Спосіб запобігання фретинг-корозії
Номер патенту: 19067
Опубліковано: 15.12.2006

Формула / Реферат
Спосіб запобігання фретинг-корозії, що включає попереднє намагнічування контактних поверхонь із протилежним напрямком силових ліній поля і регулювання індукції залежно від величини механічного тиску, який відрізняється тим, що контактні поверхні намагнічують розташованим на поверхні магнітопроводом, всередині якого пропускають постійний струм, а ширину паза в магнітопроводі виконують залежно від ширини магнітопроводу відповідно до виразу:
В1 = (0,15 – 0,17)·В, мм,
де В - ширина магнітопроводу, мм.
Текст
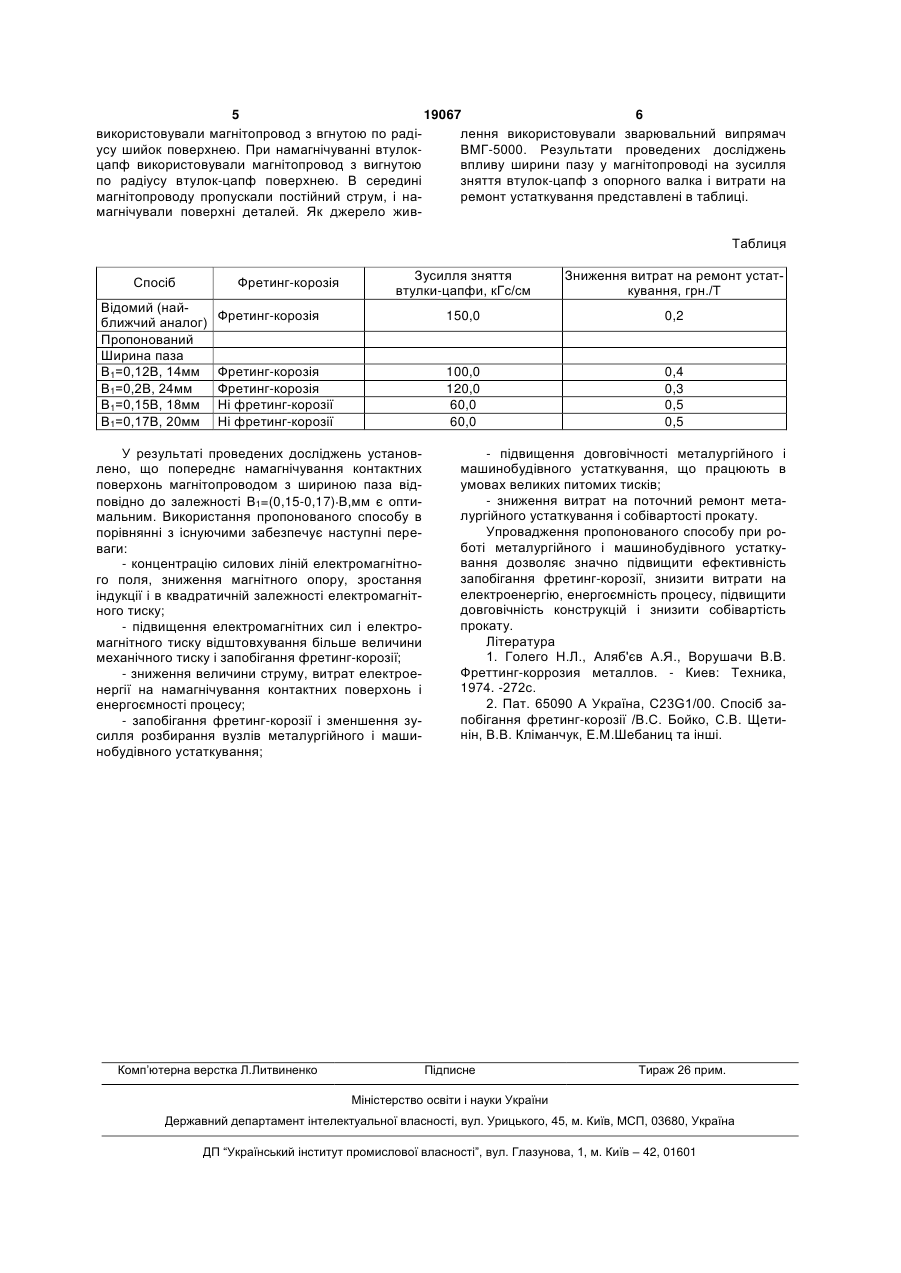
Спосіб запобігання фретинг-корозії, що включає попереднє намагнічування контактних повер 3 19067 4 ної моделі, контактні поверхні намагнічують розвання тільки за певних умов, а саме, при ширині ташованим на поверхні магнітопроводом, в серепазу в магнітопроводі в залежності від ширини дині якого пропускають постійний струм, а ширину магнітопроводу В1=(0,15–0,17)·В,мм. Виходить, ці пазу в магнітопроводі виконують залежно від шиумови є суттєвими. А попереднє намагнічування рини магнітопроводу відповідно до виразу: контактуючих поверхонь із протилежним напрямВ1=(0,15–0,17)·В,мм, ком силових ліній магнітного поля магнітопроводе В - ширина магнітопроводу, мм. дом зі струмом у середині в заявленій закономірНамагнічування контактних поверхонь із проності, забезпечує створення електромагнітних сил тилежним напрямком силових ліній електромагніті електромагнітного тиску відштовхування більше ного поля розташованим на поверхні магнітопромеханічного тиску і запобігає фретинг-корозію. водом, в середині якого пропускають постійний При попередньому намагнічуванні контактних струм, забезпечує зниження магнітного опору і поверхонь магнітопроводом з шириною паза менпідвищення індукції поля, яка в квадратичній заше 0,15В,мм ширини магнітопровода зменшується лежності приводить до зростання електромагнітмагнітний опір і зростають електромагнітні сили й ного тиску відштовхування, що діє на атомарному електромагнітний тиск відштовхування, який стає рівні. Закономірність зростання електромагнітного значно більше механічного тиску, що випробує тиску відштовхування контактних поверхонь зумовузол у процесі експлуатації. У результаті значновлена замиканням силових ліній електромагнітного попереднього намагнічування контактних повего поля у процесі намагнічування в феромагнітнорхонь можливе притягання залізного порошку, що му магнітопроводі, який характеризується значною є абразивним матеріалом і підсилює фретингмагнітною проникливістю, і намагнічуваній поверхкорозію. ні, розташованій у контакті з магнітопроводом. При При попередньому намагнічуванні контактних пропусканні струму у середині магнітопроводу поверхонь магнітопроводом з шириною паза більстворюється електромагнітне поле, під дією якого ше 0,17В,мм ширини магнітопровода зростає повімагнітопровод притягується до намагнічуванної тряна прослойка і магнітний опір, зменшується поверхні. При цьому спини електронів орієнтуютьконцентрація силових ліній поля і магнітний потік, ся вздовж силових ліній поля, які замикаються в що приводить до зниження електромагнітних сил й магнітопроводі і намагнічуваній поверхні. Притяелектромагнітного тиску. Електромагнітний тиск гання магнітопроводу і намагнічуванної поверхні відштовхування стає менше механічного тиску, що зменшує зазор і магнітний опір внаслідок чого індіє на контактні поверхні в процесі