Спосіб запобігання фретинг-корозії
Номер патенту: 54855
Опубліковано: 17.03.2003
Автори: Бендрик Валерій Григорович, Щетинін Сергій Вікторович, Голі-Оглу Володимир Семенович, Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович
Формула / Реферат
Спосіб запобігання фретинг-корозії, що включає обробку контактних поверхонь, який відрізняється тим, що контактні поверхні намагнічують з однаковим напрямком силових ліній електромагнітного поля, а величину індукції намагнічених поверхонь регулюють у залежності від величини механічного тиску в процесі експлуатації відповідно до виразу:
![]()
де Р - величина механічного тиску в процесі експлуатації, МПа.
Текст
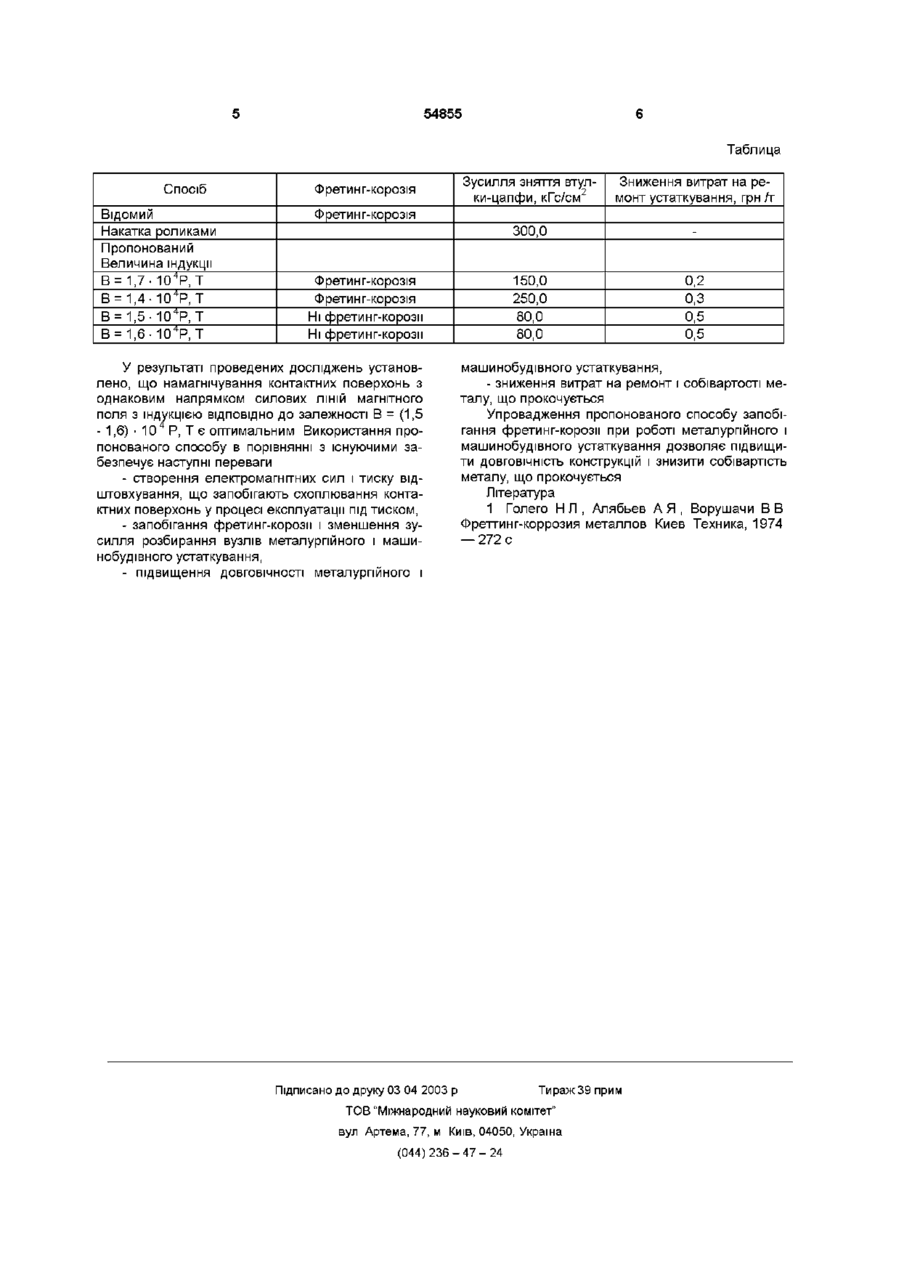
Спосіб запобігання фретинг-корозм, що вклю Винахід відноситься до області механіки і може бути використано для запобігання фретингкорозм при роботі механізмів у металурги, нафтохімічному і важкому машинобудуванні Вважають, що існують три основні причини фретинг-корозм Перша зв'язана з видаленням окісної плівки з поверхні й інтенсифікацією окисних процесів Друга причина обумовлена збільшенням контактних тисків у місцях розташування окислів Третя причина полягає в тім, що окисли, що утворилися, можуть діяти як абразив, викликаючи утворення невеликих глибоких каверн чи дрібних ум'ятин Установлено, що механізм фретинг-корозм полягає в тім, що протікає схоплювання, абразивне руйнування, усталостні процеси, що супроводжуються окислюванням і корозією Всі існуючі способи запобігання фретингкорозм засновані на механічному впливі на контактні поверхні Відомий спосіб запобігання фретинг-корозм за рахунок застосування змащень, що знижують коефіцієнт тертя [1] Однак канали для подачі змащення зменшують площу контакту і збільшують питомі тиски, під дією яких змащення віддаляється з місця контакту Крім того, змащення перестає бути ефективним засобом проти корозії, коли вона стає настільки, засмічена порошкоподібними продуктами окисних процесів, що не подається більше на площу контакту і не знижує коефіцієнт тертя чає обробку контактних поверхонь, який відрізняється тим, що контактні поверхні намагнічують з однаковим напрямком силових ЛІНІЙ електромагнітного поля, а величину індукції намагнічених поверхонь регулюють у залежності від величини механічного тиску в процесі експлуатації ВІДПОВІДНО до виразу В = (1,5-1,6) • 10 4 Р, Т, де Р - величина механічного тиску в процесі експлуатації, МПа Відомий узятий за прототип спосіб запобігання фретинг-корозм [1], що полягає в наступному Контактні поверхні обробляють з метою створення на поверхні стискаючих напруг шляхом накатки роликами чи азотування При цьому зона дії максимальних напруг, що розтягують, лежить під поверхнею і вилучена від контактної поверхні Однак спосіб обкатування роликами не ефективний у МІСЦІ пресової посадки, характерної для вузлів металургійного устаткування і контактних поверхонь конусних шийок опорного валка і втулки-цапфи, що працюють в умовах високих ударних і силових тисків При експлуатації в результаті високих питомих