Спосіб визначення лінійних розмірів і прилад для його відтворення
Номер патенту: 7001
Опубліковано: 31.03.1995
Автори: Камелін Анатолій Борисович, Бузанов Віктор Іванович, Осьмак Олександр Миколайович, Попов Костянтин Михайлович
Формула / Реферат
1. Способ определения линейных размеров деталей, основанный на сканировании луча лазера вдоль измерительной плоскости и измерении в каждом цикле интервала времени прерывания лазерного луча измеряемым объектом, отличающийся тем, что в каждом цикле измеряют длительность импульсов засветки фотоприемного тракта лазерным излучением, измеряют временные интервалы от фронтов первого импульса засветки до фронтов заданного количества последующих импульсов и, с учетом сравнения известного линейного размера, соответствующего прохождению заданного количества импульсов; с определяемыми по измеренным временным интервалам, корректируют величину вычисленного размера детали.
2. Устройство для определения линейных размеров деталей, содержащее линейный лазер, зеркало, закрепленное на поворотном основании с электромеханическим приводом, передающий и приемный объективы, фотоэлемент, формирователь импульсов, генератор опорной частоты, управляющий ключ, счетчик и вычислительное устройство, отличающееся тем, что в него дополнительно введены диафрагма, расположенная перед приемным объективом и содержащая непрозрачные поперечные участки фиксированной ширины, два элемента "И", инвертор, второй управляющий ключ и второй счетчик, при этом выход фотоэлемента подключен ко входу формирователя, один из выходов формирователя подключен ко входу первого элемента "И", а второй выход через инвертор - ко входу второго элемента "И' каждый из выходов логических элементов "И" подключен ко входам управляющих ключей, ко вторым входам которых подключен генератор опорной частоты, выходы управляющих ключей подключены ко входам счетчиков, а выходы счетчиков подключены к вычислителю.
Текст
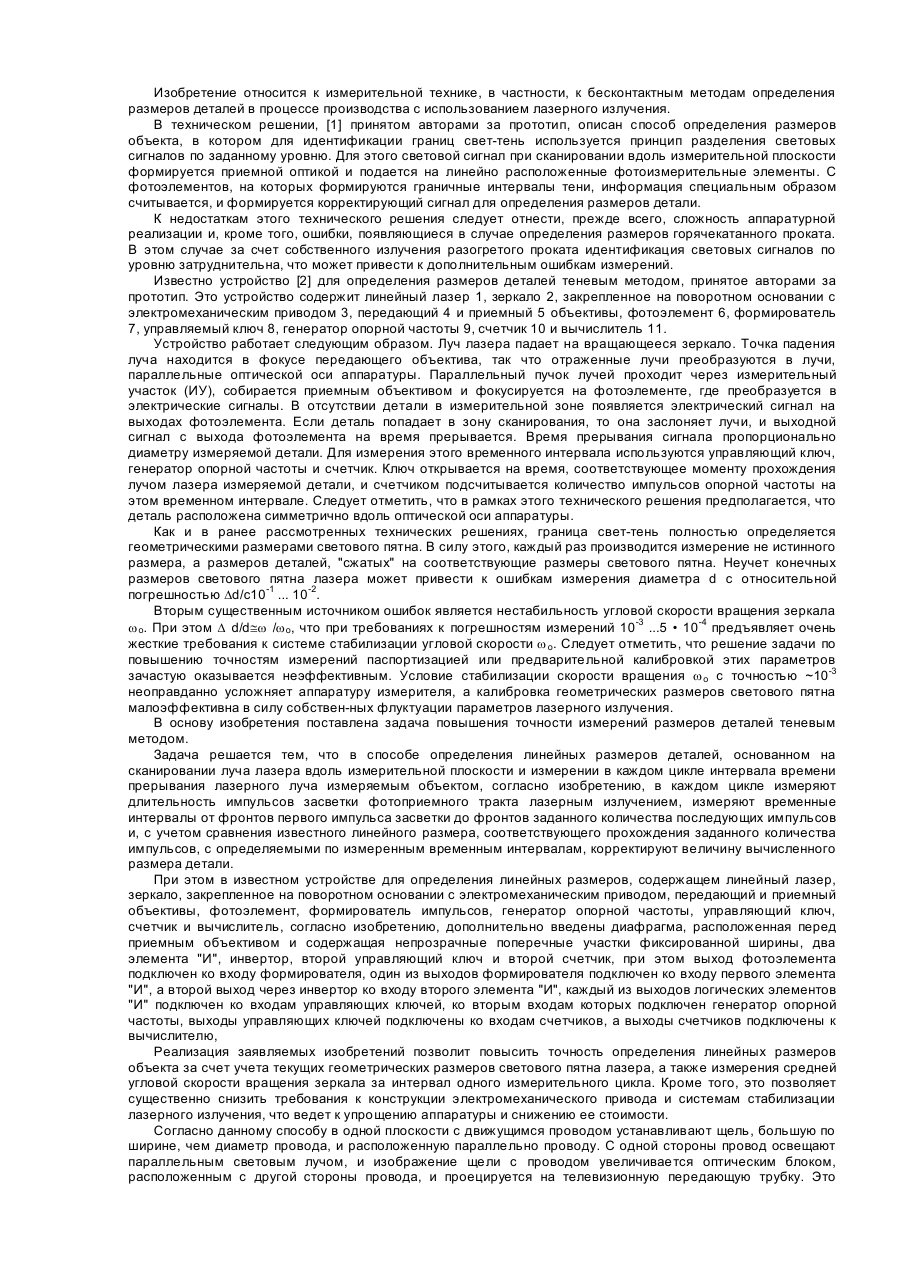
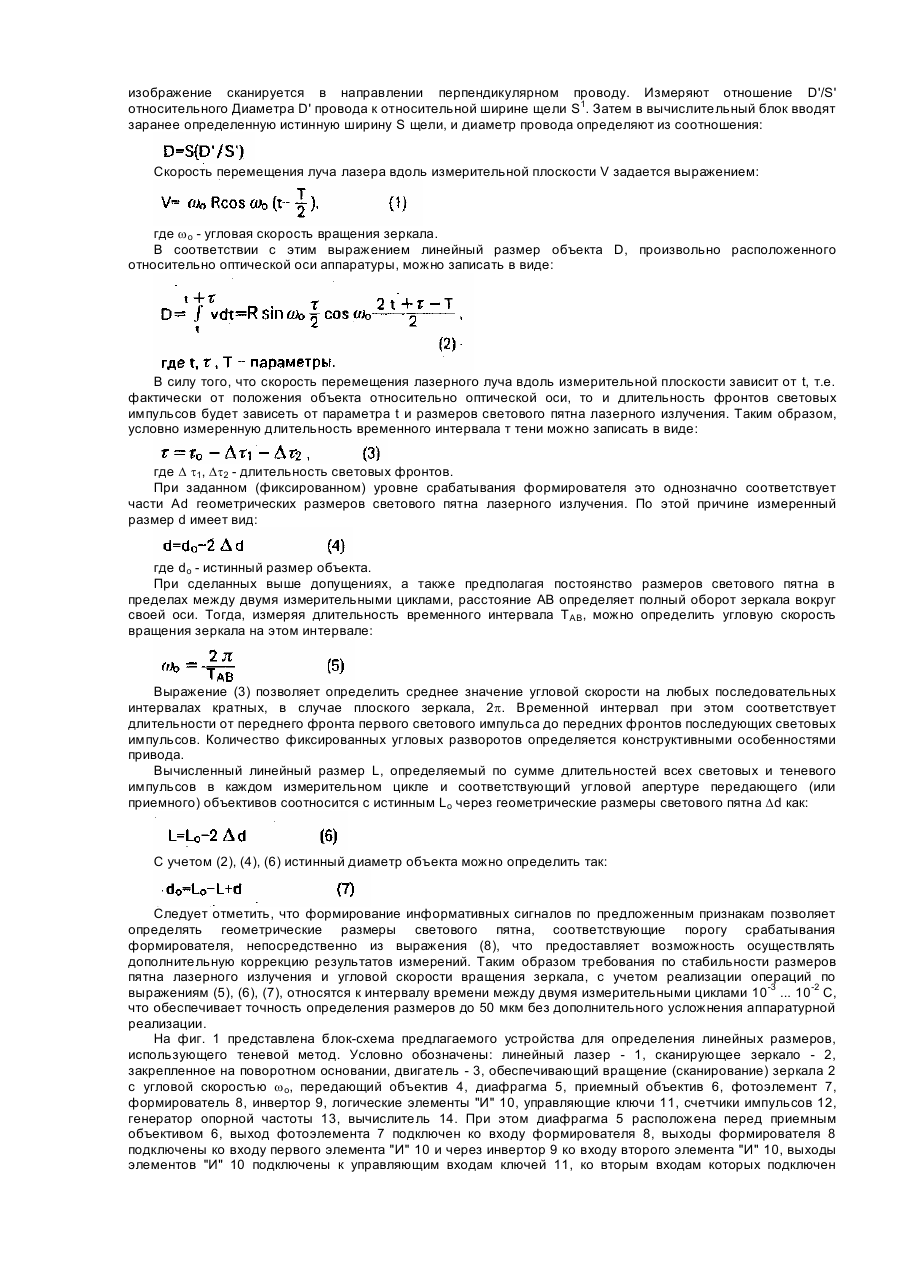
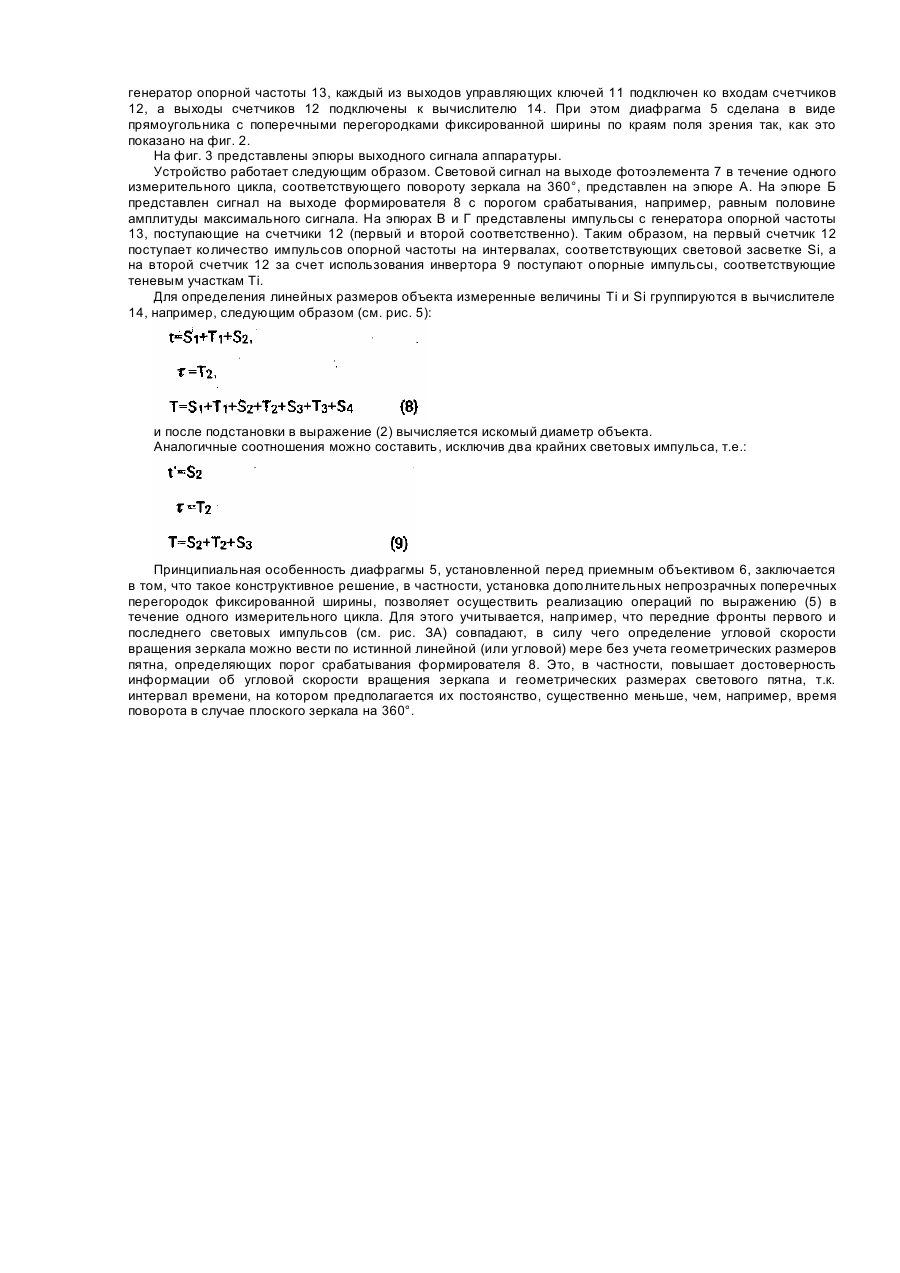
Изобретение относится к измерительной технике, в частности, к бесконтактным методам определения размеров деталей в процессе производства с использованием лазерного излучения. В техническом решении, [1] принятом авторами за прототип, описан способ определения размеров объекта, в котором для идентификации границ свет-тень используется принцип разделения световых сигналов по заданному уровню. Для этого световой сигнал при сканировании вдоль измерительной плоскости формируется приемной оптикой и подается на линейно расположенные фотоизмерительные элементы. С фотоэлементов, на которых