Пристрій для вимірювання поперечних розмірів прокату
Формула / Реферат
1. Устройство для измерения поперечных размеров проката, содержащее источник света и зеркало, установленные с возможностью вращения, отличающее-с я тем, что оно снабжено панелью с отверстием для прохода проката, предназначенной для взаимного расположения и крепления элементов устройства, углоизмерительными модулями, аналого-цифровыми преобразователями, генератором тактовых импульсов и вычислительным блоком с узлом отображения, зеркалами подсветки, частотными селекторами, тепло-поглощающими фильтрами, источник света выполнен в виде лазера, лазер и зеркало установлены с одной стороны, а зеркала подсветки с другой стороны отверстия панели, углоизмерительные модули устанавливаются на периферии измеряемого контура так, что их оптические оси направлены на участок расположения геометрического центра этого контура, а смежные модули расположены так, что их поля зрения перекрыты, выходы модулей через аналого-цифровые преобразователи включены на блок вычисления, выход которого включен на вход узла отображения.
2. Устройство по п.1, οтличающееся тем, что лазер выполнен ультрафиолетовым.
Текст
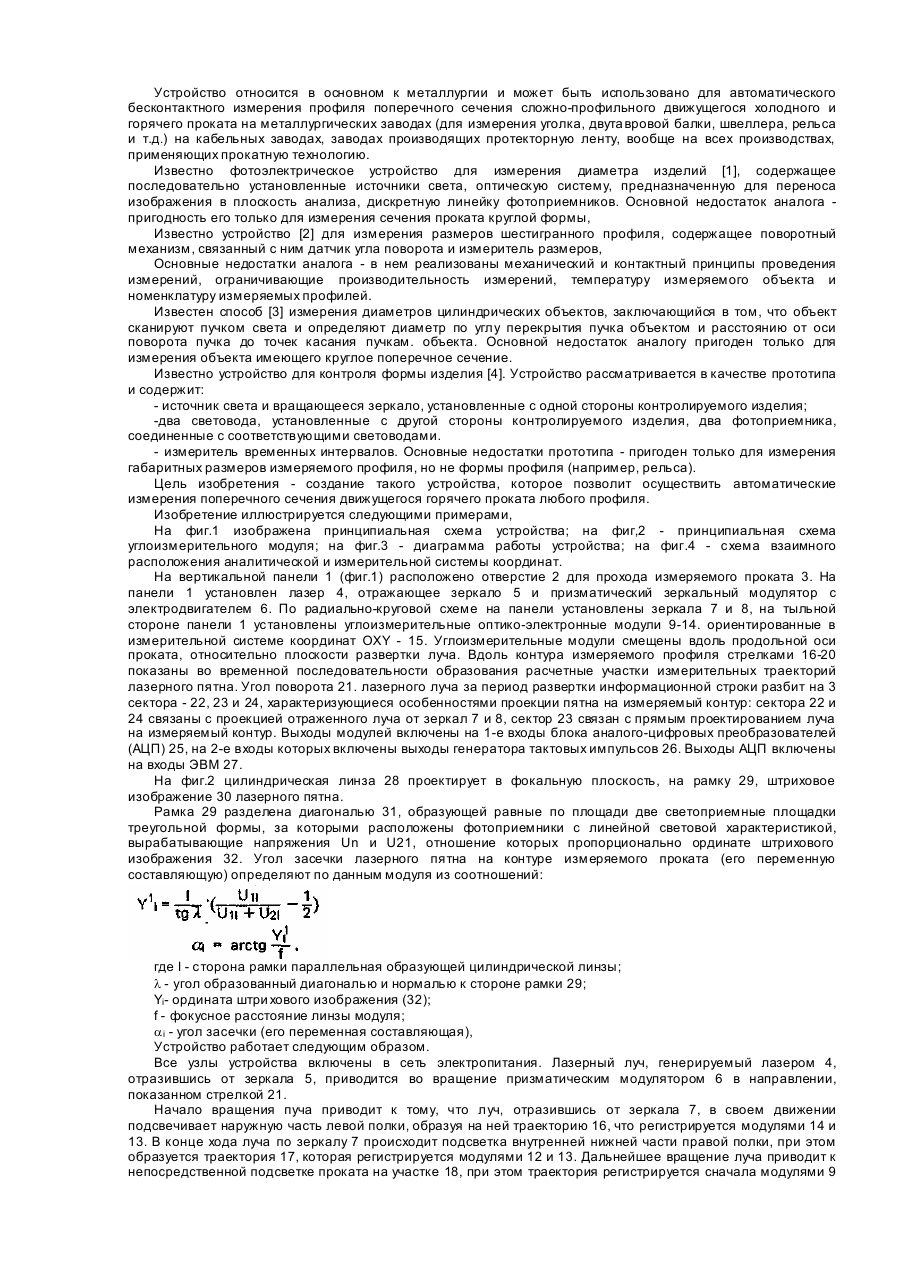
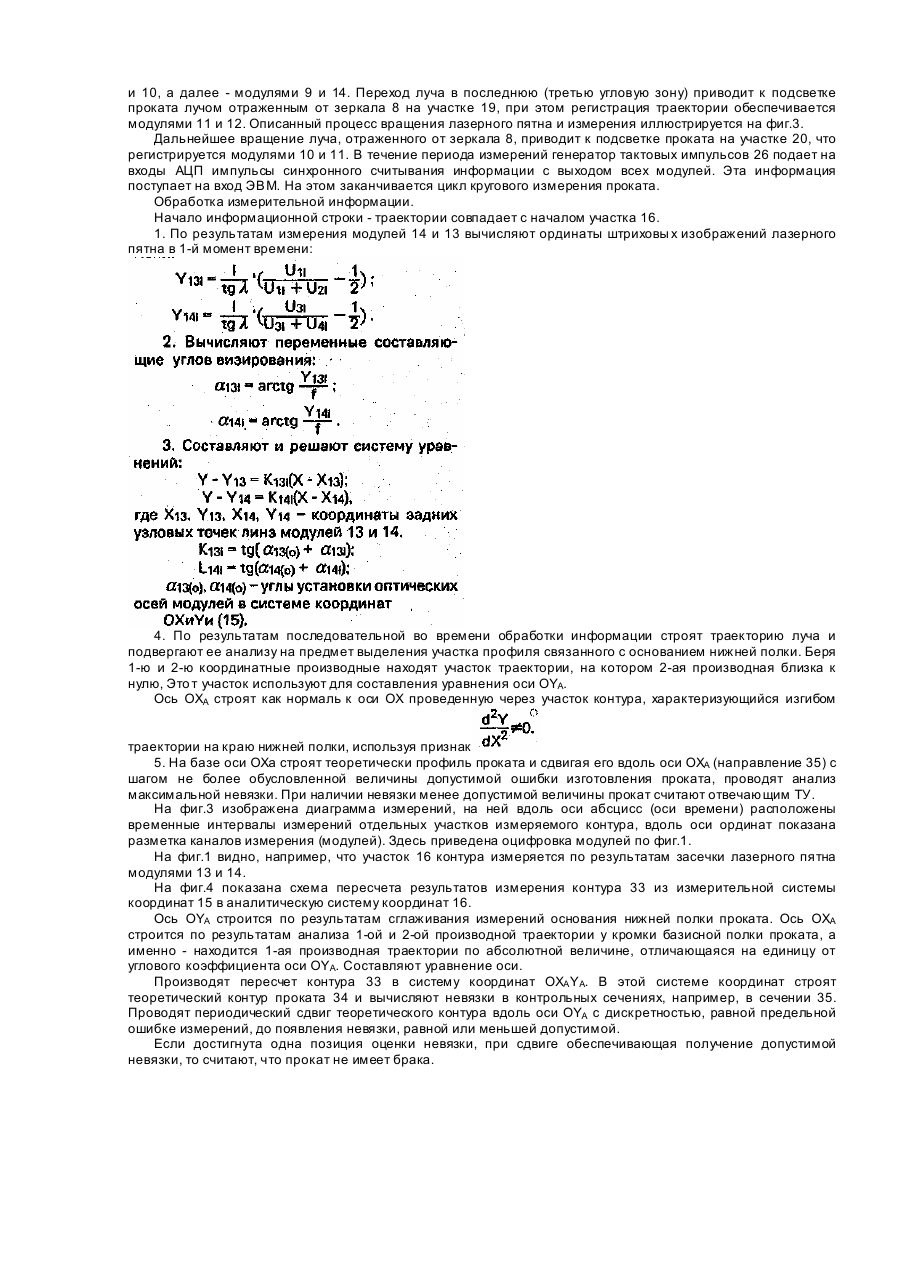
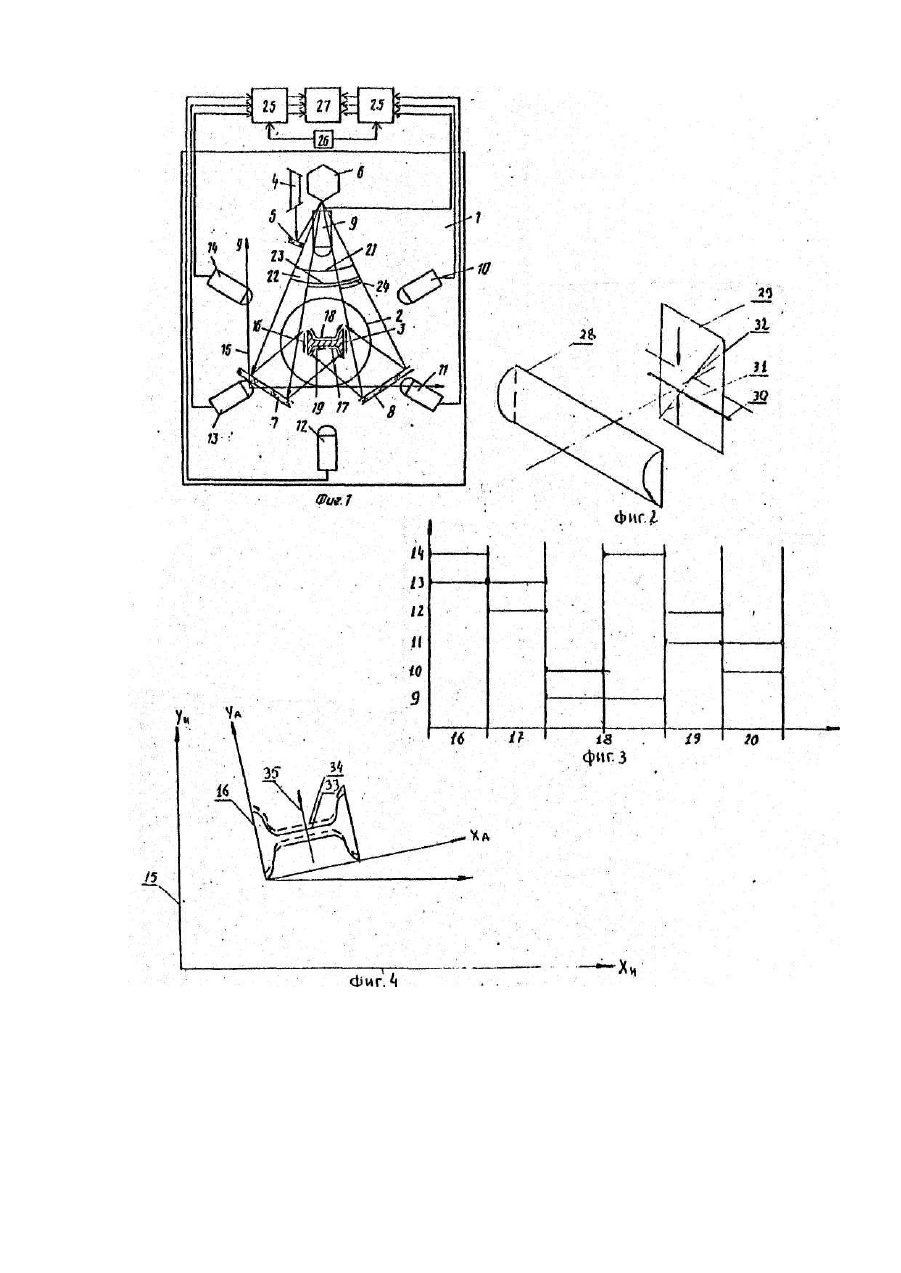
Устройство относится в основном к металлургии и может быть использовано для автоматического бесконтактного измерения профиля поперечного сечения сложно-профильного движущегося холодного и горячего проката на металлургических заводах (для измерения уголка, двута вровой балки, швеллера, рельса и т.д.) на кабельных заводах, заводах производящих протекторную ленту, вообще на всех производствах, применяющих прокатную технологию. Известно фотоэлектрическое устройство для измерения диаметра изделий [1], содержащее последовательно установленные источники света, оптическую систему, предназначенную для переноса изображения в плоскость