Спосіб виготовлення магніторідинного ущільнення
Номер патенту: 19289
Опубліковано: 15.12.2006
Автори: Тіхонов Андрій Сергійович, Казакуца Олександр Володимирович, Радіонов Олександр Володимирович, Виноградов Олександр Миколайович, Гурський Андрій Миколайович
Формула / Реферат
Спосіб виготовлення магніторідинного ущільнення, що складається з виготовлення та збирання деталей корпусу з кришкою, установлених в корпусі постійного магніту, кільцевих полюсних наконечників, магнітної рідини, кільцевих прокладок, який відрізняється тим, що виготовляють половинки деталей корпусу магніторідинного ущільнення з виступами, постійні магніти в кількості, що визначається розрахунком, інші деталі - у вигляді половинок, в корпусі по площині з'єднання половинок виконують симетрично розташовані навпроти один одного отвори під штифти та болтові з'єднання, всі деталі по площині з'єднання шліфують, магніти установлюють симетрично в необхідній кількості в кожній з половинок, але з умови, що тіло магніту не проходить через лінію перерізу, з'єднують з допомогою штифтів та болтового з'єднання в конструкцію, на зібраному ущільненні нарізають кільцеві зубці, в зібраному стані зберігають до моменту використання (необхідності установки в робочому положенні), перед установленням половинки роз'єднують, на валу електричної машини скріпляють їх в конструкцію магніторідинного ущільнення з прикладанням визначеного зусилля до болтових з'єднань і підтягують болти, наприклад навхрест розташовані, до повного притягання із відповідним установленням без перекосів спряжених площин, а магнітну рідину установлюють в магніторідинне ущільнення по місцю його збирання на валу.
Текст
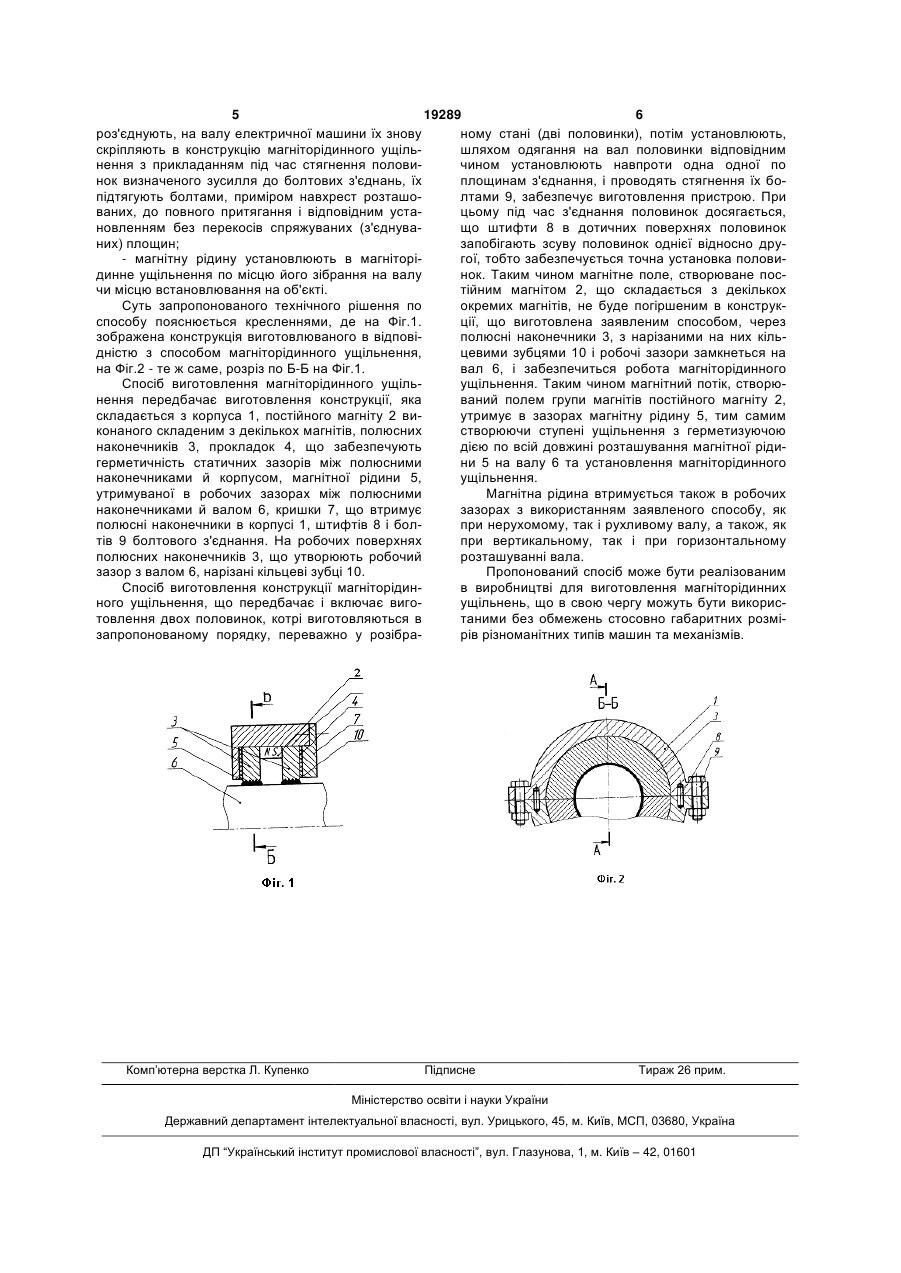
Спосіб виготовлення магніторідинного ущільнення, що складається з виготовлення та збирання деталей корпусу з кришкою, установлених в корпусі постійного магніту, кільцевих полюсних наконечників, магнітної рідини, кільцевих прокладок, який відрізняється тим, що виготовляють половинки деталей корпусу магніторідинного ущільнення з виступами, постійні магніти в кількості, що визначається розрахунком, інші деталі - у ви U 1 3 19289 4 наконечників, на робочих поверхнях яких зроблені значеного зусилля до болтових з'єднань, і підтягукільцеві зубці, прокладок для ущільнення статичють болти, приміром навхрест установлених, до них зазорів, введення в робочі зазори між нерухоповного притягання і відповідного установлення мими полюсними наконечниками й рухливим вабез перекосів спряжених площин, а магнітну рідилом магнітної рідини, котрою забезпечується ну установлюють в магніторідинне ущільнення по герметизація щодо нерухомого корпуса. місцю його зібрання на валу. До недоліків способу виготовлення магніторіВиконання заявленого способу з використандинного ущільнення, прийнятого в якості прототиням постійного магніту складеним з декількох магпу слід віднести неможливість виготовлення конснітів дозволяє покращити технологію виготовлення трукцій, якими б можна було здійснювати заміну ущільнення, причому забезпечення можливості пристрою магніторідинного ущільнення без повнойого розрізування