експлуатації. дукція електромагнітного поля і електромагнітний Під дією механічного тиску, віддаляються окісні тиск відштовхування зростають. Крім того, силові плівки, поверхні нівелюються, атоми контактуючих лінії електромагнітного поля концентруються в поверхонь зближаються на міжатомну відстань, магнітопроводі, і зростає ефективність намагнічувиникають електромагнітні сили притягання і фревання поверхонь. Природа міжатомних сил зв'язків тинг-корозія. Крім того, при зростанні ширини пазу електромагнітна, що підтверджує ефективність зменшується площа намагнічування. пропонованого способу запобігання фретингСпосіб запобігання фретинг-корозії здійснюкорозії, заснованого на виникненні міжатомних сил ється в такий спосіб. відштовхування. Зі збільшенням питомого тиску в Перед намагнічуванням виробляється механіпроцесі експлуатації і зменшенням відстані між чна обробка контактуючих поверхонь з метою виатомами електромагнітні сили й електромагнітний далення нерівностей і западин. До поверхні, яку тиск відштовхування зростають. Електромагнітний намагнічують, підводять магнітопровод зі струмотиск відштовхування запобігає зближенню атомів ведучою шиною усередині, поверхня якого співпана міжатомну відстань, виникнення електромагнітдає з оброблюваною поверхнею. У середині магніних сил притягання і фретинг-корозію. Попереднє топроводу пропускають постійний струм, який намагнічування контактних поверхонь із протилестворює електромагнітне поле, силові лінії якого жним напрямком силових ліній поля магнітопровоконцентруються у магнітопроводі і намагнічуваній дому заявленому співвідношенні ширини паза і поверхні. Попереднє намагнічування контактних магнітопроводу забезпечує мінімальний магнітний поверхонь виробляється розташованим на поверопір, концентрацію магнітної енергії, зростання хні магнітопроводом, в середині якого пропускають індукції і в квадратичній залежності електромагнітпостійний струм, а ширину пазу в магнітопроводі ного тиску відштовхування, підвищення продуктивиконують в заявленій залежності від ширини магвності процесу, довговічності металургійного устанітопроводу: ткування, зниження затрат електроенергії і В1=(0,15–0,17)·В,мм, енергоємності процесу, зусиль при розбиранні де В - ширина магнітопроводу, мм. вузлів і витрат на ремонт. Приклад Пропонована корисна модель заснована на Вироблялося попереднє намагнічування коніефективному способі впливу на намагнічування чної поверхні опорного валка і втулок-цапф. Після контактних поверхонь і електромагнітний тиск відзняття втулок-цапф з опорного валка вироблялося штовхування за рахунок розташованого на поверзачищення поверхонь конічних шийок опорного хні магнітопроводу, у середині якого пропускають валка і втулок-цапф шліфувальною машинкою з постійний струм шляхом зменшення ширини пазу метою видалення нерівностей контактних поверу магнітопроводі, концентрації магнітної енергії і хонь і западин. До поверхні конічних шийок опорзниження магнітного опору. ного валка і втулки-цапфі підводили магнітопроОтже, даний спосіб виявляє свої особливості вод, поверхня якого співпадає з обробляємою підвищення електромагнітного тиску відштовхуповерхнею. При намагнічуванні конічних шийок 5 19067 6 використовували магнітопровод з вгнутою по раділення використовували зварювальний випрямач усу шийок поверхнею. При намагнічуванні втулокВМГ-5000. Результати проведених досліджень цапф використовували магнітопровод з вигнутою впливу ширини пазу у магнітопроводі на зусилля по радіусу