анализа, дискретную линейку фотоприемников. Основной недостаток аналога пригодность его только для измерения сечения проката круглой формы, Известно устройство [2] для измерения размеров шестигранного профиля, содержащее поворотный механизм, связанный с ним датчик угла поворота и измеритель размеров, Основные недостатки аналога - в нем реализованы механический и контактный принципы проведения измерений, ограничивающие производительность измерений, температуру измеряемого объекта и номенклатуру измеряемых профилей. Известен способ [3] измерения диаметров цилиндрических объектов, заключающийся в том, что объект сканируют пучком света и определяют диаметр по углу перекрытия пучка объектом и расстоянию от оси поворота пучка до точек касания пучкам. объекта. Основной недостаток аналогу пригоден только для измерения объекта имеющего круглое поперечное сечение. Известно устройство для контроля формы изделия [4]. Устройство рассматривается в качестве прототипа и содержит: - источник света и вращающееся зеркало, установленные с одной стороны контролируемого изделия; -два световода, установленные с другой стороны контролируемого изделия, два фотоприемника, соединенные с соответствующими световодами. - измеритель временных интервалов. Основные недостатки прототипа - пригоден только для измерения габаритных размеров измеряемого профиля, но не формы профиля (например, рельса). Цель изобретения - создание такого устройства, которое позволит осуществить автоматические измерения поперечного сечения движущегося горячего проката любого профиля. Изобретение иллюстрируется следующими примерами, На фиг.1 изображена принципиальная схема устройства; на фиг,2 - принципиальная схема углоизмерительного модуля; на фиг.3 - диаграмма работы устройства; на фиг.4 - схема взаимного расположения аналитической и измерительной системы координат. На вертикальной панели 1 (фиг.1) расположено отверстие 2 для прохода измеряемого