Спосіб отвердіння виробів із полімерних композиційних матеріалів
Номер патенту: 18908
Опубліковано: 15.11.2006
Автори: Вамболь Олексій Олександрович, Шевцова Марина Анатоліївна
Формула / Реферат
Спосіб отвердіння виробів із полімерних композиційних матеріалів, що включає визначення температурно-часового режиму отвердіння, поетапний нагрів компонентів матеріалу від кімнатної температури до максимальної температури отвердіння, ізотермічну витримку до отримання повністю полімеризованого матеріалу, який відрізняється тим, що після ізотермічної витримки матеріал охолоджують до кімнатної температури, а температурно-часовий режим визначають залежно від напружено-деформованого стану, реономних властивостей матеріалу, змін властивостей матеріалу від температури.
Текст
Спосіб отвердіння виробів із полімерних композиційних матеріалів, що включає визначення 3 18908 4 стану, яке виникає на всіх етапах процесу отверзації. Визначають час, який забезпечує рівномірдіння Також відсутнє врахування реономних власний розподіл температурного поля в конструкції. тивостей матеріалу та зміни властивостей матері6. Визначають швидкість охолодження консалу від температури. трукції до кінцевої температури. Визначена швидДо основи корисної моделі була покладена кість охолодження не повинна викликати в консзадача вдосконалення способу отвердіння політрукції напружено-деформований стан, який би мерних композиційних матеріалів, поліпшення призвів до виникнення в конструкції дефектів або якості конструкції шляхом проведення після ізотепояві не допустимих деформацій. рмічної витримки охолодження конструкції, запобіВизначають напружено-деформований стан в гання виникненню технологічних деформацій та конструкції, викликаний реономними властивостянапружень, врахування властивостей як зв'язуюми матеріалу. чого так і армуючого матеріалу на всіх етапах про7. Проводять розігрів матеріалу від кімнатної цесу отвердіння. температури до температури першої ізотермічної Наданий спосіб отвердіння виробів із полімервитримки зі швидкістю, яка була визначена за п.2. них композиційних матеріалів включає визначення 8. Проводять першу ізотермічну витримку при температурно-часового режиму отвердіння, поетемпературі яка була визначна в п.3. Час витримки тапний нагрів компонентів матеріалу від кімнатної обирають, як максимальний між часом необхідним температури до максимальної температури отведля забезпечення повного виходу летких речовин рдіння, ізотермічну витримку до отримання повніста часом який необхідно витратити для вирівнютю полімеризованого матеріалу, це досягається вання температурного та конверсійного поля в завдяки ретельно підібраному режиму отвердіння конструкції. на етапах розігріву температурних витримках та 9. Проводять розігрів матеріалу до точки поліохолодженні до кімнатної температури, а також меризації зі швидкістю, яка була визначена за п.4. врахуванням зміни властивостей матеріалів від 10. Проводять другу ізотермічну витримку при температури, реономних властивостей та наявністемпературі, яка була визначна в п.5. Час витримтю армуючого матеріалу. ки обирають, як максимальний між часом необхідПредставлений спосіб може бути реалізована ним, щоб забезпечити остаточну полімеризацію наступним чином. конструкції та часом, яке необхідно для забезпе1. Задають характеристики зв'язуючого, армучення рівномірного розподілу температурного поючого матеріалів та обладнання, яке буде застоля в конструкції. совуватись під час процесу. Задають температурні 11. Проводять охолодження конструкції до кізалежності властивостей для обраних матеріалів. мнатної температури зі швидкістю, яка була ви2. Визначають швидкість підйому температури значена за п.6. до температури першої ізотермічної витримки. Надана корисна модель ілюструється наступШвидкість визначають за найменшими енергетичним прикладом процесу