тисків на контактній поверхні конічної шийки і втулки-цапфи виникає фретинг-корозія Це утрудняє зняття втулки-цапфи з опорного валка і підвищує витрати на ремонт устаткування, що приводить до збільшення собівартості металу В основу винаходу поставлена задача розробити спосіб запобігання фретинг-корозм, у якому використання нових умов здійснення дозволить за рахунок створення електромагнітних сил відштовхування виключити схоплювання контактних поверхонь у процесі експлуатації при високих питомих тисках, зменшити зусилля, необхідні для розбирання металургійних вузлів, підвищити ДОВГОВІЧНІСТЬ металургійного устаткування, знизити витрати на ремонт устаткування і собівартість металу, що прокочується Поставлена задача зважується за рахунок того, що в способі запобігання фретинг-корозм, що ю ю 00 ю 54855 включає обробку контактних поверхонь, ВІДПОВІДНО винаходу контактні поверхні намагнічують з однаковим напрямком силових ЛІНІЙ електромагнітного поля, а величину індукції намагнічених поверхонь регулюють у залежності від величини механічного тиску в процесі експлуатації ВІДПОВІДНО ДО вираження В = (1,5-1,6) • 10 4 Р, Т, де Р - величина механічного тиску в процесі експлуатації, МПа Намагнічування контактних поверхонь з однаковим напрямком силових ЛІНІЙ електромагнітного поля створює виникнення електромагнітних сил відштовхування У процесі експлуатації під дією великих питомих тисків контактуючі поверхні зближаються на міжатомну відстань Зі зменшенням відстані між атомами електромагнітні сили відштовхування зростають, що запобігає зварюванню контактних поверхонь і фретинг-корозію Механізм фретинг-корози полягає в наступному Контактні поверхні характеризуються мікронерівностями і наявністю окісних плівок У результаті контакт здійснюється на малій площі, і різко зростає питомий тиск, під дією якого плівки віддаляються, і чисті нівелірні поверхні пластично деформуються, зближаються на міжатомну відстань і зварюються Теоретичні передумови розробки способу запобігання фретинг-корозм засновані на електромагнітній природі міжатомних сил зв'язків, що обумовлені обертовими навколо позитивних зарядів електронами Це підтверджує ефективність пропонованого способу запобігання фретингкорозм, що заснований на виникненні міжатомних сил відштовхування Практично процес фретингкорозм є результатом зварювання контактуючих поверхонь у результаті виникнення електромагнітних сил притягання між атомами при зближенні на відстань 10 1 0 м Тому створення електромагнітних сил відштовхування ефективно запобігає фретингкорозм При цьому зі збільшенням питомого тиску в процесі експлуатації і зменшенням відстані між атомами електромагнітні сили відштовхування зростають, і ефективність запобігання фретингкорозм підсилюється При пропонованому співвідношенні індукції і тиску в процесі експлуатації виникають електромагнітні сили і тиск відштовхування, прямо пропорційне квадрату індукції, що запобігають зближенню атомів на міжатомну відстань, виникнення електромагнітних сил притягання і фретинг-корозм, що