Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Субін Анатолій Анатолійович, Петраков Юрій Володимирович, Олійник Валерій Петрович, Саєд Мортеза Хашемінежад
Формула / Реферат
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та вісь обертання шліфувального круга.
2. Спосіб за п. 1, який відрізняється тим, що додатково в процесі шліфування здійснюють правку шліфувального круга алмазним інструментом, надаючи останньому прямолінійного переміщення в напрямку, що перехрещується з віссю шліфувального круга під заданим кутом, значення якого визначають по формулі:
де ![]() - радіус шліфувального круга,
- радіус шліфувального круга,
![]() - радіус сферичної поверхні торця деталі,
- радіус сферичної поверхні торця деталі,
![]() - ширина шліфувального круга.
- ширина шліфувального круга.
Текст
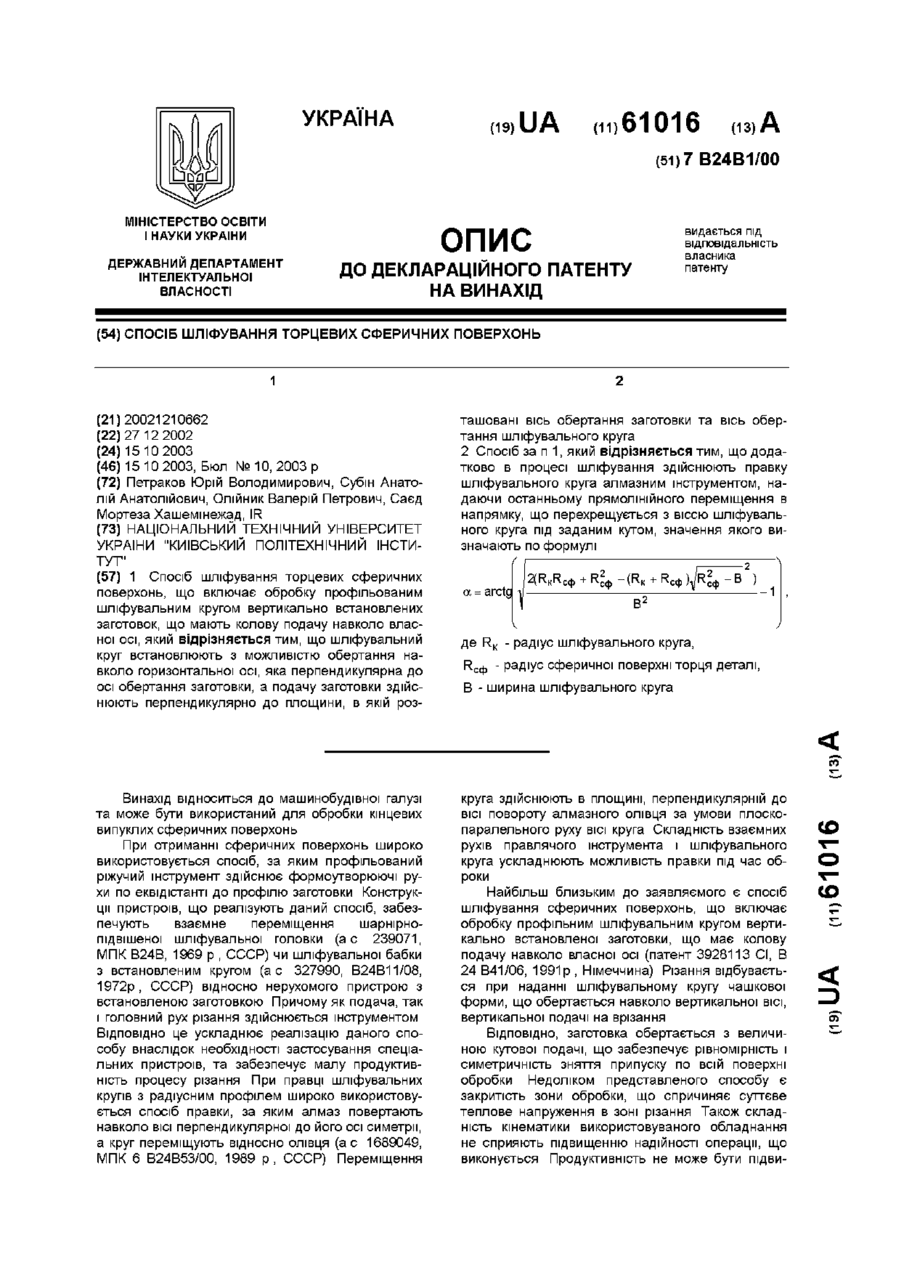
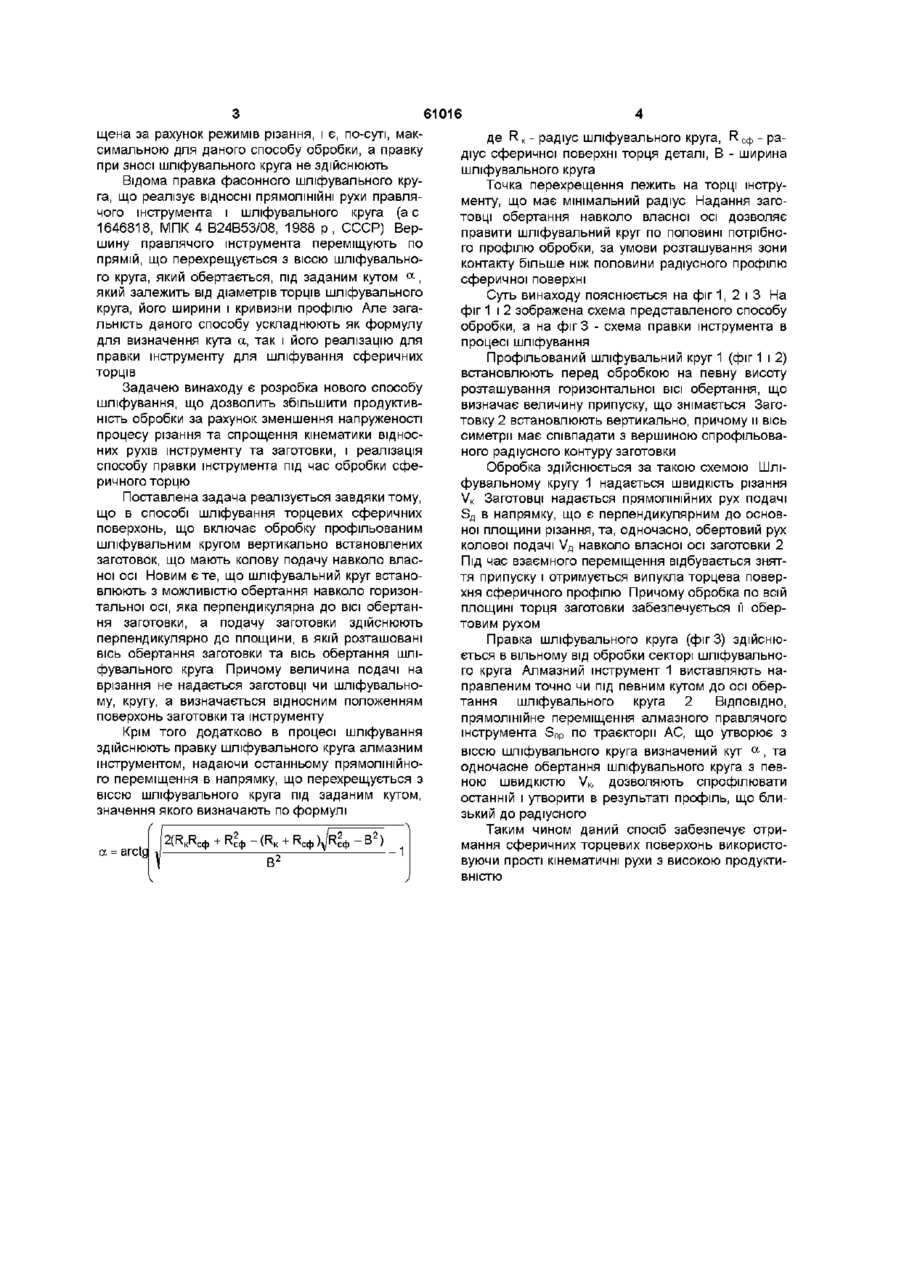
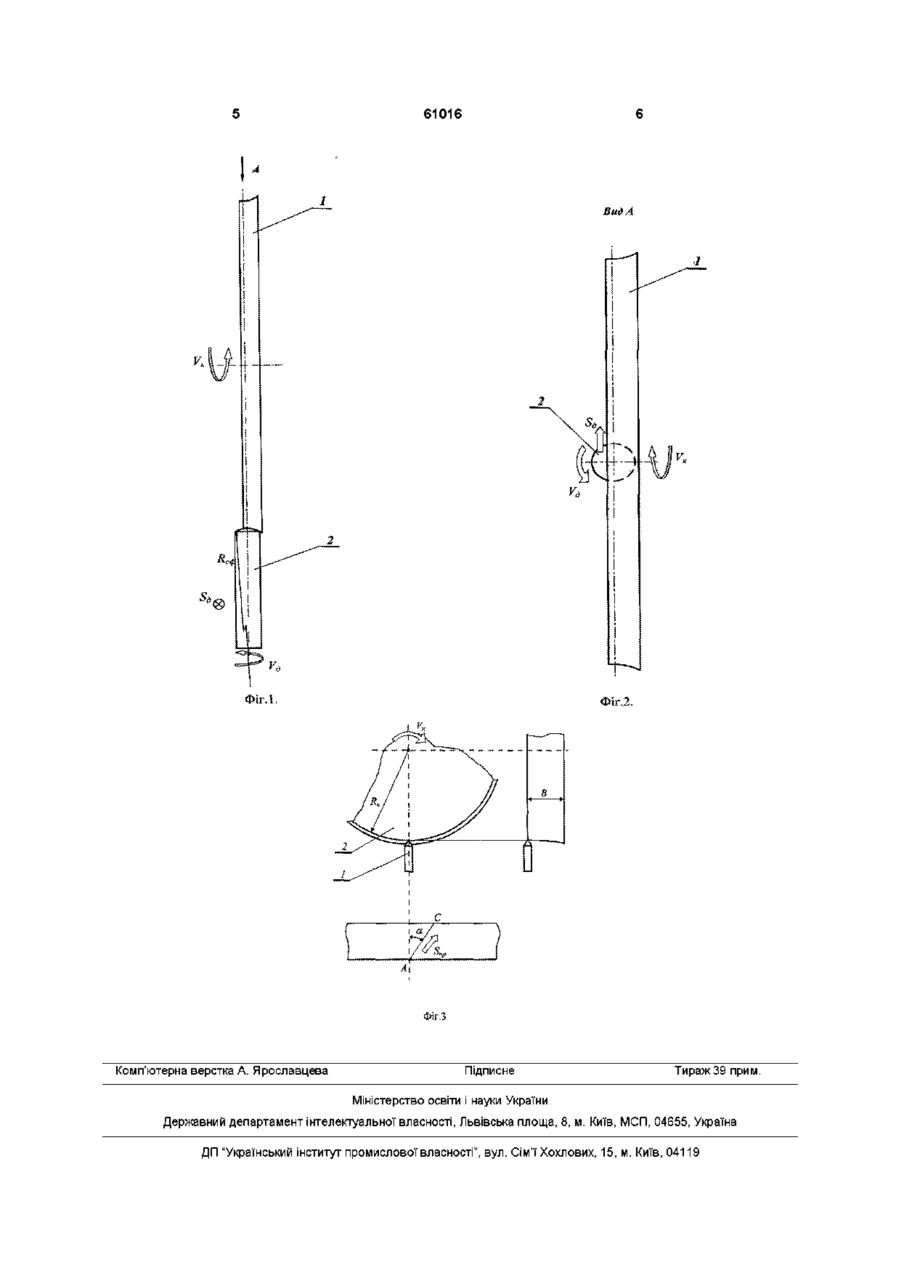
1 Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій роз Винахід відноситься до машинобудівної галузі та може бути використаний для обробки кінцевих випуклих сферичних поверхонь При отриманні сферичних поверхонь широко використовується спосіб, за яким профільований ріжучий інструмент здійснює формоутворюючі рухи по еквідістанті до профілю заготовки Конструкції пристроїв, що реалізують даний спосіб, забезпечують взаємне переміщення шарнірнопідвішеної шліфувальної головки (а с 239071, МПК В24В, 1969 р , СССР) чи шліфувальної бабки з встановленим кругом (ас 327990, В24В11/08, 1972р, СССР) відносно нерухомого пристрою з встановленою заготовкою Причому як подача, так і головний рух різання здійснюється інструментом ВІДПОВІДНО це ускладнює реалізацію даного способу внаслідок необхідності застосування спеціальних пристроїв, та забезпечує малу продуктивність процесу різання При правці шліфувальних кругів з радіусним профілем широко використовується спосіб правки, за яким алмаз повертають навколо ВІСІ перпендикулярної до його осі симетрії, а круг переміщують відносно олівця (а с 1689049, МПК 6 В24В53/00, 1989 р, СССР) Переміщення ташовані вісь обертання заготовки та вісь обертання шліфувального круга 2 Спосіб за п 1, який відрізняється