Спосіб відновлення сталевих та чавунних деталей машин
Номер патенту: 19594
Опубліковано: 25.12.1997
Автори: Канарчук Вадім Євгенович, Барилович Леонід Павлович, Вербовська Ніна Іванівна, Ткачук Володимир Микитович
Формула / Реферат
Способ восстановления стильных и чугунных деталей машин, включающий наплавку изношенной поверхности детали, отличающийся тем, что наплавку проводят низкоуглеродистой сталью, после чего осуществляют электролитическое борирование наплавленного слоя.
Текст
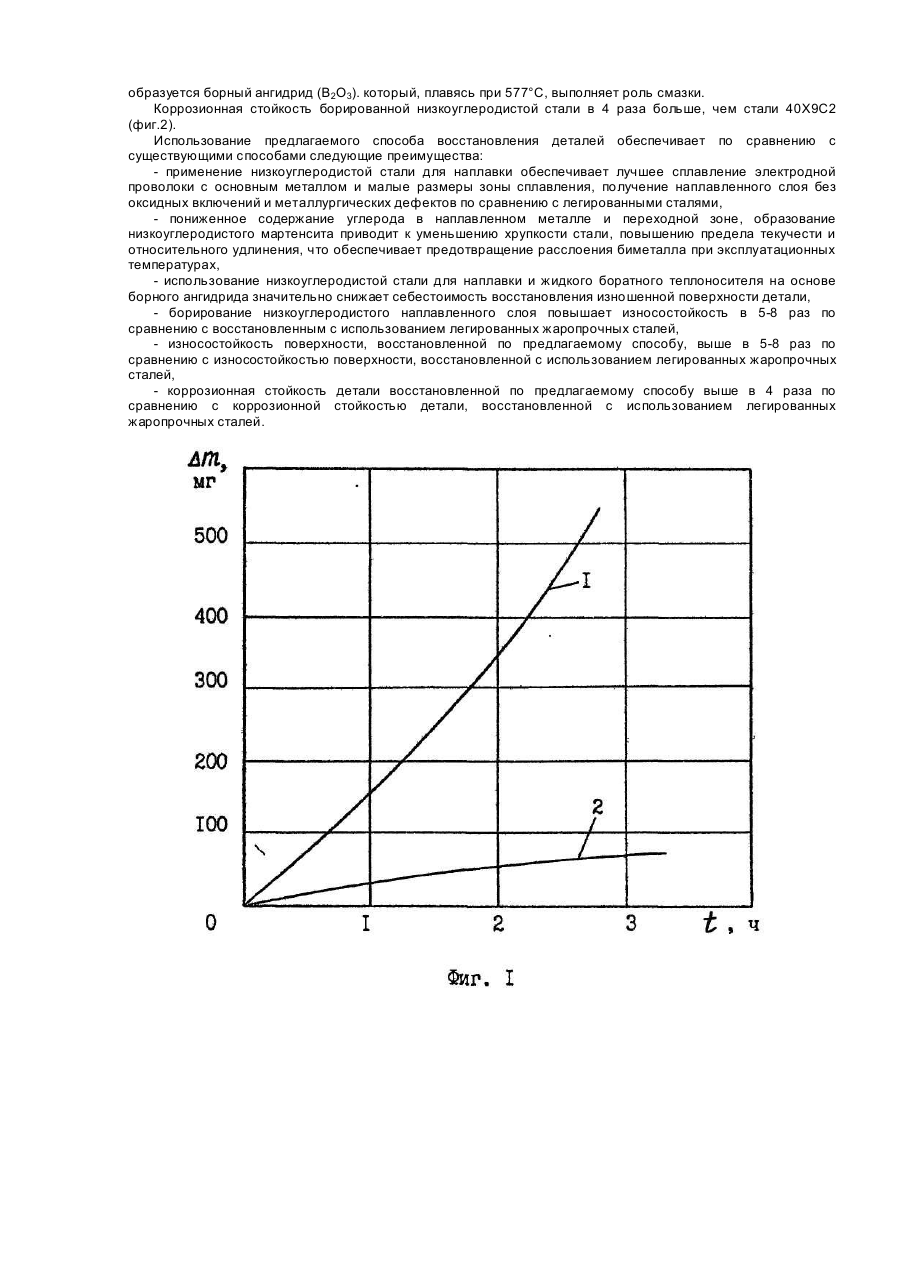
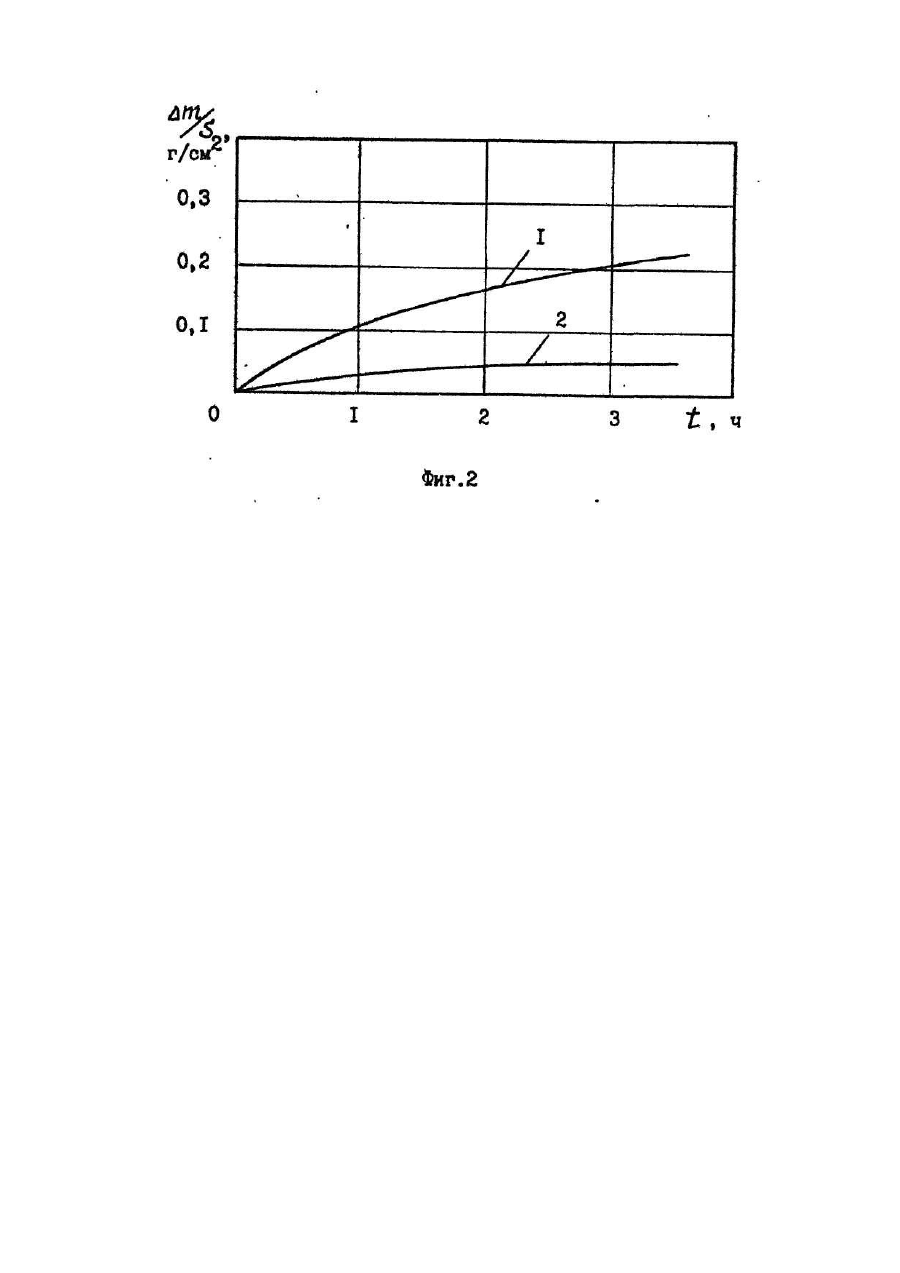
Изобретение относится к машиностроению, а именно к восстановлению деталей машин. Наиболее близким техническим решением является способ наплавки поверхности износа твердыми сплавами Х15Н75С2Р2, Х25Н60С2Р2Б, содержащими бор в количестве 1-3% [1]. Сущность способа состоит в наплавке поверхности детали сплавом, содержащим бор в качестве легирующего элемента, с целью повышения твердости, жаростойкости, коррозионностойкости. Указанному способу присущи следующие недостатки: высокая себестоимость процесса, так как для восстановления используются дорогостоящие дефицитные материалы, дорогостоящие оборудование и оснастка; не достаточно высокие эксплуатационные свойства восстановленной поверхности, что обусловлено плохой свариваемостью материалов наплавки и детали, расслоением при повышенных температурах биметалла. В основу изобретения поставлена задача создать способ восстановления стальных и чугунных деталей машин, который позволял бы получить восстановленную поверхность с высокими износостойкостью, коррозионной стойкостью и прочностью при значительном снижении себестоимости. Указанный технический результат достигается тем, что в способе восстановления стальных и чугунных деталей, включающем наплавку изношенной поверхности детали, согласно изобретению, наплавку проводят низкоуглеродистой сталью, после чего осуществляют электролитическое борирование наплавленного слоя. Предварительные эксперименты показали, что обеспечивается скорость насыщения поверхности детали бором 150 мкм/ч с образованием однофазного борида железа Fe2B и концентрацией бора в поверхностном слое 8,8 мас.