втулок-цапф поверхнею. В середині зняття втулок-цапф з опорного валка і витрати на магнітопроводу пропускали постійний струм, і наремонт устаткування представлені в таблиці. магнічували поверхні деталей. Як джерело живТаблиця Спосіб Зусилля зняття втулки-цапфи, кГс/см Зниження витрат на ремонт устаткування, грн./Т Фретинг-корозія 150,0 0,2 Фретинг-корозія Фретинг-корозія Ні фретинг-корозії Ні фретинг-корозії 100,0 120,0 60,0 60,0 0,4 0,3 0,5 0,5 Фретинг-корозія Відомий (найближчий аналог) Пропонований Ширина паза В1=0,12В, 14мм В1=0,2В, 24мм В1=0,15В, 18мм В1=0,17В, 20мм У результаті проведених досліджень установлено, що попереднє намагнічування контактних поверхонь магнітопроводом з шириною паза відповідно до залежності В1=(0,15-0,17) В,мм є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: - концентрацію силових ліній електромагнітного поля, зниження магнітного опору, зростання індукції і в квадратичній залежності електромагнітного тиску; - підвищення електромагнітних сил і електромагнітного тиску відштовхування більше величини механічного тиску і запобігання фретинг-корозії; - зниження величини струму, витрат електроенергії на намагнічування контактних поверхонь і енергоємності процесу; - запобігання фретинг-корозії і зменшення зусилля розбирання вузлів металургійного і машинобудівного устаткування; Комп’ютерна верстка Л.Литвиненко - підвищення довговічності металургійного і машинобудівного устаткування, що працюють в умовах великих питомих тисків; - зниження витрат на поточний ремонт металургійного устаткування і собівартості прокату. Упровадження пропонованого способу при роботі металургійного і машинобудівного устаткування дозволяє значно підвищити ефективність запобігання фретинг-корозії, знизити витрати на електроенергію, енергоємність процесу, підвищити довговічність конструкцій і знизити собівартість прокату. Література 1. Голего Н.Л., Аляб'єв А.Я., Ворушачи В.В. Фреттинг-коррозия металлов. - Киев: Техника, 1974. -272с. 2. Пат. 65090 А Україна, С23G1/00. Спосіб запобігання фретинг-корозії /B.C. Бойко, С.В. Щетинін, В.В. Кліманчук, Е.М.Шебаниц та інші. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the prevention of fretting wear
Автори англійськоюSchetynin Serhii Viktorovych, Schetynina Vira Ivanivna
Назва патенту російськоюСпособ предотвращения фреттинг-коррозии
Автори російськоюЩетинин Сергей Викторович, Щетинина Вера Ивановна
МПК / Мітки
МПК: C23G 1/00
Мітки: спосіб, фретинг-корозії, запобігання
Код посилання
<a href="https://ua.patents.su/3-19067-sposib-zapobigannya-freting-korozi.html" target="_blank" rel="follow" title="База патентів України">Спосіб запобігання фретинг-корозії</a>
Спосіб запобігання фретинг-корозії
Номер патенту: 65090
Опубліковано: 15.03.2004
Автори: Бойко Владимир Семенович, Голі-Оглу Володимир Семенович, Кирильченко Петро Миколайович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Матула Олексій Андрійович, Бендрик Валерій Григорович, Щетинін Сергій Вікторович
МПК: C23G 1/00
Мітки: фретинг-корозії, спосіб, запобігання
Формула / Реферат:
Спосіб запобігання фретинг-корозії, що включає попереднє намагнічування контактних поверхонь і регулювання індукції залежно від величини механічного тиску, яка відрізняється тим, що контактні поверхні намагнічують із протилежним напрямком силових ліній, а величину індукції намагнічених поверхонь встановлюють залежно від величини механічного тиску відповідно до виразу:У= (0,8-1,0).10-4 Р, Τ,де Ρ - величина механічного...