проката 3. На панели 1 установлен лазер 4, отражающее зеркало 5 и призматический зеркальный модулятор с электродвигателем 6. По радиально-круговой схеме на панели установлены зеркала 7 и 8, на тыльной стороне панели 1 установлены углоизмерительные оптико-электронные модули 9-14. ориентированные в измерительной системе координат OXY - 15. Углоизмерительные модули смещены вдоль продольной оси проката, относительно плоскости развертки луча. Вдоль контура измеряемого профиля стрелками 16-20 показаны во временной последовательности образования расчетные участки измерительных траекторий лазерного пятна. Угол поворота 21. лазерного луча за период развертки информационной строки разбит на 3 сектора - 22, 23 и 24, характеризующиеся особенностями проекции пятна на измеряемый контур: сектора 22 и 24 связаны с проекцией отраженного луча от зеркал 7 и 8, сектор 23 связан с прямым проектированием луча на измеряемый контур. Выходы модулей включены на 1-е входы блока аналого-цифровых преобразователей (АЦП) 25, на 2-е входы которых включены выходы генератора тактовых импульсов 26. Выходы АЦП включены на входы ЭВМ 27. На фиг.2 цилиндрическая линза 28 проектирует в фокальную плоскость, на рамку 29, штриховое изображение 30 лазерного пятна. Рамка 29 разделена диагональю 31, образующей равные по площади две светоприемные площадки треугольной формы, за которыми расположены фотоприемники с линейной световой характеристикой, вырабатывающие напряжения Un и U21, отношение которых пропорционально ординате штрихового изображения 32. Угол засечки лазерного пятна на контуре измеряемого проката (его переменную составляющую) определяют по данным модуля из соотношений: где I - сторона рамки параллельная образующей цилиндрической линзы; l - угол образованный диагональю и нормалью к стороне рамки 29; Υi- ордината штри хового изображения (32); f - фокусное расстояние линзы модуля; a i - угол засечки (его переменная