в осьовій (по лінії діагоналі) го розібрання вузла ущільнення, тобто, розширити площині, тобто, загалом виконання ущільнення і уніфікувати процес виготовлення окремих консрозрізним в осьовій площині, розширює після здійтруктивних деталей таким чином, щоб виготовлюснення виготовлення можливості установлення вати конструкцію, котра б забезпечила можливості магніторідинного ущільнення на різноманітних установлення герметизатора на вал не тільки з конструкціях вузлів, також і великогабаритних, торця вала і без повного розібрання магніторідиндозволяє полегшити монтування (складення) ущіного ущільнення під час проведення технічних льнення в робоче положення, здійснювати процеоглядів. дуру установлення його без розбирання всього В основу створення корисної моделі на спосіб механізму, на якому установлюється магніторідинвиготовлення магніторідинного ущільнення поклане ущільнення. Включення в заявлений спосіб дено завдання створити відповідний порядок вигопроцесушліфування половинок ущільнення по товлення та послідовність зібрання деталей магніплощині розрізу забезпечує можливість зменшити торідинного ущільнення, котрий шляхом уніфікації втрати магнітного поля. Установлення в половинпроцесу, використання не складних технічних посках корпусу ущільнення штифтів із наступним стялідовних процедур, переважно з забезпеченням гуванням їх за допомогою болтового з'єднання послідовності виготовлення більшу частину консдозволяє запобігти зсув половинок ущільнення в труктивних елементів в вигляді деталей-половинок той чи інший бік від відповідного стикування контамагніторідинного ущільнення, а виготовленням ктуючих площин половинок й забезпечити необдопоміжних деталей і застосуванням інших процехідну точність нарізання зубців при нарізуванні сів виготовлення забезпечити відповідну точність і кільцевих зубців, підвищивши тим самим точність надійність зібрання в конструкції, додержання незібрання конструкції та необхідну надійність робообхідних характеристик конструкції після її устаноти магніторідинного ущільнення. влення на об'єкт, та забезпечити після виготовСпільними основними суттєвими ознаками залення ущільнення запропонованим способом явленого способу виготовлення магніторідинного можливість установлення магніторідинного ущільущільнення є: нення на вал не тільки з торця вала, а й з можли- виготовлення та зібрання в конструкцію магвістю часткового розібрання ущільнення без повніторідинного ущільнення деталей корпусу з кришного розібрання вузла магніторідинного кою, установлених в корпусі постійного магніту, ущільнення, також використовувати цю можливість кільцевих полюсних наконечників, магнітної рідипід час проведення технічних оглядів. ни, кільцевих прокладок. Поставлене завдання по способу виготовленВідмінними від прототипу основними суттєвиня магніторідинного ущільнення вирішується тим, ми ознаками заявленого технічного рішення на що згідно заявленого способу виготовлення магніспосіб виготовлення магніторідинного ущільнення торідинного ущільнення, що складається з виготоє: влення та зібрання деталей корпусу з кришкою, - половинки деталей корпусу