Спосіб запобігання фретинг-корозії
Номер патенту: 54855
Опубліковано: 17.03.2003
Автори: Шебаніц Едуард Миколайович, Щетинін Сергій Вікторович, Голі-Оглу Володимир Семенович, Бендрик Валерій Григорович, Климанчук Владислав Владиславович
МПК: B23H 9/00
Мітки: спосіб, фретинг-корозії, запобігання
Формула / Реферат:
Спосіб запобігання фретинг-корозії, що включає обробку контактних поверхонь, який відрізняється тим, що контактні поверхні намагнічують з однаковим напрямком силових ліній електромагнітного поля, а величину індукції намагнічених поверхонь регулюють у залежності від величини механічного тиску в процесі експлуатації відповідно до виразу:де Р - величина...
Спосіб запобігання гідратним і сольовим утворенням та корозії в насосно-компресорних трубах і шлейфах
Номер патенту: 10974
Опубліковано: 15.12.2005
Автори: Волосник Євген Олександрович, Шендрик Олексій Михайлович, Фик Ілля Михайлович, Сенишин Ярослав Іванович, Фесенко Юрій Леонідович
МПК: E21B 37/06
Мітки: утворенням, насосно-компресорних, запобігання, шлейфах, гідратним, трубах, спосіб, корозії, сольовим
Формула / Реферат:
1. Спосіб запобігання гідратним і сольовим утворенням та корозії в насосно-компресорних трубах і шлейфах, що включає утворення теплоізоляційного шару накачуванням в міжтрубний простір теплоізоляційного агента, який відрізняється тим, що на зовнішню поверхню насосно-компресорних труб та на внутрішню поверхню експлуатаційної колони наноситься захисний шар шляхом закачування тепло-випромінювально-ізоляційного розчину.2. Спосіб за п. 1,...
Реагент для пригнічення росту бактерій і запобігання корозії
Номер патенту: 10419
Опубліковано: 15.11.2005
Автори: Жуган Оскар Анатолійович, Світлицький Віктор Михайлович, Кустурова Олена Валеріївна, Мельник Микола Миколайович, Гордійчук Микола Васильович, Васильченко Анатолій Олександрович
МПК: B01D 19/02
Мітки: росту, бактерій, корозії, пригнічення, реагент, запобігання
Формула / Реферат:
Реагент для пригнічення росту бактерій і запобігання корозії на основі аміновмісних органічних сполук α-діамінів, який відрізняється тим, що як α-діаміни містить етилендіамін, при цьому додатково містить етилендіаміди жирних кислот С16-С22 і етиленаміноаміди жирних кислот С16-С22 при наступному співвідношенні компонентів, мас. %: етилендіамін (ЕДА) 1,0-0,1; етилендіаміди жирних кислот...
Установка для дослідження матеріалів та покриттів в умовах фретинг-процесів
Номер патенту: 69559
Опубліковано: 15.09.2004
Автори: Павлик Василь Олексійович, Каплун Віталій Григорович, Гончар Віталій Віталійович, Шалапко Юрій Іванович
МПК: G01N 3/00
Мітки: фретинг-процесів, установка, покриттів, дослідження, матеріалів, умовах
Формула / Реферат:
Установка для дослідження матеріалів та покриттів в умовах фретинг-процесів, яка містить станину, на якій закріплено вібропривід, тримач зразка і контрзразка та вузол навантаження, яка відрізняється тим, що має дві пари тертя та два вузли навантаження: на лівому тримачі зразка - вузол постійного навантаження за допомогою важільної системи, на правому тримачі зразка - вузол змінного навантаження за допомогою пружних елементів різної...
Попередній патент: Стан поперечно-клинової прокатки
Наступний патент: Спосіб визначення локальних швидкостей сейсмічних хвиль
Випадковий патент: Броньований вантажонесучий кабель