составляющая), Устройство работает следующим образом. Все узлы устройства включены в сеть электропитания. Лазерный луч, генерируемый лазером 4, отразившись от зеркала 5, приводится во вращение призматическим модулятором 6 в направлении, показанном стрелкой 21. Начало вращения пуча приводит к тому, что луч, отразившись от зеркала 7, в своем движении подсвечивает наружную часть левой полки, образуя на ней траекторию 16, что регистрируется модулями 14 и 13. В конце хода луча по зеркалу 7 происходит подсветка внутренней нижней части правой полки, при этом образуется траектория 17, которая регистрируется модулями 12 и 13. Дальнейшее вращение луча приводит к непосредственной подсветке проката на участке 18, при этом траектория регистрируется сначала модулями 9 и 10, а далее - модулями 9 и 14. Переход луча в последнюю (третью угловую зону) приводит к подсветке проката лучом отраженным от зеркала 8 на участке 19, при этом регистрация траектории обеспечивается модулями 11 и 12. Описанный процесс вращения лазерного пятна и измерения иллюстрируется на фиг.3. Дальнейшее вращение луча, отраженного от зеркала 8, приводит к подсветке проката на участке 20, что регистрируется модулями 10 и 11. В течение периода измерений генератор тактовых импульсов 26 подает на входы АЦП импульсы синхронного считывания информации с выходом всех модулей. Эта информация поступает на вход ЭВМ. На этом заканчивается цикл кругового измерения проката. Обработка измерительной информации. Начало информационной строки - траектории совпадает с началом участка 16. 1. По результатам измерения модулей 14 и 13 вычисляют ординаты штриховы х изображений лазерного пятна в 1-й момент времени: 4. По результатам последовательной во времени обработки информации строят траекторию луча и подвергают ее анализу на предмет выделения участка профиля связанного с основанием нижней полки. Беря 1-ю и 2-ю координатные производные находят участок траектории, на