формируются граничные интервалы тени, информация специальным образом считывается, и формируется корректирующий сигнал для определения размеров детали. К недостаткам этого технического решения следует отнести, прежде всего, сложность аппаратурной реализации и, кроме того, ошибки, появляющиеся в случае определения размеров горячекатанного проката. В этом случае за счет собственного излучения разогретого проката идентификация световых сигналов по уровню затруднительна, что может привести к дополнительным ошибкам измерений. Известно устройство [2] для определения размеров деталей теневым методом, принятое авторами за прототип. Это устройство содержит линейный лазер 1, зеркало 2, закрепленное на поворотном основании с электромеханическим приводом 3, передающий 4 и приемный 5 объективы, фотоэлемент 6, формирователь 7, управляемый ключ 8, генератор опорной частоты 9, счетчик 10 и вычислитель 11. Устройство работает следующим образом. Луч лазера падает на вращающееся зеркало. Точка падения луча находится в фокусе передающего объектива, так что отраженные лучи преобразуются в лучи, параллельные оптической оси аппаратуры. Параллельный пучок лучей проходит через измерительный участок (ИУ), собирается приемным объективом и фокусируется на фотоэлементе, где преобразуется в электрические сигналы. В отсутствии детали в измерительной зоне появляется электрический сигнал на выходах фотоэлемента. Если деталь попадает в зону сканирования, то она заслоняет лучи, и выходной сигнал с выхода фотоэлемента на время прерывается. Время прерывания сигнала пропорционально диаметру измеряемой детали. Для измерения этого временного интервала используются управляющий ключ, генератор опорной частоты и счетчик. Ключ открывается на время, соответствующее моменту прохождения лучом лазера измеряемой детали, и счетчиком подсчитывается количество импульсов опорной частоты на этом временном интервале. Следует отметить, что в рамках этого технического решения предполагается, что деталь расположена симметрично вдоль оптической оси аппаратуры. Как и в ранее рассмотренных технических решениях, граница свет-тень полностью определяется геометрическими размерами светового пятна. В силу этого, каждый раз производится измерение не истинного размера, а размеров деталей, "сжатых" на соответствующие размеры светового пятна. Неучет конечных размеров светового пятна лазера может привести к ошибкам измерения диаметра d с относительной погрешностью Dd/c10-1 ... 