забезпечує зниження зусиль при розбиранні вузлів, підвищення ДОВГОВІЧНОСТІ металургійного устаткування і зниження витрат на ремонт Пропонований винахід заснований на ефективному способі впливу за рахунок створення електромагнітних сил і електромагнітного тиску відштовхування шляхом намагнічування контактуючих поверхонь з однаковим напрямком силових ЛІНІЙ магнітного поля Отже, даний спосіб виявляє свої особливості створення електромагнітних сил і електромагніт ного тиску відштовхування тільки за певних умов, а саме, при величині індукції електромагнітного поля в залежності від тиску в процесі експлуатації В = (1,5 - 1,6) • 10 4 Р, Т Виходить, ці умови є істотними А намагнічування контактуючих поверхонь з однаковим напрямком силових ЛІНІЙ магнітного поля в заявленій закономірності, забезпечує створення електромагнітних сил і електромагнітного тиску відштовхування і запобігає фретинг-корозм в процесі експлуатації при великих питомих тисках При намагнічуванні контактних поверхонь з однаковим напрямком силових ЛІНІЙ магнітного поля і величиною індукції менше 1,5 • 10 4 Р, Ттиску в процесі експлуатації зменшуються електромагнітні сили й електромагнітний тиск відштовхування Електромагнітний тиск відштовхування стає менше механічного тиску, що діє на контактні поверхні в процесі експлуатації У результаті чого атоми контактуючих поверхонь зближаються на міжатомну відстань, виникають електромагнітні сили притягання і відбувається зварювання поверхонь і фретинг-корозія При намагнічуванні контактних поверхонь з однаковим напрямком силових ЛІНІЙ магнітного поля і величиною індукції більше 1,6 • 10 4 Р, Ттиску в процесі експлуатації електромагнітні сили й електромагнітний тиск стають значно більше тиску, що випробує вузол у процесі експлуатації У результаті значного намагнічування контактних поверхонь можливе притягання залізного порошку, що є абразивним матеріалом і підсилює фретингкорозію Крім того, значне збільшення електромагнітного поля приводить до додаткових витрат електроенергії і знижує ефективність способу запобігання фретинг-корозм Спосіб запобігання фретинг-корозм здійснюється в такий спосіб Контактні поверхні валка і втулки намагнічують з однаковим напрямком силових ЛІНІЙ електромагнітного поля в залежності від механічного тиску в процесі експлуатації в заявленому співвідношенні В = (0,5-1,6) • 10 4 Р, Т, де Р - величина механічного тиску в процесі експлуатації, МПа Намагнічування поверхонь контактуючих деталей здійснюється шляхом пропущення току, напрямок якого определяє напрямок силових ЛІНІЙ електромагнітного поля згідно правилу буравчика Приклад Вироблялося намагнічування конічної поверхні опорного валка і втулки-цапфи Намагнічування опорного валка здійснювалось на токарському станку Опорний валок повертався і здійснювалось намагнічування поверхні конічних шийок Аналогічно вироблялося намагнічування поверхні втулки-цапфи з однаковим напрямком силових ЛІНІЙ опорного валка Результати проведених досліджень впливу величини індукції намагнічування контактних