%. При этом износостойкость борированной поверхности при испытании в стандартных условиях в течение 3-х часов получена на деталях из низкоуглеродистой стали - 4 мкм, из стали 30ХГСА после закалки ТВЧ - 8,5 мкм, из стали 45 после закалки ТВЧ - 7 мкм, т.е. в общем износостойкость деталей повышается в 1,7-2,2 раза. Коррозионная стойкость, определяемая по потере массы низкоуглеродистой и других борированных сталей при выдержке в 10% водном растворе азотной кислоты в течение 72 часов составила, г/м2: тогда как неборированные стали теряли в весе в 4-6 раз больше, чем борированные. Коррозионная стойкость в окиси свинца при температуре 900°С борированных низкоуглеродистых сталей была выше неборированных более чем в 8 раз. В связи с тем, что образование новой фазы при борировании происходит в поверхностном слое металла без нарушения существующих межатомных связей и межатомных сил, то расслоение металла по границе между борированным слоем и основным металлом при однофазном бориде железа Fe2B практически маловероятно и в процессе экспериментов не наблюдалось. Вероятность образования трещин на поверхности детали уменьшается в 3-4 раза по сравнению с двухфазным составом, который образуется при борировании в боратах других составов. Использование низкоуглеродистой стали позволяет получать высококачественный наплавленный слой без непроваров, пор, трещин и др. дефектов с меньшими внутренними напряжениями. Пониженное содержание углерода в наплавленном металле и переходной зоне, образование низкоуглеродистого мартенсита приводит к уменьшению хрупкости стали, повышению предела текучести и относительного удлинения, что обеспечивает предотвращение расслоения биметалла при эксплуатационных температурах. Обеспечение требуемых эксплуатационных свойств деталей машин достигается электролитическим борированием. При борировании низкоуглеродистой стали наблюдается большая скорость борирования и лучшее качество поверхностного слоя по сравнению с углеродистыми и легированными сталями. Полученный однофазный боридный слой (Fe2B) характеризуется низкой степенью тетрагональности, а следовательно, низкой напряженностью структуры. Так как бориды железа обладают значительной твердостью связанной с направленным характером и высокой энергетической прочностью межатомных связей, игольчатой структурой, обеспечивающей прочную связь