоюВейер Аксель
МПК / Мітки
МПК: B22D 11/12, B22D 11/20, B22D 11/22, B22D 11/128, B22D 11/124
Мітки: розливу, зокрема, металевої, сталевої, заготовки, обтисненням, металу, пристрій, безпосереднім, безперервного, спосіб
Код посилання
<a href="https://ua.patents.su/8-77269-sposib-ta-pristrijj-dlya-bezperervnogo-rozlivu-metalu-z-bezposerednim-obtisnennyam-metalevo-zagotovki-zokrema-stalevo-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для безперервного розливу металу з безпосереднім обтисненням металевої заготовки, зокрема сталевої заготовки</a>
Пристрій для безперервного розливу металів, зокрема сталі
Номер патенту: 74015
Опубліковано: 17.10.2005
Автори: Кнеппе Гюнтер, Ріттнер Карл, Мюллер Юрген
МПК: B22D 11/128, B22D 11/14, B22D 11/12
Мітки: розливу, пристрій, зокрема, сталі, безперервного, металів
Формула / Реферат:
1. Пристрій для безперервного розливу металів, зокрема сталі, для здійснення способу тверднення „solidified bending” у якому заготовка після повного тверднення піддається згинанню, який містить розташовану за кристалізатором вертикальну пряму напрямну для заготовки, до якої примикає згинально-тягнучий пристрій, згинальні ролики якого встановлені з можливістю переміщення з положення, що звільняє шлях для затравки, у робоче положення або не...
Установка безперервного розливу металу
Номер патенту: 153
Опубліковано: 30.04.1998
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/14
Мітки: розливу, установка, безперервного, металу
Формула / Реферат:
Установка безперервного розливу металу, що містить порожнистий металоприймач, зв'язаний з ним кристалізатор, робочий канал якого сполучений з порожниною металоприймача в нижній його частині, яка відрізняється тим, що верхня частина порожнини металоприймача відділена від нижньої її частини ступінчатим переходом і при цьому площа поперечного січення порожнини в верхній її частині перевищує площу поперечного січення порожнини в нижній частині...
Спосіб початку процесу безперервного розливу металу

Номер патенту: 59406
Опубліковано: 15.09.2003
Автори: Феллю Жіль, Мерсьє Жорж, Абі Карам Мішель, Вендевіль Люк, Бревьє Янн, Леклерк Ів Рене
МПК: B22D 11/18, B22D 11/20, B22D 11/16
Мітки: процесу, спосіб, безперервного, розливу, початку, металу
Формула / Реферат:
1. Спосіб початку процесу безперервного розливу металів в установці для розливу, що включає проміжний ківш, який має випускний отвір, що перекривається стопором, який входить у гніздову опору розливного стакана, засоби механічного з'єднання зазначеного стопора з гідроциліндром, який керує переміщенням стопора, та виливницю, що приймає метал, який витікає через зазначений отвір, який відрізняється тим, що перед початком розливуa) даний...
Установка безперервного розливу металу

Номер патенту: 936
Опубліковано: 16.07.2001
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/12
Мітки: установка, безперервного, металу, розливу
Формула / Реферат:
1. Установка безперервного розливу металу, що містить засіб подачі рідкого металу, кристалізатор і пристрій витягування заготівки, яка відрізняється тим, що між кристалізатором і пристроєм витягування заготівки встановлений термоциклічний модуль, виконаний у вигляді порожнистого корпусу з отворами, співвісними з кристалізатором, в якому послідовно вздовж осі заготівки розташовані секції охолоджування і нагріву.2. Установка по п. 1, яка...
Установка безперервного розливу металу
Номер патенту: 44880
Опубліковано: 15.03.2002
Автори: Келл Норберт, Асса Шарл, Петрі Руді, Лонарді Еміл
МПК: B22D 11/04
Мітки: металу, безперервного, установка, розливу
Формула / Реферат:
1. Установка безперервного розливу металу, що має несучу конструкцію, поворотний важіль, який встановлений в несучій конструкції з можливістю здійснення коливальних рухів навколо першої осі хитань, привід, який сполучений з поворотним важелем, і кристалізатор, до якого підводиться охолодник, яка відрізняється наявністю опори для кристалізатора, що встановлена в поворотному важелі з можливістю здійснення коливальних рухів навколо другої осі...
Попередній патент: Сівалка для внесення насіння і/або добрив
Наступний патент: Спосіб бездротового зв’язку (варіанти) та пристрій бездротового зв’язку (варіанти)
Випадковий патент: Спосіб лікування ерозивно-виразкових захворювань гастродуоденальної зони, поєднаних з абдомінальним ішемічним синдромом