тим, що додатково в процесі шліфування здійснюють правку шліфувального круга алмазним інструментом, надаючи останньому прямолінійного переміщення в напрямку, що перехрещується з віссю шліфувального круга під заданим кутом, значення якого визначають по формулі ( І ^ Л а = arctg де RK - радіус шліфувального круга, RCCb - радіус сферичної поверхні торця деталі, В - ширина шліфувального круга круга здійснюють В ПЛОЩИНІ, перпендикулярній до ВІСІ повороту алмазного олівця за умови плоскопаралельного руху ВІСІ круга Складність взаємних рухів правлячого інструмента і шліфувального круга ускладнюють можливість правки під час оброки Найбільш близьким до заявляемого є спосіб шліфування сферичних поверхонь, що включає обробку профільним шліфувальним кругом вертикально встановленої заготовки, що має колову подачу навколо власної осі (патент 3928113 СІ, В 24 В41/06, 1991 р , Німеччина) Різання відбувається при наданні шліфувальному кругу чашкової форми, що обертається навколо вертикальної ВІСІ, вертикальної подачі на врізання ВІДПОВІДНО, заготовка обертається з величиною кутової подачі, що забезпечує рівномірність і симетричність зняття припуску по всій поверхні обробки Недоліком представленого способу є закритість зони обробки, що спричиняє суттєве теплове напруження в зоні різання Також складність кінематики використовуваного обладнання не сприяють підвищенню надійності операції, що виконується Продуктивність не може бути підви (О о (О 61016 щена за рахунок режимів різання, і є, по-суті, максимальною для даного способу обробки, а правку при зносі шліфувального круга не здійснюють Відома правка фасонного шліфувального круга, що реалізує ВІДНОСНІ прямолінійні рухи правлячого інструмента і шліфувального круга (а с 1646818, МПК 4 В24В53/08, 1988 р, СССР) Вершину правлячого інструмента переміщують по прямій, що перехрещується з віссю шліфувальноа го круга, який обертається, під заданим кутом , який залежить від діаметрів торців шліфувального круга, його ширини і кривизни профілю Але загальність даного способу ускладнюють як формулу для визначення кута а, так і його реалізацію для правки інструменту для шліфування сферичних торців Задачею винаходу