котором 2-ая производная близка к нулю, Это т участок используют для составления уравнения оси ΟΥA. Ось ОХA строят как нормаль к оси ОХ проведенную через участок контура, характеризующийся изгибом траектории на краю нижней полки, используя признак 5. На базе оси ОХа строят теоретически профиль проката и сдвигая его вдоль оси ОХA (направление 35) с шагом не более обусловленной величины допустимой ошибки изготовления проката, проводят анализ максимальной невязки. При наличии невязки менее допустимой величины прокат считают отвечающим ТУ. На фиг.3 изображена диаграмма измерений, на ней вдоль оси абсцисс (оси времени) расположены временные интервалы измерений отдельных участков измеряемого контура, вдоль оси ординат показана разметка каналов измерения (модулей). Здесь приведена оцифровка модулей по фиг.1. На фиг.1 видно, например, что участок 16 контура измеряется по результатам засечки лазерного пятна модулями 13 и 14. На фиг.4 показана схема пересчета результатов измерения контура 33 из измерительной системы координат 15 в аналитическую систему координат 16. Ось ΟΥA строится по результатам сглаживания измерений основания нижней полки проката. Ось ОХA строится по результатам анализа 1-ой и 2-ой производной траектории у кромки базисной полки проката, а именно - находится 1-ая производная траектории по абсолютной величине, отличающаяся на единицу от углового коэффициента оси ΟΥA. Составляют уравнение оси. Производят пересчет контура 33 в систему координат ΟΧA ΥA. В этой системе координат строят теоретический контур проката 34 и вычисляют невязки в контрольных сечениях, например, в сечении 35. Проводят периодический сдвиг теоретического контура вдоль оси ΟΥA с дискретностью, равной предельной ошибке измерений, до появления невязки, равной или меньшей допустимой. Если достигнута одна позиция оценки невязки, при сдвиге обеспечивающая получение допустимой невязки, то считают, что прокат не имеет брака.