боридного слоя с основой, борированные детали имеют повышенное сопротивление ударно-абразивному воздействию и, коррозии в агрессивных средах при высоких температурах. На фиг.1 изображена зависимость потери массы образцов из стали 40Х9С2 в исходном состоянии (кривая 1), наплавленных низкоуглеродистой сталью и борированных (кривая 2) от времени при износе по схеме кольцо-кольцо; на фиг.2 - зависимость потери массы образцов от времени в окиси свинца РbО при Τ = 900°С. Предлагаемый способ восстановления поверхности износа реализован следующим образом. Подготовленную поверхность износа наплавляют низкоуглеродистой проволокой Св - 08Г2С диаметром 0,8 мм. Хорошее растекание металла и формирование наплавленного валика обеспечивается напряжением дуги 24-25 В. Оптимальный режим наплавки позволил получить хорошее сплавление электродной проволоки с основным металлом, отсутствие пор и окисных включений на всю глубину наплавленного слоя, малые размеры зоны сплавления. После легирования деталь борируют в печи-ванне при режимах: катодная плотность тока Jk = 0,5 А/см2, напряжение U-25 В, температура расплава Т=850-900°С, время t =60 мин. Насыщение производится в жидком безокислительном боратном теплоносителе. Проведение электролитического борирования поверхности износа детали после наплавки позволяет получить за малое время высококачественный слой с необходимыми свойствами поверхности металла детали. Свойства восстановленной поверхности износа по предлагаемому способу сравнивали со свойствами широко применяемой в производстве стали 40Х9С2. Износостойкость наплавленного низкоуглеродистой сталью борированного однофазного слоя в 5-8 раз больше износостойкости стали 40Х9С2 (фиг.1). Повышению износостойкости при высоких температурах способствует то, что при окислении борида железа образуется борный ангидрид (В2О3). который, плавясь при 577°С, выполняет роль смазки. Коррозионная стойкость борированной низкоуглеродистой стали в 4 раза больше, чем стали 40Х9С2 (фиг.2). Использование предлагаемого способа восстановления деталей обеспечивает по сравнению с существующими способами следующие преимущества: - применение низкоуглеродистой стали для наплавки обеспечивает лучшее сплавление электродной проволоки с основным металлом и