магніторідинного установлених в корпусі постійного магніту, кільцеущільнення виготовляють з виступами; вих полюсних наконечників, магнітної рідини, кіль- постійні магніти вибирають в кількості, що вицевих прокладок, виготовляють половинки детазначається розрахунком; лей корпусу магніторідинного ущільнення з - інші деталі магніторідинного ущільнення - в виступами, постійні магніти в кількості, що визнавигляді половинок; чається розрахунком, інші деталі - в вигляді поло- в корпусі по площині з'єднання половинок винок, в корпусі по площині з'єднання половинок виробляють симетрично розташовані навпроти виробляють симетрично розташовані навпроти один одного отвори під штифти та болтові з'єдодин одного отвори під штифти та болтові з'єднання; нання, всі деталі по площині з'єднання шліфують, - всі деталі по площині з'єднання шліфують; магніти установлюють симетрично в необхідній - магніти установлюють симетрично в необхідкількості в кожній з половинок, але з умов, що тіло ній кількості в кожній з половинок, виходячи з магніту не проходить через лінію перерізу, з'єднуумов, що тіло магніту не проходить через лінію ють з допомогою штифтів та болтового з'єднання в перерізу; конструкцію, на зібраному ущільненні нарізають - з'єднують з допомогою штифтів та болтового кільцеві зубці, в зібраному стані зберігають до моз'єднання в конструкцію, а після на зібраному ущіменту використання (необхідності установки в рольненні нарізають кільцеві зубці; бочому положенні), перед установленням полови- в зібраному стані зберігають до моменту винки роз'єднують, знову скріпляють їх в конструкцію користання (установлення в робоче положення); магніторідинного ущільнення з прикладанням ви- перед установленням на об'єкт половинки 5 19289 6 роз'єднують, на валу електричної машини їх знову ному стані (дві половинки), потім установлюють, скріпляють в конструкцію магніторідинного ущільшляхом одягання на вал половинки відповідним нення з прикладанням під час стягнення половичином установлюють навпроти одна одної по нок визначеного зусилля до болтових з'єднань, їх площинам з'єднання, і проводять стягнення їх бопідтягують болтами, приміром навхрест розташолтами 9, забезпечує виготовлення пристрою. При ваних, до повного притягання і відповідним устацьому під час з'єднання половинок досягається, новленням без перекосів спряжуваних (з'єднуващо штифти 8 в дотичних поверхнях половинок них) площин; запобігають зсуву половинок однієї відносно дру- магнітну рідину установлюють в магніторігої, тобто забезпечується точна установка половидинне ущільнення по місцю його зібрання на валу нок. Таким чином магнітне поле, створюване посчи місцю встановлювання на об'єкті. тійним магнітом 2, що складається з декількох Суть запропонованого технічного рішення по окремих магнітів, не буде погіршеним в конструкспособу пояснюється кресленнями, де на Фіг.1. ції, що виготовлена заявленим способом, через зображена конструкція виготовлюваного в відповіполюсні наконечники 3, з нарізаними на них кільдністю з способом магніторідинного ущільнення, цевими зубцями 10 і робочі зазори замкнеться на на Фіг.2 - те