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for measuring roll cross dimensions
Автори англійськоюKolenko Anatolii Dmytrovych
Назва патенту російськоюУстройство для измерения поперечных размеров проката
Автори російськоюКоленко Анатолий Дмитриевич
МПК / Мітки
МПК: G01B 21/02
Мітки: пристрій, прокату, розмірів, вимірювання, поперечних
Код посилання
<a href="https://ua.patents.su/3-19833-pristrijj-dlya-vimiryuvannya-poperechnikh-rozmiriv-prokatu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вимірювання поперечних розмірів прокату</a>
Пристрій для вимірювання лінійних розмірів об’єкту
Номер патенту: 5162
Опубліковано: 28.12.1994
Автори: Осецький Юрій Михайлович, Значковський Борис Миколайович, Гоцалюк Юрій Борисович
МПК: G01B 7/02
Мітки: лінійних, вимірювання, об'єкту, пристрій, розмірів
Формула / Реферат:
Устройство для измерения линейных размеров объекта, содержащее n датчиков положения поверхности измеряемого объекта и источник опорного напряжения, выполненные в виде поворотных трансформаторов, источник питающего напряжения, схему суммирования, n регулируемых резисторов по числу датчиков положения поверхности измеряемого объекта, подключенный к выходу схемы суммирования регистратор, первичные обмотки поворотных трансформаторов датчиков...
Пристрій для вимірювання лінійних розмірів об’єкту
Номер патенту: 5080
Опубліковано: 28.12.1994
Автори: Гоцалюк Юрій Борисович, Осецький Юрій Михайлович, Значковський Борис Миколайович
МПК: G01B 7/02, G01B 11/00
Мітки: розмірів, вимірювання, об'єкту, пристрій, лінійних
Формула / Реферат:
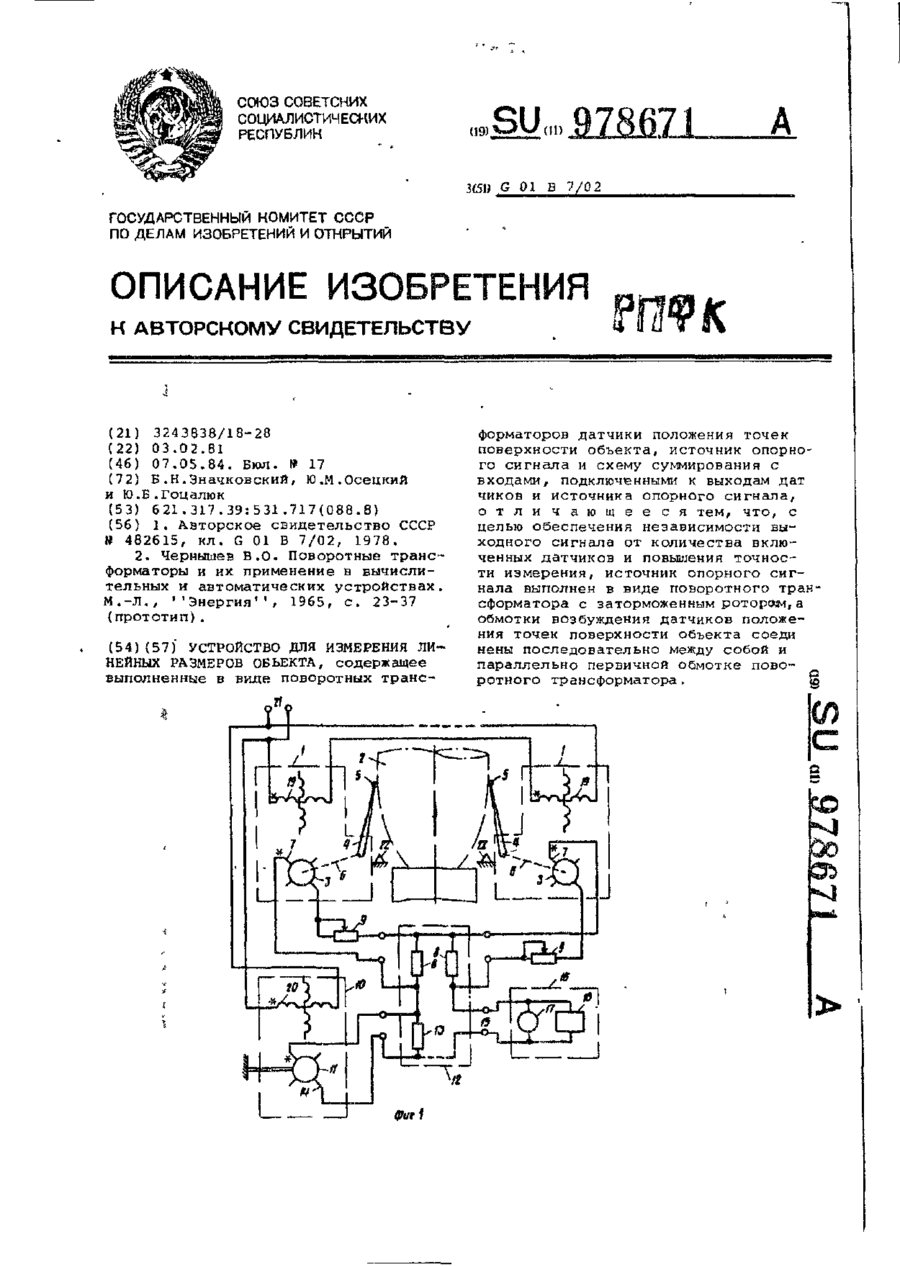
Устройство для измерения линейных размеров объектов, содержащее выполненные в виде поворотных трансформаторов датчики положения точек поверхности объекта, источник опорного сигнала и схему суммирования со входами, подключенными к выходам датчиков и источника опорного сигнала, отличающееся тем, что, с щелью обеспечения независимости выходного сигнала от количества включенных датчиков и повышения точности измерения, источник опорного...
Пристрій для вимірювання частотно-контрастних характеристик електронно-променевих трубок з тривалим післясвітінням
Номер патенту: 18624
Опубліковано: 25.12.1997
Автори: Війтович Богдан Іванович, Самолюк Олег Олексійович, Дужий Теодозій Михайлович, Парадовський Богдан Петрович, Стецько Ігор Євгенович