малые размеры зоны сплавления, получение наплавленного слоя без оксидных включений и металлургических дефектов по сравнению с легированными сталями, - пониженное содержание углерода в наплавленном металле и переходной зоне, образование низкоуглеродистого мартенсита приводит к уменьшению хрупкости стали, повышению предела текучести и относительного удлинения, что обеспечивает предотвращение расслоения биметалла при эксплуатационных температурах, - использование низкоуглеродистой стали для наплавки и жидкого боратного теплоносителя на основе борного ангидрида значительно снижает себестоимость восстановления изношенной поверхности детали, - борирование низкоуглеродистого наплавленного слоя повышает износостойкость в 5-8 раз по сравнению с восстановленным с использованием легированных жаропрочных сталей, - износостойкость поверхности, восстановленной по предлагаемому способу, выше в 5-8 раз по сравнению с износостойкостью поверхности, восстановленной с использованием легированных жаропрочных сталей, - коррозионная стойкость детали восстановленной по предлагаемому способу выше в 4 раза по сравнению с коррозионной стойкостью детали, восстановленной с использованием легированных жаропрочных сталей.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reduction of steel and cast-iron machine elements
Автори англійськоюKanarchuk Vadym Yevhenovych, Barylovych Leonid Pavlovych, Tkachuk Volodymyr Mykytovych
Назва патенту російськоюСпособ восстановления стальных и чугунных деталей машин
Автори російськоюКанарчук Вадим Евгеньевич, Барылович Леонид Павлович, Ткачук Владимир Никитович
МПК / Мітки
МПК: C23C 8/00
Мітки: сталевих, чавунних, машин, спосіб, деталей, відновлення
Код посилання
<a href="https://ua.patents.su/3-19594-sposib-vidnovlennya-stalevikh-ta-chavunnikh-detalejj-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення сталевих та чавунних деталей машин</a>
Спосіб борування сталевих та чавунних виробів
Номер патенту: 10506
Опубліковано: 25.12.1996
Автори: Барилович Леонід Павлович, Ткачук Володимир Микитович, Гордань Георгій Миколайович, Канарчук Вадім Євгенович, Цибульков Василь Петрович
МПК: C23C 8/00
Мітки: спосіб, борування, виробів, чавунних, сталевих
Формула / Реферат:
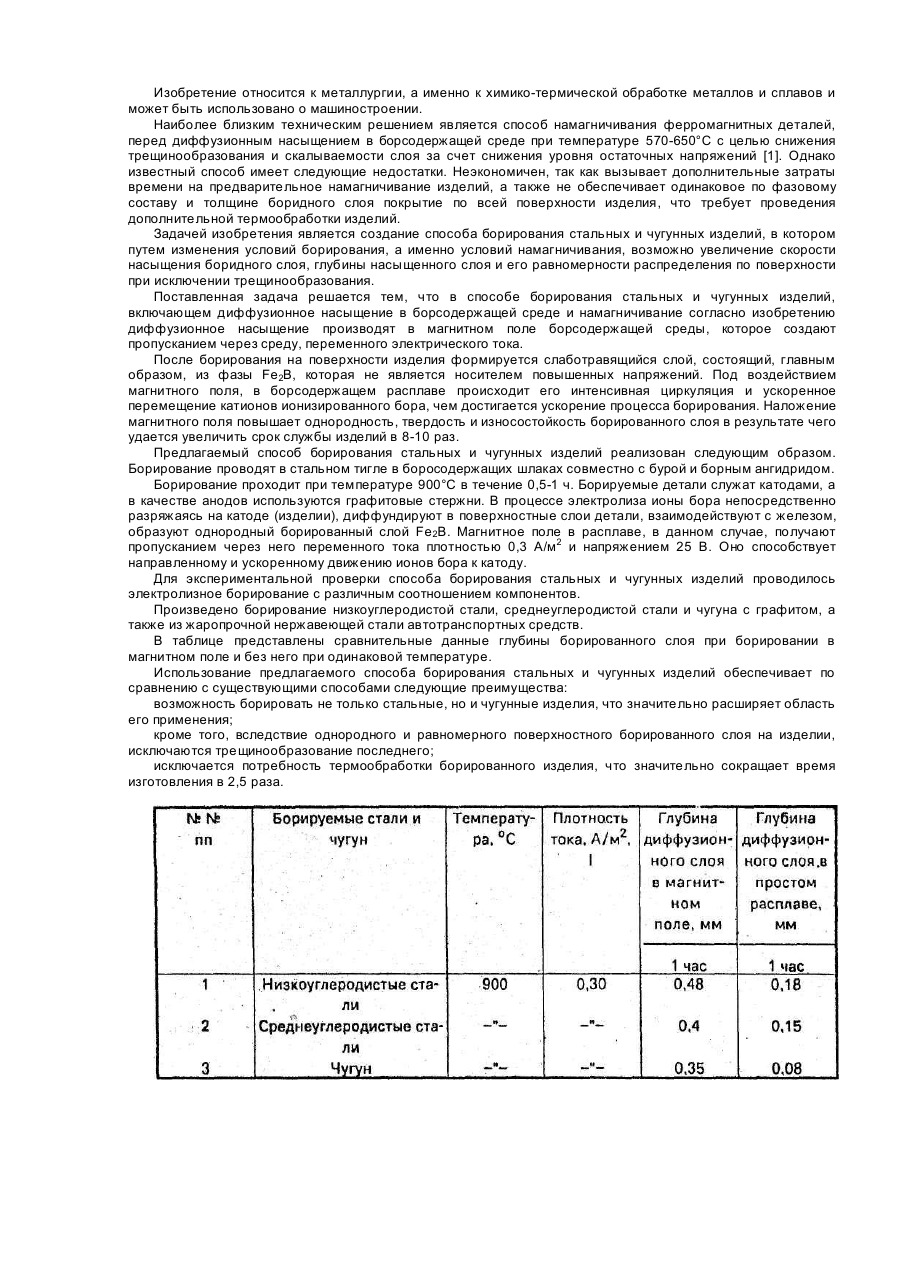