ж саме, розріз по Б-Б на Фіг.1. вал 6, і забезпечиться робота магніторідинного Спосіб виготовлення магніторідинного ущільущільнення. Таким чином магнітний потік, створюнення передбачає виготовлення конструкції, яка ваний полем групи магнітів постійного магніту 2, складається з корпуса 1, постійного магніту 2 виутримує в зазорах магнітну рідину 5, тим самим конаного складеним з декількох магнітів, полюсних створюючи ступені ущільнення з герметизуючою наконечників 3, прокладок 4, що забезпечують дією по всій довжині розташування магнітної рідигерметичність статичних зазорів між полюсними ни 5 на валу 6 та установлення магніторідинного наконечниками й корпусом, магнітної рідини 5, ущільнення. утримуваної в робочих зазорах між полюсними Магнітна рідина втримується також в робочих наконечниками й валом 6, кришки 7, що втримує зазорах з використанням заявленого способу, як полюсні наконечники в корпусі 1, штифтів 8 і болпри нерухомому, так і рухливому валу, а також, як тів 9 болтового з'єднання. На робочих поверхнях при вертикальному, так і при горизонтальному полюсних наконечників 3, що утворюють робочий розташуванні вала. зазор з валом 6, нарізані кільцеві зубці 10. Пропонований спосіб може бути реалізованим Спосіб виготовлення конструкції магніторідинв виробництві для виготовлення магніторідинних ного ущільнення, що передбачає і включає вигоущільнень, що в свою чергу можуть бути використовлення двох половинок, котрі виготовляються в таними без обмежень стосовно габаритних розмізапропонованому порядку, переважно у розібрарів різноманітних типів машин та механізмів. Комп’ютерна верстка Л. Купенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make magnetic fluid seal
Автори англійськоюRadionov Oleksandr Volodymyrovych, Vynohradov Oleksandr Mykolaiovych, Kazakutsa Oleksandr Volodymyrovych, Tykhonov Andrii Serhiiovych, Hurskyi Andrii Mykolaiovych
Назва патенту російськоюСпособ изготовления магнитожидкостного уплотнения
Автори російськоюРадионов Александр Владимирович, Виноградов Александр Николаевич, Казакуца Александр Владимирович, Тихонов Андрей Сергеевич, Гурский Андрей Николаевич
МПК / Мітки
МПК: F16J 15/40
Мітки: виготовлення, магніторідинного, ущільнення, спосіб
Код посилання
<a href="https://ua.patents.su/3-19289-sposib-vigotovlennya-magnitoridinnogo-ushhilnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення магніторідинного ущільнення</a>
Спосіб виготовлення ущільнення нерухомих і малорухомих з’єднань
Номер патенту: 72766
Опубліковано: 15.04.2005
Автори: Альошина Алла Володимирівна, Єдін Олександр Йосипович, Мелешко Ігор Володимирович, Сахненко Сергій Олександрович, Сахненко Олександр Володимирович
МПК: F16J 15/00, F16J 15/18
Мітки: спосіб, нерухомих, виготовлення, ущільнення, з'єднань, малорухомих
Формула / Реферат:
Спосіб виготовлення ущільнення нерухомих і малорухомих з'єднань, що включає спільне пресування навивання з графітової стрічки й армуючого елемента, який відрізняється тим, що кромку армуючого елемента, яка забезпечує закріплення його на графітовому навиванні, попередньо нагартовують зі ступенем деформації 5-30%.