10-2. Вторым существенным источником ошибок является нестабильность угловой скорости вращения зеркала w o. При этом D d/d@w /w o, что при требованиях к погрешностям измерений 10-3 ...5 • 10-4 предъявляет очень жесткие требования к системе стабилизации угловой скорости w o. Следует отметить, что решение задачи по повышению точностям измерений паспортизацией или предварительной калибровкой этих параметров зачастую оказывается неэффективным. Условие стабилизации скорости вращения w o с точностью ~10-3 неоправданно усложняет аппаратуру измерителя, а калибровка геометрических размеров светового пятна малоэффективна в силу собствен-ных флуктуации параметров лазерного излучения. В основу изобретения поставлена задача повышения точности измерений размеров деталей теневым методом. Задача решается тем, что в способе определения линейных размеров деталей, основанном на сканировании луча лазера вдоль измерительной плоскости и измерении в каждом цикле интервала времени прерывания лазерного луча измеряемым объектом, согласно изобретению, в каждом цикле измеряют длительность импульсов засветки фотоприемного тракта лазерным излучением, измеряют временные интервалы от фронтов первого импульса засветки до фронтов заданного количества последующих импульсов и, с учетом сравнения известного линейного размера, соответствующего прохождения заданного количества импульсов, с определяемыми по измеренным временным интервалам, корректируют величину вычисленного размера детали. При этом в известном устройстве для определения линейных размеров, содержащем линейный лазер, зеркало, закрепленное на поворотном основании с электромеханическим приводом, передающий и приемный объективы, фотоэлемент, формирователь импульсов, генератор опорной частоты, управляющий ключ, счетчик и вычислитель, согласно изобретению, дополнительно введены диафрагма, расположенная перед приемным объективом и содержащая непрозрачные поперечные участки фиксированной ширины, два элемента "И", инвертор, второй управляющий ключ и второй счетчик, при этом выход фотоэлемента подключен ко входу формирователя, один из выходов формирователя подключен ко входу первого элемента "И", а второй выход через инвертор ко входу второго элемента "И", каждый из выходов логических элементов "И" подключен ко входам управляющих ключей, ко вторым входам которых подключен генератор опорной частоты, выходы управляющих ключей подключены ко входам счетчиков, а выходы счетчиков подключены к вычислителю, Реализация заявляемых изобретений позволит повысить точность определения линейных размеров объекта за счет учета текущих геометрических размеров светового пятна лазера, а также измерения средней угловой скорости вращения зеркала за интервал одного измерительного цикла. Кроме того, это позволяет существенно снизить требования к конструкции электромеханического