МПК: H01J 31/00
Мітки: трубок, післясвітінням, тривалим, вимірювання, частотно-контрастних, характеристик, пристрій, електронно-променевих
Формула / Реферат:
1. Устройство для измерения частотно-контрастных характеристик электронно-лучевых трубок с длительным послесвечением, содержащее последовательно расположенные объектив микроскопа для фокусировки изображения с экрана испытываемой электронно-лучевой трубки, элемент, анализирующий конфигурацию светового сигнала, фотоэлектронный умножитель, электрически соединенный с осциллографом, высокочастотный генератор и устройство для развертки луча на...
Спосіб визначення лінійних розмірів і прилад для його відтворення
Номер патенту: 7001
Опубліковано: 31.03.1995
Автори: Осьмак Олександр Миколайович, Бузанов Віктор Іванович, Камелін Анатолій Борисович, Попов Костянтин Михайлович
МПК: G01B 11/00
Мітки: лінійних, визначення, відтворення, прилад, спосіб, розмірів
Формула / Реферат:
1. Способ определения линейных размеров деталей, основанный на сканировании луча лазера вдоль измерительной плоскости и измерении в каждом цикле интервала времени прерывания лазерного луча измеряемым объектом, отличающийся тем, что в каждом цикле измеряют длительность импульсов засветки фотоприемного тракта лазерным излучением, измеряют временные интервалы от фронтов первого импульса засветки до фронтов заданного количества последующих...
Пристрій для вимірювання інтенсивності потоку атомів газу у вакуумі
Номер патенту: 19793
Опубліковано: 25.12.1997
Автори: Шендерович Олександр Маркович, Єфімов Володимир Павлович
МПК: G01N 15/02
Мітки: газу, пристрій, потоку, вакуумі, вимірювання, інтенсивності, атомів
Формула / Реферат:
Устройство для измерения интенсивности потока атомов газа в вакууме, содержащее коллектор измеряемого потока газа, отличающееся тем, что в него введены фотодетектор с преобразователем излучения с длиной волны, соответствующей энергии, выделяемой при рекомбинации атомов измеряемого газа, и система для сбора излучения с коллектора на детектор, а коллектор выполнен с зеркальной поверхностью.
Попередній патент: Кріогенний трансформатор
Наступний патент: Композиція інгредієнтів для коктейля “флора”
Випадковий патент: Ножиці для поперечного різання товстих листів з ексцентриковим приводом