отвердіння полімерного ними та часовими витратами, а також можливістю композиційного матеріалу. джерела тепла. В якості армуючого матеріалу була обрана 3. Визначають температуру проведення пертканина Т-10-80, в якості зв'язуючого 5-211Б. Зрашої ізотермічної витримки. Визначена температузок мав габаритні розміри 100 100мм, кількість ра повинна відповідати значенню максимального шарів тканини - 4. виходу летких речовин із зв'язуючого (значення Попередньо визначають параметри режиму виходу летких речовин із зв'язуючого отримують отвердіння та обирають оптимальний. Зразок розекспериментально). Ступінь полімеризації при ташовують в середині термостатируємої печі. Навизначеній температурі повинен бути не більше грівають від кімнатної температури до температу20%. Якщо при визначеній температурі ступінь ри 95°С зі швидкістю не більше 2,4°С/хв, полімеризації сягає більш ніж 20% тоді обирається витримують 55хв. за температурою 95°С, після нижча температура. чого здійснюють нагрів до температури максимаВизначають час необхідний для забезпечення льного отвердіння (160°С) зі швидкістю не більше повного виходу летких речовин. 1,2°С/хв. Витримують 60хв. за температурою Визначають час необхідний для вирівнювання 160°С. Проводять охолодження до кімнатної темтемпературного та конверсійного поля, як по плоператури зі швидкістю не більше 1,2°С/хв. Загальщині так і по товщині конструкції. ний час термообробки складає 340хв; отриманий 4. Визначають швидкість підйому температури продукт візуально однорідний, відсутні технологічдо точки полімеризації. Визначена швидкість поні деформації. винна забезпечити допустимий напруженоЗапропонований спосіб забезпечує поліпшендеформований стан в конструкції з врахуванням ня якості конструкції завдяки повному видаленню реономних властивостей, який відповідає перепалетких речовин, рівномірному розподілу темпераду температури за товщиною конструкції. турного та конверсійного полів. Наданий спосіб 5. Визначають температуру другої ізотермічної запобігає появі в конструкції заздалегідь напружевитримки. Визначена температура - температура ного стану, надає змогу забезпечити відсутність у полімеризації (отримують експериментально), поконструкції технологічних деформацій. Ретельно винна забезпечити остаточну полімеризацію конспідібрані технологічні параметри наданого способу трукції, за як можна коротший час. забезпечують суттєве скорочення процесу отверВизначають час, який забезпечує остаточну діння. полімеризацію конструкції. Визначений час повинен відповідати визначеній температурі полімери 5 Комп’ютерна верстка Л.Литвиненко 18908 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of curing articles made of polymeric composite materials
Автори англійськоюShevtsova Maryna Anatoliivna
Назва патенту російськоюСпособ отверждения изделий из полимерных композиционных материалов
Автори російськоюШевцова Марина Анатольевна
МПК / Мітки
МПК: B29C 43/20, B29C 35/02
Мітки: отвердіння, виробів, полімерних, матеріалів, композиційних, спосіб
Код посилання
<a href="https://ua.patents.su/3-18908-sposib-otverdinnya-virobiv-iz-polimernikh-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отвердіння виробів із полімерних композиційних матеріалів</a>
Спосіб затвердіння виробів з полімерних композиційних матеріалів
Номер патенту: 73709
Опубліковано: 15.08.2005
Автори: Демура Антон Львович, Санін Федір Павлович
МПК: B29C 35/00
Мітки: затвердіння, виробів, композиційних, полімерних, матеріалів, спосіб
Формула / Реферат:
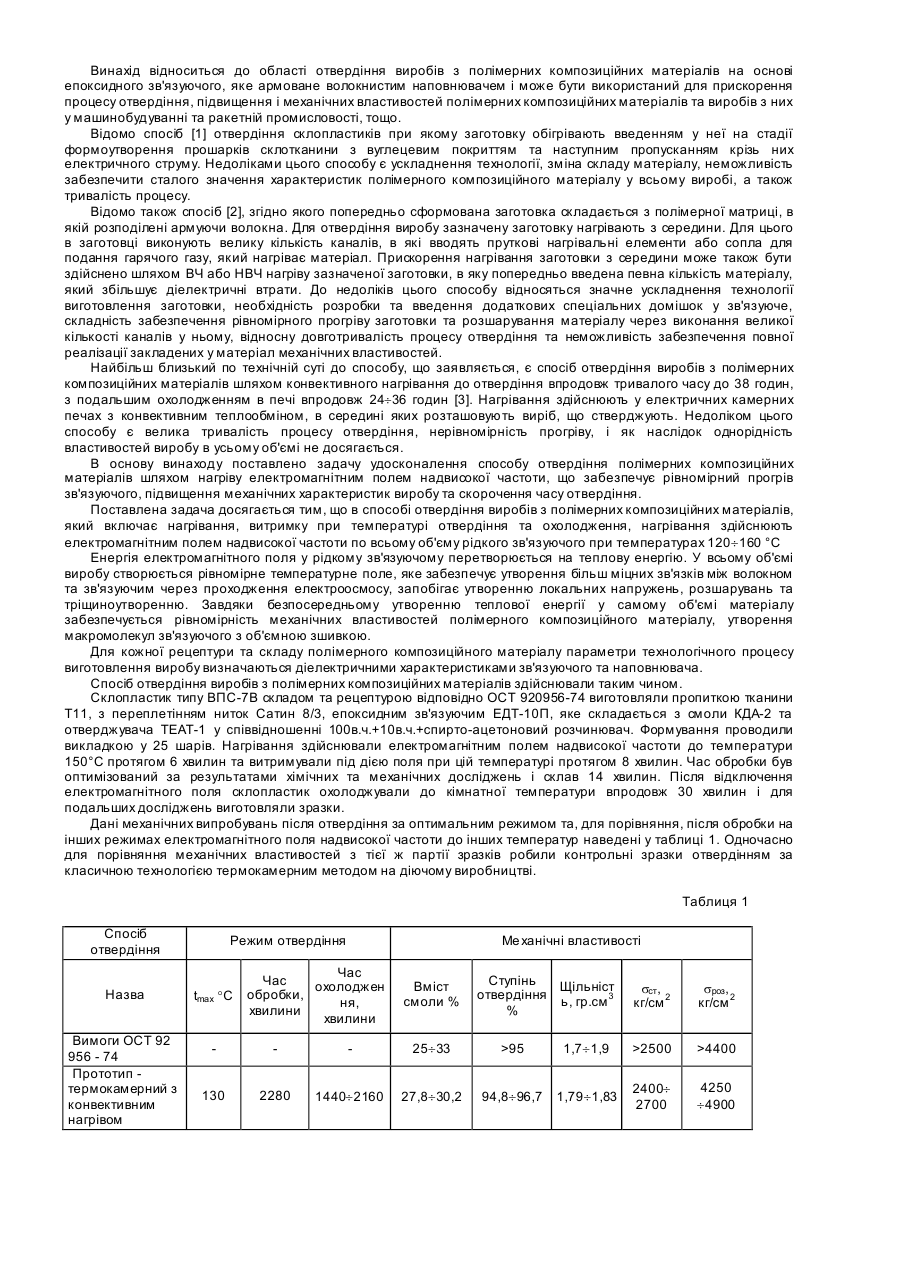
Спосіб затвердіння виробів з полімерних композиційних матеріалів, який включає нагрівання, витримку при температурі затвердіння та охолодження, який відрізняється тим, що нагрівання здійснюють електромагнітним полем надвисокої частоти всього об'єму рідкого зв'язуючого при температурах 120 - 160 °С.