привода и системам стабилизации лазерного излучения, что ведет к упрощению аппаратуры и снижению ее стоимости. Согласно данному способу в одной плоскости с движущимся проводом устанавливают щель, большую по ширине, чем диаметр провода, и расположенную параллельно проводу. С одной стороны провод освещают параллельным световым лучом, и изображение щели с проводом увеличивается оптическим блоком, расположенным с другой стороны провода, и проецируется на телевизионную передающую трубку. Это изображение сканируется в направлении перпендикулярном проводу. Измеряют отношение D'/S' относительного Диаметра D' провода к относительной ширине щели S1. Затем в вычислительный блок вводят заранее определенную истинную ширину S щели, и диаметр провода определяют из соотношения: Скорость перемещения луча лазера вдоль измерительной плоскости V задается выражением: где w o - угловая скорость вращения зеркала. В соответствии с этим выражением линейный размер объекта D, произвольно расположенного относительно оптической оси аппаратуры, можно записать в виде: В силу того, что скорость перемещения лазерного луча вдоль измерительной плоскости зависит от t, т.е. фактически от положения объекта относительно оптической оси, то и длительность фронтов световых импульсов будет зависеть от параметра t и размеров светового пятна лазерного излучения. Таким образом, условно измеренную длительность временного интервала т тени можно записать в виде: где D t1, Dt2 - длительность световых фронтов. При заданном (фиксированном) уровне срабатывания формирователя это однозначно соответствует части Ad геометрических размеров светового пятна лазерного излучения. По этой причине измеренный размер d имеет вид: где do - истинный размер объекта. При сделанных выше допущениях, а также предполагая постоянство размеров светового пятна в пределах между двумя измерительными циклами, расстояние АВ определяет полный оборот зеркала вокруг своей оси. Тогда, измеряя длительность временного интервала Т AB, можно определить угловую скорость вращения зеркала на этом интервале: Выражение (3) позволяет определить среднее значение угловой скорости на любых последовательных интервалах кратных, в случае плоского зеркала, 2p. Временной интервал при этом соответствует длительности от переднего фронта первого светового импульса до передних фронтов последующих световых импульсов. Количество фиксированных угловых разворотов определяется конструктивными особенностями привода. Вычисленный линейный размер L, определяемый по сумме длительностей всех световых и теневого импульсов в каждом измерительном цикле и соответствующий угловой апертуре передающего (или