поверхонь на зусилля зняття втулки-цапфи з опорного валка і витрати на ремонт устаткування представлені в таблиці 54855 Таблица Спосіб Відомий Накатка роликами Пропонований Величина індукції В = 1,7 • 10 4 Р,Т В = 1,4- 10 4 Р,Т В = 1,5 • 10 4 Р,Т В = 1,6- 10 4 Р,Т Зусилля зняття втулки-цапфи, кГс/см2 Зниження витрат на ремонт устаткування, грн ґг 300,0 Фретинг-корозія 150,0 250,0 80,0 80,0 0,2 Фретинг-корозія Фретинг-корозія Фретинг-корозія Ні фретинг-корозм Ні фретинг-корозм У результаті проведених досліджень установлено, що намагнічування контактних поверхонь з однаковим напрямком силових ЛІНІЙ магнітного поля з індукцією ВІДПОВІДНО до залежності В = (1,5 - 1,6) • 10 Р, Т є оптимальним Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги - створення електромагнітних сил і тиску відштовхування, що запобігають схоплювання контактних поверхонь у процесі експлуатації під тиском, - запобігання фретинг-корозм і зменшення зусилля розбирання вузлів металургійного і машинобудівного устаткування, 0,3 0,5 0,5 машинобудівного устаткування, - зниження витрат на ремонт і собівартості металу, що прокочується Упровадження пропонованого способу запобігання фретинг-корозм при роботі металургійного і машинобудівного устаткування дозволяє підвищити ДОВГОВІЧНІСТЬ конструкцій і знизити собівартість металу, що прокочується Література 1 Голего Н Л , Алябьев А Я , Ворушачи В В Фреттинг-коррозия металлов Киев Техника, 1974 — 272 с - підвищення ДОВГОВІЧНОСТІ металургійного і Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for fretting corrosion prevention
Автори англійськоюSchetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Shebanyts Eduard Mykolaiovych, Holi-Ohlu Volodymyr Semenovych, Bendryk Valerii Hryhorovych
Назва патенту російськоюСпособ предотвращения фретинг-коррозии
Автори російськоюЩетинин Сергей Викторович, Климанчук Владислав Владиславович, Шебаниц Эдуард Николаевич, Голи-Оглу Владимир Семенович, Бендрик Валерий Григорьевич
МПК / Мітки
МПК: B23H 9/00
Мітки: фретинг-корозії, спосіб, запобігання
Код посилання
<a href="https://ua.patents.su/3-54855-sposib-zapobigannya-freting-korozi.html" target="_blank" rel="follow" title="База патентів України">Спосіб запобігання фретинг-корозії</a>
Спосіб запобігання підтоплення підвалини та рослинного покриву на приробленій території
Номер патенту: 49574
Опубліковано: 16.09.2002
Автори: Гавриленко Юрій Миколайович, Кренида Юрій Федорович, Єрмаков Віктор Миколайович
МПК: E21F 16/00
Мітки: території, покриву, підвалини, приробленій, запобігання, підтоплення, спосіб, рослинного
Формула / Реферат:
Спосіб запобігання підтоплення підвалини та рослинного покриву на приробленій території, що включає спостереження за деформацією земної поверхні, регулювання осушувальної мережі, зниження рівня грунтових вод відповідно до норми осушення, який відрізняється тим, що роблять багатократну підробку земної поверхні, визначають межу зон розтягу мульди зрушення і виявляють місця виходів під наноси зміщень тектонічних порушень та контактів між...