Способ борирования стальных и чугунных изделий, включающий диффузионное насыщение в борсодержащей среде и намагничивание, отличающийся тем, что насыщение производят в магнитном поле борсодержащей среды, которое создают пропусканием через нее, в период насыщения переменного электрического тока.
Склад для борування сталевих і чавунних виробів
Номер патенту: 7233
Опубліковано: 30.06.1995
Автори: Ломаченко Віктор Федорович, Канарчук Вадім Євгенович, Барилович Леонід Павлович, Новікова Тетяна Наумівна, Ткачук Володимир Микитович
МПК: C23C 8/00
Мітки: сталевих, чавунних, виробів, склад, борування
Формула / Реферат:
Состав для борирования стальных и чугунных изделий, содержащий буру и борный ангидрид, отличающийся тем, что он дополнительно содержит карбид бора и фтористый литий при следующем соотношении компонентов, мас.%:бура 10-20борный ангидрид 50-60фтористый литий 5-10 карбид бора...
Склад для безокисного борування сталевих та чавунних виробів
Номер патенту: 10376
Опубліковано: 25.12.1996
Автори: Ткачук Володимир Микитович, Шалаганов Леонід Афанасійович, Новікова Тетяна Наумівна, Канарчук Вадім Євгенович, Барилович Леонід Павлович
МПК: C23C 8/00
Мітки: склад, виробів, борування, сталевих, чавунних, безокисного
Формула / Реферат:
Состав для безокислительного борирования стальных и чугунных изделий, содержащий борный ангидрид, буру, отличающийся тем, что он дополнительно содержит окислы натрия, церия, железа и фтористый литий при следующем соотношения компонентов, мас.%:борный ангидрид 60-70бура 3-5окись натрия (Na2O) 10-20окись церия (ZrO) ...
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Бондарюк Микола Миколайович, Жуков Андрій Олександрович, Малимон Валентина Ігорівна, Бондаренко Олександр Вікторович
МПК: C23C 8/08
Мітки: зміцнення, деталей, поверхневого, сталевих, спосіб
Формула / Реферат:
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Тончева Ніна Миколаївна, Коровайченко Юрій Миколайович, Черновол Михайло Іванович
МПК: C21D 8/00
Мітки: спосіб, сталевих, відновлення, деталей
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Попередній патент: Одношарова обмотка якоря електричної машини
Наступний патент: Вузол сполучення трубобетонної колони з основою
Випадковий патент: Контейнер