приемного) объективов соотносится с истинным Lо через геометрические размеры светового пятна Dd как: С учетом (2), (4), (6) истинный диаметр объекта можно определить так: Следует отметить, что формирование информативных сигналов по предложенным признакам позволяет определять геометрические размеры светового пятна, соответствующие порогу срабатывания формирователя, непосредственно из выражения (8), что предоставляет возможность осуществлять дополнительную коррекцию результатов измерений. Таким образом требования по стабильности размеров пятна лазерного излучения и угловой скорости вращения зеркала, с учетом реализации операций по выражениям (5), (6), (7), относятся к интервалу времени между двумя измерительными циклами 10-3 ... 10-2 С, что обеспечивает точность определения размеров до 50 мкм без дополнительного усложнения аппаратурной реализации. На фиг. 1 представлена блок-схема предлагаемого устройства для определения линейных размеров, использующего теневой метод. Условно обозначены: линейный лазер - 1, сканирующее зеркало - 2, закрепленное на поворотном основании, двигатель - 3, обеспечивающий вращение (сканирование) зеркала 2 с угловой скоростью w o, передающий объектив 4, диафрагма 5, приемный объектив 6, фотоэлемент 7, формирователь 8, инвертор 9, логические элементы "И" 10, управляющие ключи 11, счетчики импульсов 12, генератор опорной частоты 13, вычислитель 14. При этом диафрагма 5 расположена перед приемным объективом 6, выход фотоэлемента 7 подключен ко входу формирователя 8, выходы формирователя 8 подключены ко входу первого элемента "И" 10 и через инвертор 9 ко входу второго элемента "И" 10, выходы элементов "И" 10 подключены к управляющим входам ключей 11, ко вторым входам которых подключен генератор опорной частоты 13, каждый из выходов управляющих ключей 11 подключен ко входам счетчиков 12, а выходы счетчиков 12 подключены к вычислителю 14. При этом диафрагма 5 сделана в виде прямоугольника с поперечными перегородками фиксированной ширины по краям поля зрения так, как это показано на фиг. 2. На фиг. 3 представлены эпюры выходного сигнала аппаратуры. Устройство работает следующим образом. Световой сигнал на выходе фотоэлемента 7 в течение одного измерительного цикла, соответствующего повороту зеркала на 360°, представлен на эпюре А. На эпюре Б представлен сигнал на выходе формирователя 8 с порогом срабатывания, например, равным половине амплитуды максимального сигнала. На эпюрах В и Г представлены импульсы с генератора опорной частоты 13, поступающие на счетчики 12 (первый и второй соответственно). Таким образом, на первый счетчик 12 поступает количество импульсов