Виріб, який підлягає впливу ерозії та корозії, і спосіб його захисту від ерозії та корозії
Номер патенту: 48169
Опубліковано: 15.08.2002
Автор: Беелє Вольфрам
МПК: C23C 14/02, C23C 14/08, C23C 14/06, C23C 28/00, C23C 28/04
Мітки: виріб, корозії, спосіб, ерозії, захисту, підлягає, впливу
Формула / Реферат:
1. Виріб, який підлягає впливу ерозії та корозії, з субстратом, утвореним суперсплавом на основі нікелю або кобальту, з розташованим на субстраті тепловим бар'єрним шаром, який має задану тягучість, який відрізняється тим, що захисне силіцидне покриття розташоване на вказаному тепловому бар'єрному шарі, тягучість якого є вищою за задану.2. Виріб за п. 1, який відрізняється тим, що його захисне покриття містить MoSi2.3. Виріб за...
Похідне хіноліну, спосіб одержання його, фармацевтична композиція, спосіб запобігання дії лейкотрієну та спосіб лікування або запобігання захворюванням
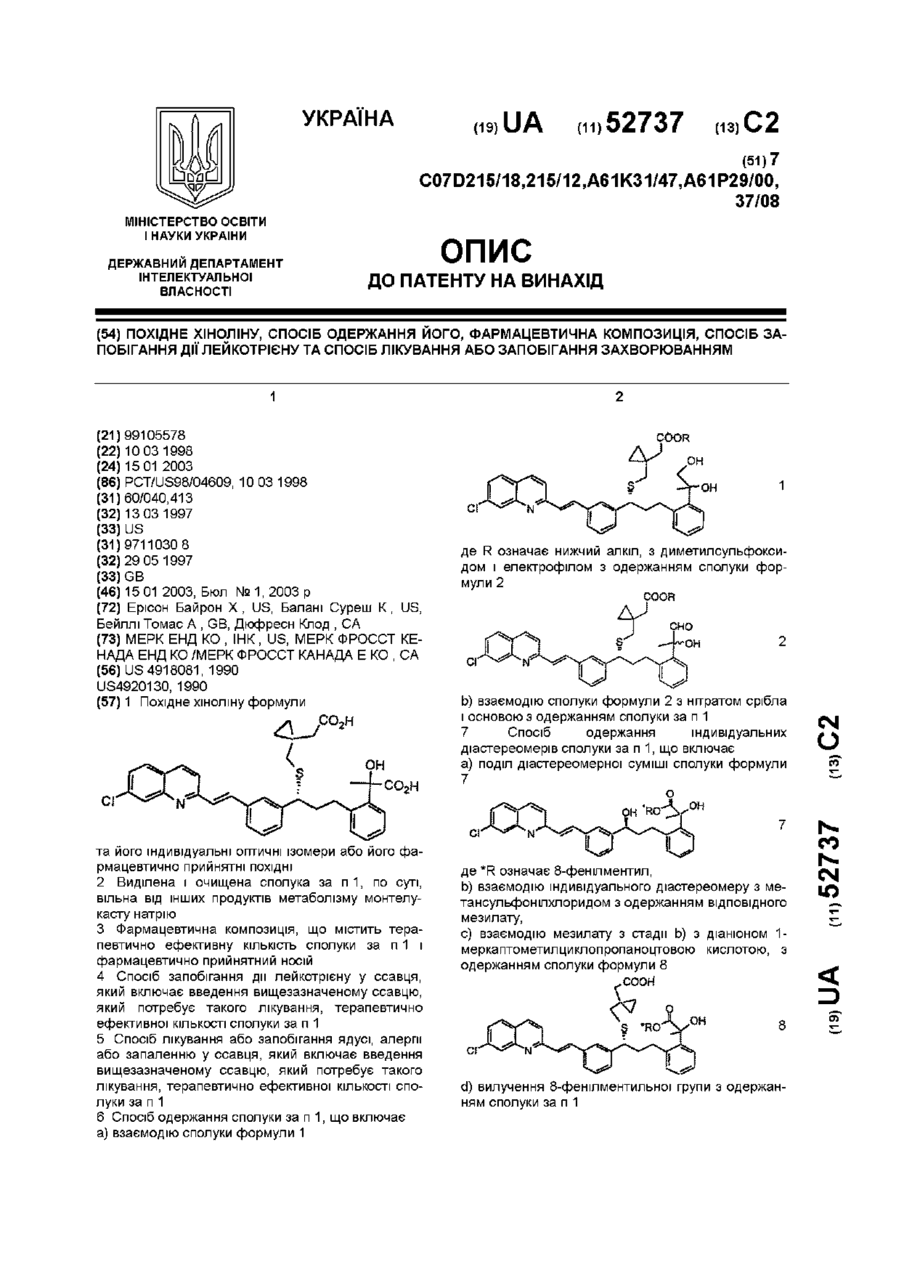
Номер патенту: 52737
Опубліковано: 15.01.2003
Автори: Ерісон Байрон Х., Дюфресн Клод, Балані Суреш К., Бейллі Томас А.