є розробка нового способу шліфування, що дозволить збільшити продуктивність обробки за рахунок зменшення напруженості процесу різання та спрощення кінематики відносних рухів інструменту та заготовки, і реалізація способу правки інструмента під час обробки сферичного торцю Поставлена задача реалізується завдяки тому, що в способі шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі Новим є те, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до ВІСІ обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та вісь обертання шліфувального круга Причому величина подачі на врізання не надається заготовці чи шліфувальному, кругу, а визначається відносним положенням поверхонь заготовки та інструменту Крім того додатково в процесі шліфування здійснюють правку шліфувального круга алмазним інструментом, надаючи останньому прямолінійного переміщення в напрямку, що перехрещується з віссю шліфувального круга під заданим кутом, значення якого визначають по формулі а = arctg -1 де RK - радіус шліфувального круга, Rcct> - радіус сферичної поверхні торця деталі, В - ширина шліфувального круга Точка перехрещення лежить на торці інструменту, що має мінімальний радіус Надання заготовці обертання навколо власної осі дозволяє правити шліфувальний круг по половині потрібного профілю обробки, за умови розташування зони контакту більше ніж половини радіусного профілю сферичної поверхні Суть винаходу пояснюється на фіг 1, 2 і 3 На фіг 1 і 2 зображена схема представленого способу обробки, а на фіг 3 - схема правки інструмента в процесі шліфування Профільований шліфувальний круг 1 (фіг 1 і 2) встановлюють перед обробкою на певну висоту розташування горизонтальної ВІСІ обертання, що визначає величину припуску, що знімається Заготовку 2 встановлюють вертикально, причому и вісь симетрії має співпадати з вершиною спрофільованого радіусного контуру заготовки Обробка здійснюється за такою схемою Шліфувальному кругу 1 надається швидкість різання VK Заготовці надається прямолінійних рух подачі S fl в напрямку, що є перпендикулярним до основної площини різання, та, одночасно, обертовий рух колової подачі \/д навколо власної осі заготовки 2 Під час взаємного переміщення