опорной частоты на интервалах, соответствующих световой засветке Si, а на второй счетчик 12 за счет использования инвертора 9 поступают опорные импульсы, соответствующие теневым участкам Ti. Для определения линейных размеров объекта измеренные величины Ti и Si группируются в вычислителе 14, например, следующим образом (см. рис. 5): и после подстановки в выражение (2) вычисляется искомый диаметр объекта. Аналогичные соотношения можно составить, исключив два крайних световых импульса, т.е.: Принципиальная особенность диафрагмы 5, установленной перед приемным объективом 6, заключается в том, что такое конструктивное решение, в частности, установка дополнительных непрозрачных поперечных перегородок фиксированной ширины, позволяет осуществить реализацию операций по выражению (5) в течение одного измерительного цикла. Для этого учитывается, например, что передние фронты первого и последнего световых импульсов (см. рис. ЗА) совпадают, в силу чего определение угловой скорости вращения зеркала можно вести по истинной линейной (или угловой) мере без учета геометрических размеров пятна, определяющих порог срабатывания формирователя 8. Это, в частности, повышает достоверность информации об угловой скорости вращения зеркапа и геометрических размерах светового пятна, т.к. интервал времени, на котором предполагается их постоянство, существенно меньше, чем, например, время поворота в случае плоского зеркала на 360°.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determination of linear dimensions and device for its representation
Автори англійськоюBuzanov Viktor Ivanovych, Kamelin Anatolii Borysovych, Osmak Oleksandr Mykolaiovych, Popov Kostiantyn Mykhailovych
Назва патенту російськоюСпособ определения линейных размеров и устройство для его отображения
Автори російськоюБузанов Виктор Иванович, Камелин Анатолий Борисович, Осьмак Александр Николаевич, Попов Константин Михайлович
МПК / Мітки
МПК: G01B 11/00
Мітки: визначення, відтворення, лінійних, прилад, спосіб, розмірів
Код посилання
<a href="https://ua.patents.su/4-7001-sposib-viznachennya-linijjnikh-rozmiriv-i-prilad-dlya-jjogo-vidtvorennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення лінійних розмірів і прилад для його відтворення</a>
Пристрій для вимірювання лінійних розмірів об’єкту
Номер патенту: 5162
Опубліковано: 28.12.1994
Автори: Гоцалюк Юрій Борисович, Значковський Борис Миколайович, Осецький Юрій Михайлович
МПК: G01B 7/02
Мітки: пристрій, об'єкту, вимірювання, лінійних, розмірів
Формула / Реферат:
Устройство для измерения линейных размеров объекта, содержащее n датчиков положения поверхности измеряемого объекта и источник опорного напряжения, выполненные в виде поворотных трансформаторов, источник питающего напряжения, схему суммирования, n регулируемых резисторов по числу датчиков положения поверхности измеряемого объекта, подключенный к выходу схемы суммирования регистратор, первичные обмотки поворотных трансформаторов датчиков...
Пристрій для вимірювання лінійних розмірів об’єкту
Номер патенту: 5080
Опубліковано: 28.12.1994
Автори: Осецький Юрій Михайлович, Значковський Борис Миколайович, Гоцалюк Юрій Борисович
МПК: G01B 11/00, G01B 7/02
Мітки: розмірів, вимірювання, лінійних, об'єкту, пристрій
Формула / Реферат:
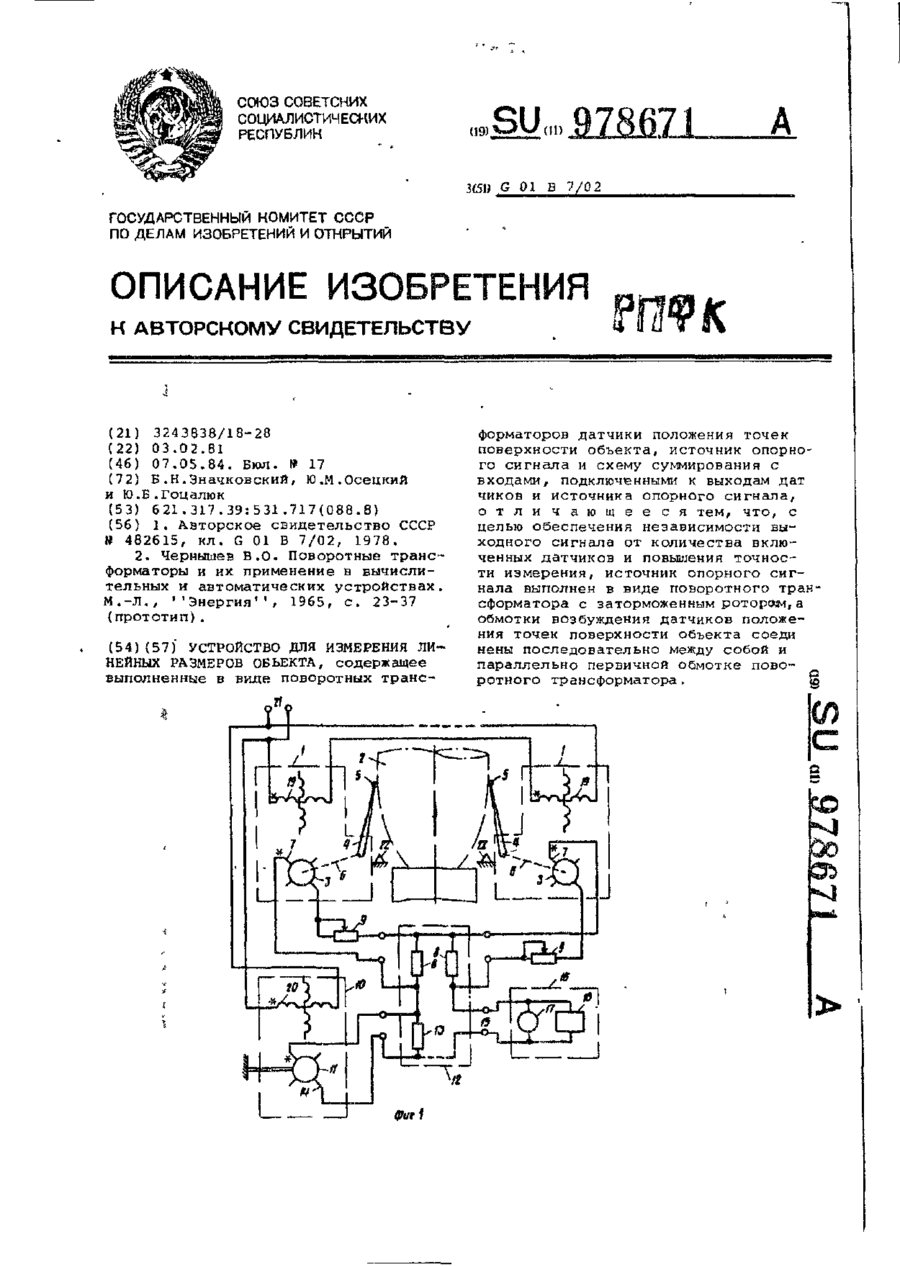
Устройство для измерения линейных размеров объектов, содержащее выполненные в виде поворотных трансформаторов датчики положения точек поверхности объекта, источник опорного сигнала и схему суммирования со входами, подключенными к выходам датчиков и источника опорного сигнала, отличающееся тем, что, с щелью обеспечения независимости выходного сигнала от количества включенных датчиков и повышения точности измерения, источник опорного...
Пристрій для калібровки вимірювача лінійних переміщень
Номер патенту: 358
Опубліковано: 30.04.1993
Автори: Меншиков Сергій Миколайович, Літовка Лідія Михайлівна, Цибулько Вадим Йосипович, Метельов Леонід Дмитрович, Росліков Олександр Фірсович
МПК: G01B 7/14
Мітки: вимірювача, калібровки, переміщень, пристрій, лінійних
Формула / Реферат:
Формула изобретенияУстройство для калибровки измерителя линейных перемещений по авт. св. №1580152, отличающееся тем, что, с целью расширения области применения за счет обеспечения калибровки на нем измерителей виброперемещений, оно снабжено последовательно соединенными катушкой индуктивности, переменным резистором и электронным ключом, последовательно соединенными генератором периодического сигнала и формирователя импульсов, выход...
Пристрій для управління режимом відтворення мовних повідомлень
Номер патенту: 4714
Опубліковано: 28.12.1994
Автори: Ігнатенко Леонід Іванович, Копиця Олександр Миколайович, Семиволос Валентин Павлович, Гринчик Віктор Петрович
МПК: G11B 5/02
Мітки: відтворення, повідомлень, режимом, мовних, управління, пристрій
Формула / Реферат:
(57) Устройство для управления режимом воспроизведения речевых сообщений, содержащее магнитные головки, соединенные с коммутатором, который подсоединен управляющим входом к выходу первого формирователя управляющих сигналов, соединенного входами с входными шинами сигналов включения речевых сообщений и с шиной выборочной проверки включения речевых сообщений, усилитель воспроизведения, включенный между выходом коммутатора и выходной шиной...