МПК: A61P 29/00, A61K 31/47, A61P 43/00, A61P 11/06, A61P 37/08, C07D 215/18
Мітки: хіноліну, його, спосіб, лікування, похідне, лейкотриєну, композиція, дії, запобігання, фармацевтична, одержання, захворюванням
Формула / Реферат:
1. Похідне хіноліну формулита його індивідуальні оптичні ізомери або його фармацевтично прийнятні похідні.2. Виділена і очищена сполука за п. 1, по суті, вільна від інших продуктів метаболізму монтелукасту натрію.3. Фармацевтична композиція, що містить терапевтично ефективну кількість сполуки за п. 1 і фармацевтично прийнятний носій.4. Спосіб запобігання дії лейкотрієну у ссавця, який включає введення...
Фармацевтична композиція для запобігання або терапії захворювань, які пов`язані з вільними радикалами і які є результатом дисбалансу вільних радикалів (варіанти), спосіб запобігання, зупинки або лікування захво

Номер патенту: 27949
Опубліковано: 16.10.2000
Автори: БАУДРАЙ Мічел, МАЛФРОЙ-КАМІН Бернард
МПК: A61K 31/555, A61K 31/41
Мітки: вільних, захво, композиція, результатом, запобігання, захворювань, лікування, пов'язані, вільними, радикалів, терапії, зупинки, фармацевтична, дисбалансу, варіанти, спосіб, радикалами
Текст:
...OCH, OCH3CH3 C27: C20: СН3(СНг)пСО2 O2C(CH2)nCH3 C28: CH3O OCH3 6 Фармацевтическая композиция по п 1, отличающаяся тем, что а нти окислительный металлсапеновый комплекс имеет следующую структурную формулу C23: C22: где М - ион переходного металла, выбираемого из группы, содержащей Mn, Co, Fe, V, Сг и Ni, Аанион, N - 4, 5 или 6, Xi, X2, Хз и Х4 выбираются независимо друг от друга из группы, состоящей из арилов, арилалкилов, арилокси,...