відбувається зняття припуску і отримується випукла торцева поверхня сферичного профілю Причому обробка по всій площині торця заготовки забезпечується її обертовим рухом Правка шліфувального круга (фіг 3) здійснюється в вільному від обробки секторі шліфувального круга Алмазний інструмент 1 виставляють направленим точно чи під певним кутом до осі обертання шліфувального круга 2 ВІДПОВІДНО, прямолінійне переміщення алмазного правлячого інструмента S np по траєкторії АС, що утворює з віссю шліфувального круга визначений кут а , та одночасне обертання шліфувального круга з певною швидкістю VK, ДОЗВОЛЯЮТЬ спрофілювати останній і утворити в результаті профіль, що близький до радіусного Таким чином даний спосіб забезпечує отримання сферичних торцевих поверхонь використовуючи прості кінематичні рухи з високою продуктивністю 61016 Вид Л Vr Фіг.2. ФІгЛ Комп'ютерна верстка А. Ярославцева Підписне Тираж39 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м. Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул. Сім'ї Хохлових, 15, м. Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for polishing end spherical surfaces
Автори англійськоюPetrakov Yurii Volodymyrovych
Назва патенту російськоюСпособ шлифования торцевых сферических поверхностей
Автори російськоюПетраков Юрий Владимирович
МПК / Мітки
МПК: B24B 1/00
Мітки: торцевих, сферичних, шліфування, поверхонь, спосіб
Код посилання
<a href="https://ua.patents.su/3-61016-sposib-shlifuvannya-torcevikh-sferichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування торцевих сферичних поверхонь</a>
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович
Мітки: спосіб, поверхонь, торцевих, шліфування, циліндричних
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру
Номер патенту: 874
Опубліковано: 16.07.2001
Автори: Рябець Микола Пантелеймонович, Шевченко Микола Григорович, Пирогов Олександр Дмитрович, Галенко Василь Петрович, Распутько Олексій Степанович
МПК: B23B 5/00
Мітки: обробки, діаметру, пристрій, зовнішніх, сферичних, поверхонь, великого
Формула / Реферат:
1. Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру, що має станину з горизонтально розташованим столом, тримач різального інструменту з можливістю обертання, встановлений на стійці і механізм фіксації заготовки, який відрізняється тим, що механізм має самостійний привід і його встановлено на столі, а вісь обертання різального інструменту перпендикулярна осі обертання заготовки і вони розташовані в одній площині.2....
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: циліндричних, шліфування, деталей, спосіб, торців
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Пристрій для шліфування криволінійних поверхонь
Номер патенту: 51742
Опубліковано: 16.12.2002
Автори: Карташев Сергей Григорович, Бойко Василь Федорович
МПК: B24B 17/00, B24B 19/00, B23Q 35/00, B24B 51/00
Мітки: пристрій, криволінійних, поверхонь, шліфування
Формула / Реферат:
Пристрій для шліфування криволінійних поверхонь, що містить виконавчий орган, виконаний у вигляді шліфувальної бабки з абразивним інструментом, силовий циліндр, порожнини якого з’єднані магістралями трубопроводів через розподільник тиску та клапан тиску з джерелом постачання робочого середовища, причому розподільник тиску має корпус, розміщений у ньому плунжер, який з'єднаний з стискуючим пристроєм, що має закритий втулкою упор з ...
Пристрій для шліфування дроту
Номер патенту: 43088
Опубліковано: 15.11.2001
Автори: Габітов Валерій Рашитович, Булахов Олексій Вячеславович, Матюха Петро Григорович, Тютенко Вячеслав Степанович, Варюхін Віктор Миколайович
МПК: B24B 5/00
Мітки: пристрій, дроту, шліфування
Формула / Реферат:
Пристрій для шліфування дроту при поздовжньому його переміщенні між шліфувальними кругами, що включає механізм обертання кругів навколо дроту, механізм обертання кругів навколо своєї осі та механізм зміщення осі кругів відносно дроту, який відрізняється тим, що механізм обертання кругів навколо дроту виконано у вигляді Z - подібної втулки, встановленої в підшипниках стояка, на торцевих поверхнях якої закріплені опозитно з можливістю повороту...
Попередній патент: Пристрій для дистанційного керування енергетичними об’єктами по лініях електропередачі
Наступний патент: Пристрій автоматичної правки профілю круга
Випадковий патент: Спосіб запобігання розриву трубопроводу при замерзанні в ньому води