Спосіб неруйнівного визначення міцності виробів з шаруватих полімерних композиційних матеріалів
Номер патенту: 28636
Опубліковано: 16.10.2000
Автори: Милешкін Михайло Борисович, Біблик Ірина Валентинівна
МПК: G01N 29/14
Мітки: спосіб, полімерних, міцності, матеріалів, шаруватих, виробів, неруйнівного, композиційних, визначення
Формула / Реферат:
Спосіб неруйнівного визначення міцності виробів з шаруватих полімерних композиційних матеріалів, що включає навантаження виробів до навантаження не більш 0,2 від розрахункового із одночасною реєстрацією активності акустичної емісії, який відрізняється тим, що попередньо навантажують до руйнування односпрямовані взірці з матеріалу виробу вздовж та впоперек волокон, одночасно реєструють активність акустичної емісії, а виріб задають сукупністю...
Спосіб одержання композиційних самоармованих полімерних виробів
Номер патенту: 58206
Опубліковано: 15.07.2003
Автори: Матросов Микола Іванович, Дугадко Олександр Борисович, Глущенко Андрій Володимирович, Резанова Вікторія Георгіевна, Білоусов Микола Миколайович, Білошенко Віктор Олександрович, Медведська Ельвіда Олександрівна, Цебренко Марія Василівна
МПК: D01D 5/12, D21C 1/00, D01F 8/04, D02J 1/22, D01D 5/00
Мітки: спосіб, композиційних, самоармованих, одержання, полімерних, виробів
Формула / Реферат:
1. Спосіб одержання композиційних самоармованих полімерних виробів, що включає готування формувальних сумішей з волокноутворюючого та матричного полімерів з додаванням компатибілізатора, формування з цих сумішей виробів у вигляді ниток чи плівок і наступне їх орієнтаційне витягування, який відрізняється тим, що орієнтаційне витягування здійснюють за допомогою локалізованої інструментом деформації при температурах не вище 0,5... 0,6...
Гранулятор термопластичних композиційних полімерних матеріалів
Номер патенту: 864
Опубліковано: 16.07.2001
Автори: Чванов Валентин Олексійович, Пухлов Ростислав Миколайович
МПК: B29C 47/30, B29C 47/88
Мітки: матеріалів, гранулятор, композиційних, полімерних, термопластичних
Формула / Реферат:
1. Гранулятор термопластичних композиційних полімерних матеріалів, що має порожнистий корпус, який у робочому положенні закріплений на випускному торці екструдера, фільєрну решітку, що закріплена на випускному торці порожнистого корпуса і має наскрізні розташовані в одній горизонтальній площині формуючі отвори, кронштейн, жорстко зв'язаний з порожнистим корпусом, екран зони гранулювання, що служить продовженням зазначеного кронштейна, засіб...
Спосіб прискорених випробувань полімерних матеріалів виробів на старіння
Номер патенту: 69539
Опубліковано: 15.09.2004
Автори: Тутов Микола Іванович, Кириченко Анатолій Семенович, Трегубенко Олександр Омельянович, Шиман Леонід Миколайович, Баліцький Іван Петрович, Устименко Євгеній Борисович, Підкаменна Лідія Іванівна
МПК: G01N 17/00, F42B 33/00
Мітки: виробів, спосіб, матеріалів, старіння, полімерних, випробувань, прискорених
Формула / Реферат:
1. Спосіб випробувань виробів з полімерних матеріалів на старіння, що включає витримку зразків матеріалів виробів у діапазоні температур від максимальної температури експлуатації до мінімальної температури початку фізико-хімічних перетворень у матеріалах зразка протягом часу, що встановлюють залежно від енергії активації матеріалів виробу і температурно-тимчасової еквівалентності забезпечення умов природного і прискореного старіння, і...
Попередній патент: Автоматизована система для проведення багатофакторного експерименту
Наступний патент: Спосіб одержання соєвого молока
Випадковий патент: Установка для очищення водойм і водотоків від скупчень ціанобактерій