Спосіб виготовлення матеріалу для сальникового ущільнення
Номер патенту: 47117
Опубліковано: 17.06.2002
Автори: Піднебесний Андрій Петрович, Обідін Євгеній Олександрович, Савельєва Ніна Василівна
МПК: F16J 15/18, C08J 5/24
Мітки: ущільнення, матеріалу, виготовлення, спосіб, сальникового
Формула / Реферат:
1. Спосіб виготовлення матеріалу для сальникового ущільнення, який включає обробку азбестових волокон просочувальним складом, сушіння та плетіння їх в шнур, який відрізняється тим, що як просочувальний склад для обробки азбестових волокон використовують композицію на основі низькомолекулярного силоксанового каучуку (СКТН) з таким співвідношенням компонентів, мас.ч: каучук CKTН 100 наповнювач...
Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення
Номер патенту: 28894
Опубліковано: 16.10.2000
Автори: Кернякевич Володимир Степанович, Филипенко Віктор Михайлович, Степанець Андрій Кирилович, Гладій Ігор Юрієвич, Концур Ярослав Федорович, Ковалів Євстахій Осипович, Рудко Василь Петрович
МПК: C04B 35/565, F16J 15/00
Мітки: елемента, ущільнення, карбідкремнієвого, виготовлення, пари, керамічного, торцевого, спосіб, тертя
Формула / Реферат:
1. Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення, який полягає в формуванні заготовки, її реакційному спіканні і механічній обробці, який відрізняється тим, що після операції спікання проводять механічну обробку базової поверхні і поверхні під вторинне ущільнення, наносіть фрагментарне термобар'єрне покриття шляхом азотування при температурі 1350°С і часі 2,5... год, і проводять кінцеву механічна...
Магніторідинне ущільнення
Номер патенту: 72005
Опубліковано: 17.01.2005
Автори: Луговськой Володимир Григорович, Хабазня Олександр Сергійович, Виноградов Олександр Миколайович, Махов Григорій Григорович, Радіонов Олександр Володимирович, Мельниченко Олександр Олександрович, Білий Володимир Федорович, Казакуца Олександр Володимирович
МПК: F16J 15/43
Мітки: магніторідинне, ущільнення
Формула / Реферат:
Магніторідинне ущільнення обертового вала, що містить корпус з розташованими в ньому постійними магнітами, полюсний наконечник з нарізаними на ньому концентраторами магнітного потоку, немагнітні накладку і проставку, насаджену на вал кришку, циліндричний виступ якої з зазором входить у заповнену магнітною рідиною порожнину між полюсним наконечником і циліндричною ділянкою корпуса, розташованою напроти полюсного наконечника, яке відрізняється...
Магніторідинне ущільнення

Номер патенту: 34243
Опубліковано: 15.02.2001
Автори: Радіонов Олександр Володимирович, Виноградов Олександр Миколайович
МПК: F16J 15/40
Мітки: магніторідинне, ущільнення
Текст:
...кресленням, де на фіг. 1, 2 зображено магніторідинне ущільнення. Магніторідинне ущільнення складається з магнітопровідного корпусу 1, в якому розташовуються постійні магніти 2, полюсний наконечник 3, кришки 4, насадженої на вал 5. Магнітопровідний полюсний наконечник 3 відділяється від корпусу немагнітними проставкою 6 і накладкою 7. Навпроти полюсного наконечника З розташована циліндрична частина 8 корпусу 1, що створює з полюсним...
Попередній патент: Кормороздавач
Наступний патент: Магніторідинне ущільнення
Випадковий патент: Ініціалізація контексту в ентропійному кодуванні