Спосіб запобігання та/або лікування серцевих захворювань, фармацевтична композиція та спосіб запобігання та/або лікування серцевої недостатності та дисфункції шлуночків в організмі теплокровної тварини
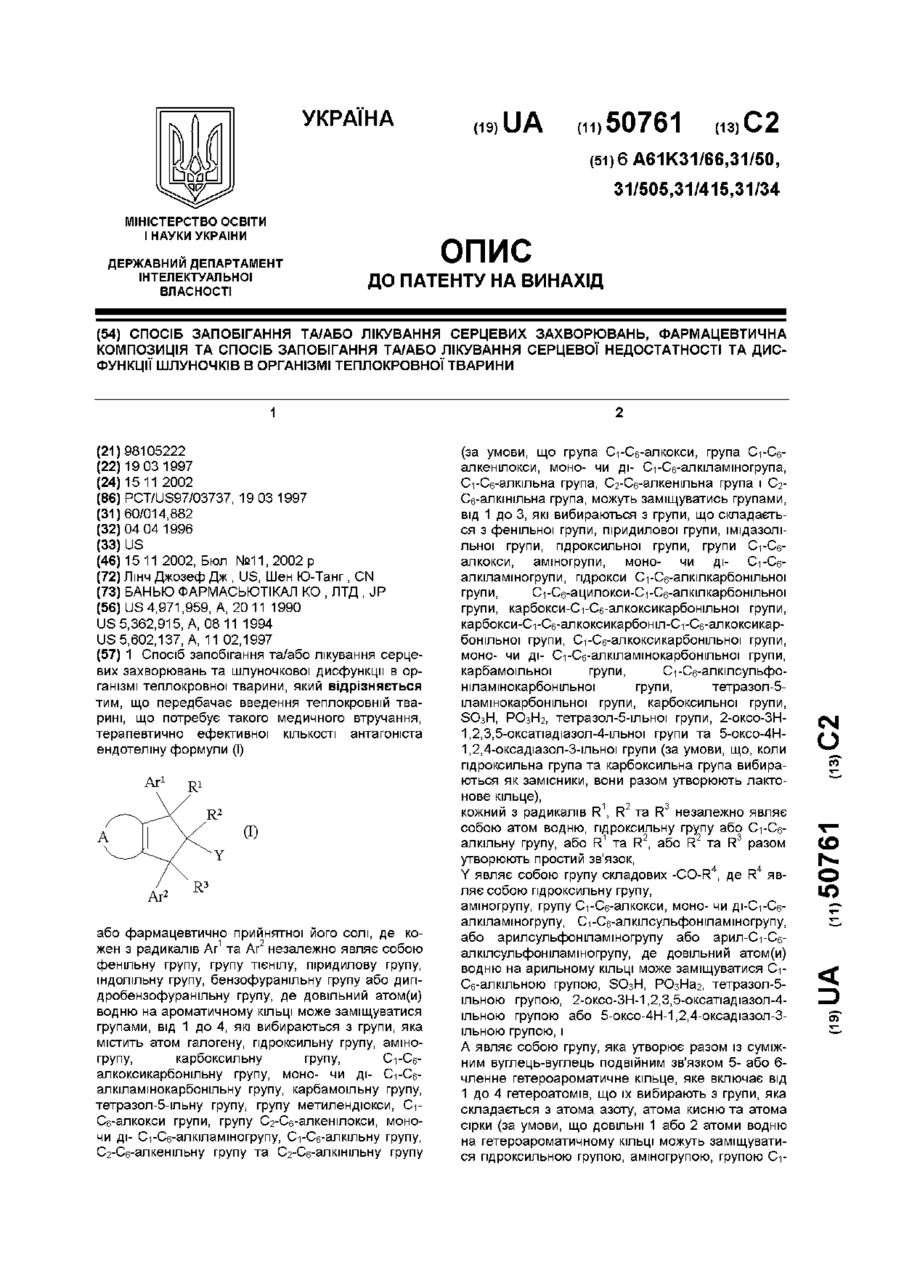
Номер патенту: 50761
Опубліковано: 15.11.2002
Автори: Лінч Джозеф Дж. мол., Шен Ю-Танг
МПК: A61K 31/415, A61K 31/66, A61K 31/50, A61K 31/505, A61K 31/34
Мітки: захворювань, спосіб, композиція, дисфункції, серцевих, лікування, серцевої, організмі, фармацевтична, тварини, шлуночків, запобігання, недостатності, теплокровної
Формула / Реферат:
1. Спосіб запобігання та/або лікування серцевих захворювань та шлуночкової дисфункції в організмі теплокровної тварини, який відрізняється тим, що передбачає введення теплокровній тварині, що потребує такого медичного втручання, терапевтично ефективної кількості антагоніста ендотеліну формули (I)або фармацевтично прийнятної його солі, де: кожен з радикалів...
Попередній патент: Спосіб електродугового зварювання стикових швів
Наступний патент: Затворний пристрій тунельного водоводу
Випадковий патент: Спосіб визначення антимікробної активності дезінфекційних засобів