Спосіб визначення активної потужності в трьохфазному ланцюгу і пристрій для його втілення
Номер патенту: 2060
Опубліковано: 20.12.1994
Автор: Кизилов Володимир Улянович
МПК: G01R 21/06
Мітки: потужності, ланцюгу, трьохфазному, активної, спосіб, пристрій, визначення, втілення
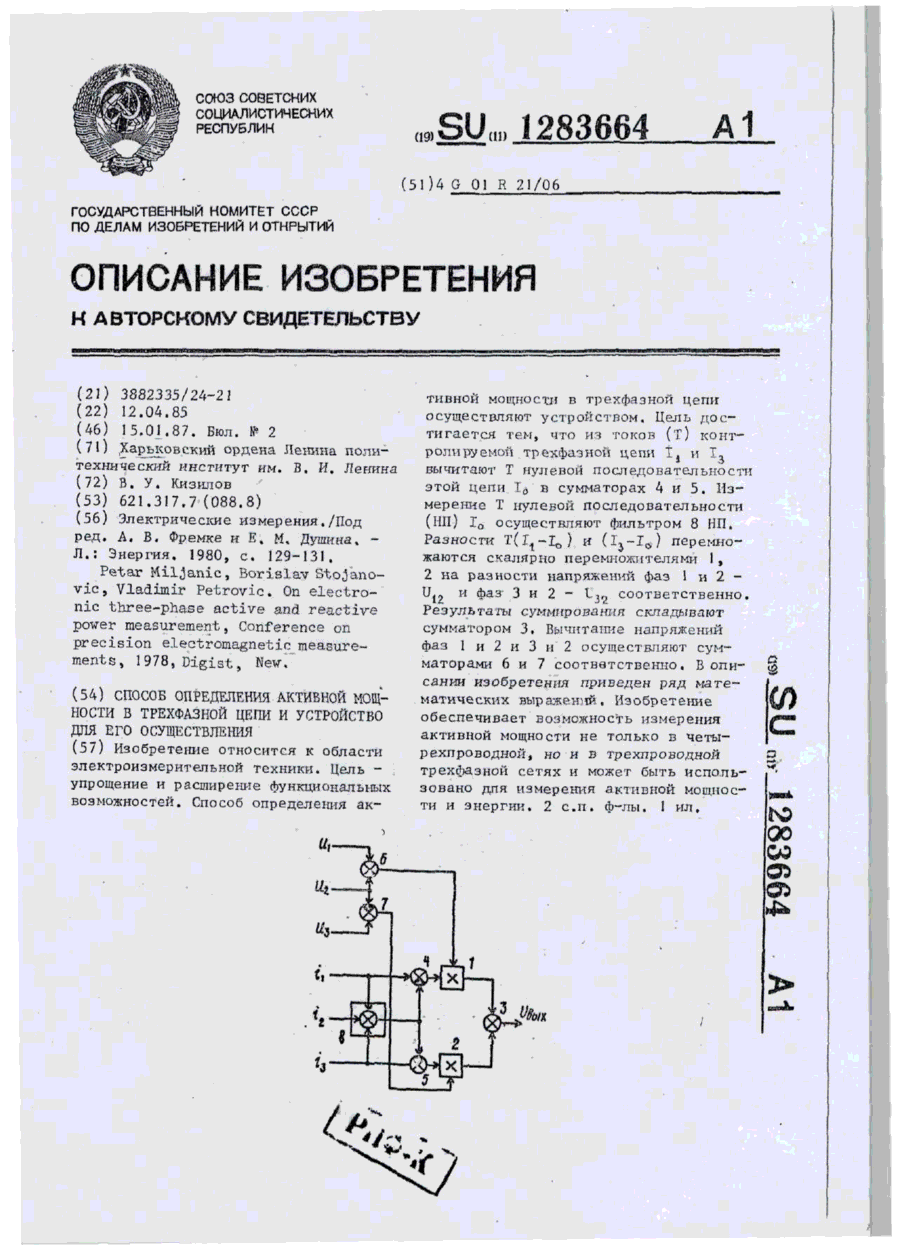
Формула / Реферат:
1. Способ определения активной мощности в трехфазной цепи, состоящий в измерении токов двух фаз и двух междуфазных напряжений, например между первой и второй и между третьей и второй фазами, перемножении значений этих напряжений на значения токов первой и третьей фаз соответственно и суммировании результатов перемножений, отличающийся тем, что, с целью упрощения и расширения функциональных возможностей, измеряют ток нулевой...
Попередній патент: Гусениця транспортного засобу
Наступний патент: Пристрій для електронотерапії в.м. козюри
Випадковий патент: Резонансний спосіб визначення модуля зсуву деревини