Газокисневий різак
Номер патенту: 20325
Опубліковано: 15.07.1997
Автори: Лисенко Юрій Миколаєвич, Сергієнко Володимир Олександрович

Формула / Реферат
Газокислородный резак, содержащий ствол с регулировочными вентилями подогревающего кислорода, горючего газа, режущего кислорода и инжектором, а также наконечник с каналами подвода режущего кислорода и горючей смеси к мундштуку, отличающийся тем, что канал режущего кислорода соединен дополнительным каналом с каналом горючей смеси, при этом дополнительный канал снабжен нормально закрытым клапаном со стороны режущего кислорода.
Текст
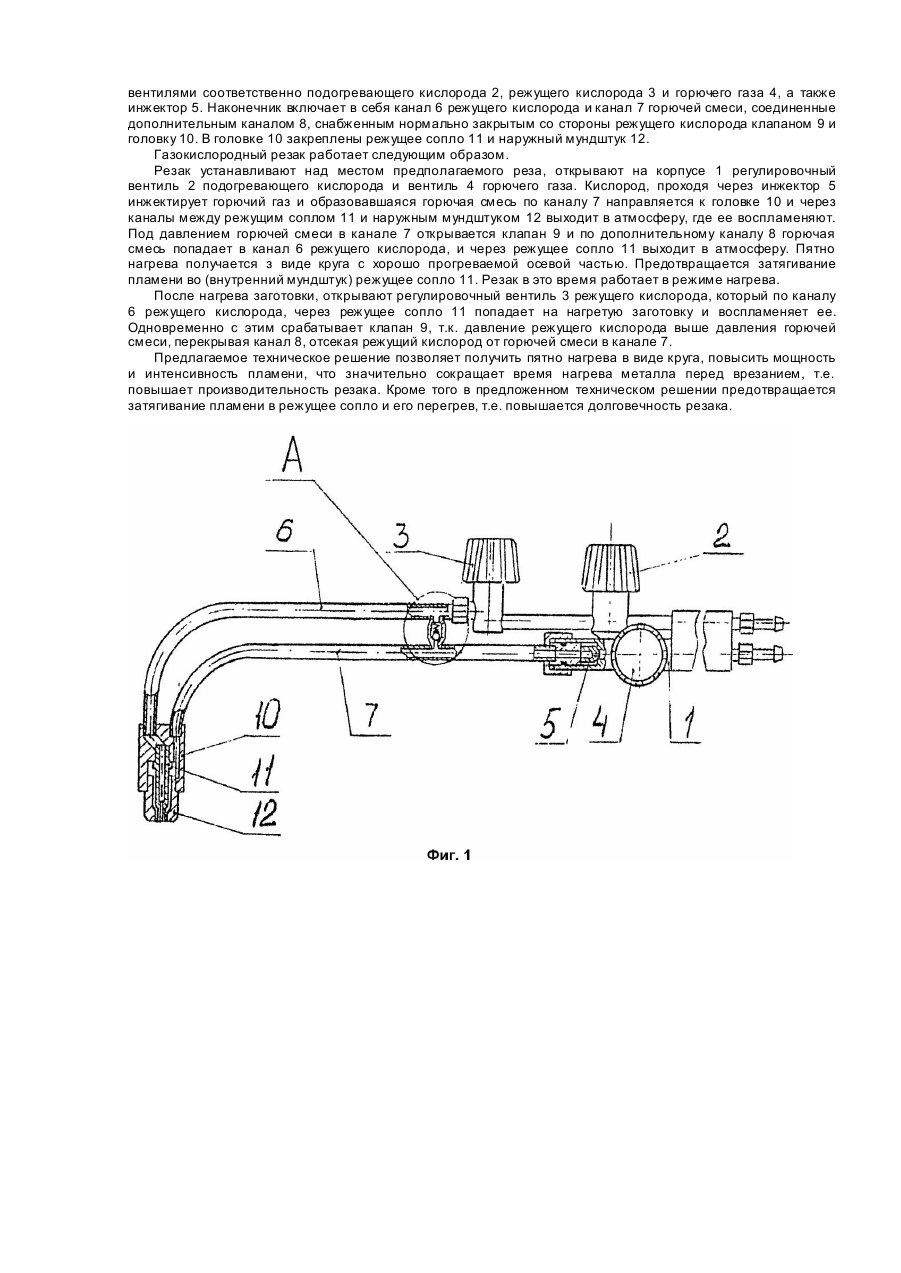
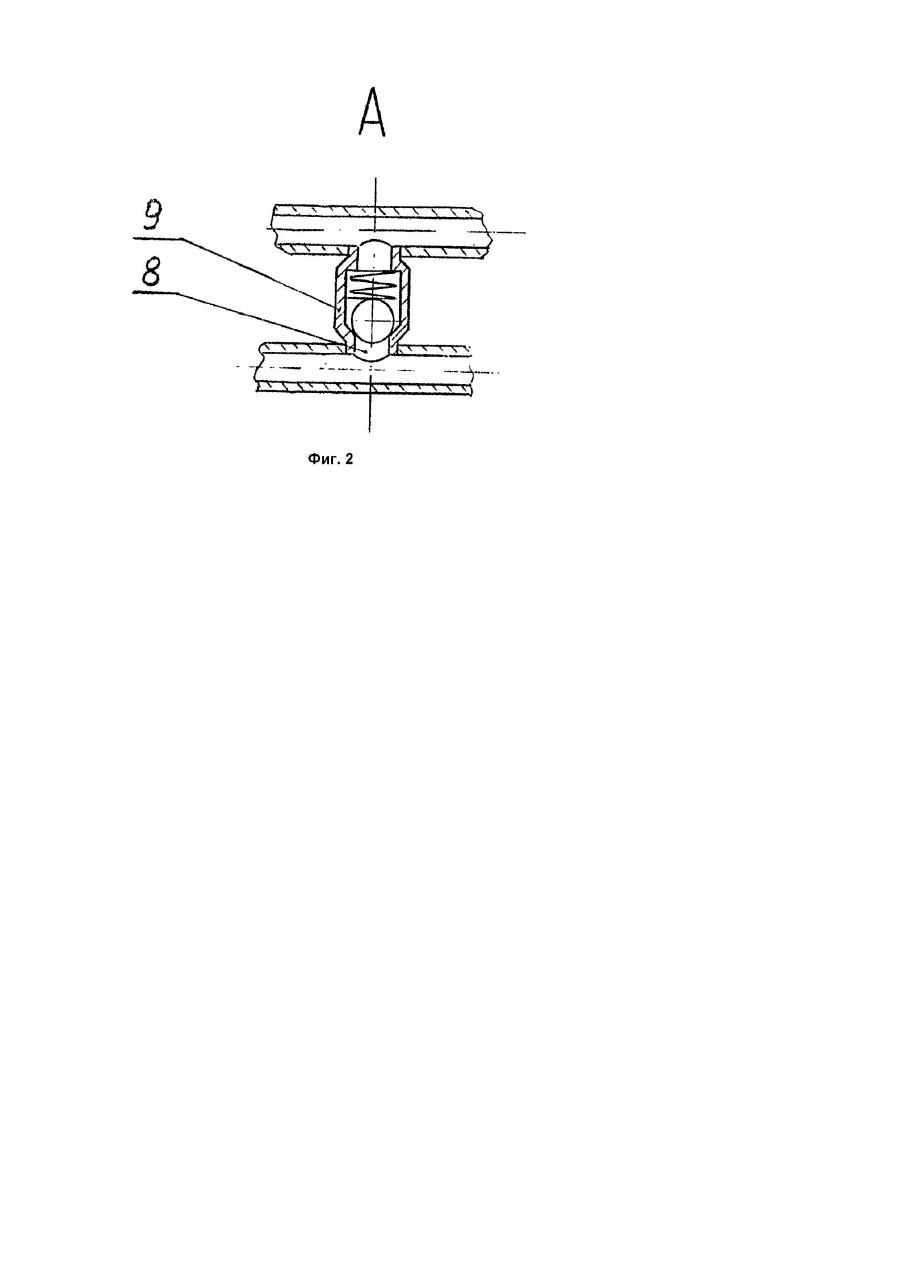
Изобретение относится к области металлургии, а именно к газопламенной обработке металлов и наиболее эффективно может быть использовано при газокислородной резке металла и удалении поверхностных дефектов на слитках, литы х и прокатных заготовках. Известны газокислородные резаки (Каталог ВНИИавтогенмаш "Машины, установки и аппаратура для газопламенной обработки металлов" ЦИНТИХимнефтемаш. - М., 1985), содержащие ствол с регулировочными вентилями, инжектор и наконечник, включающий каналы подвода режущего кислорода и горючего газа к мундштуку. В данных конструкциях канал подвода режущего кислорода изолирован от каналов для подвода газов подогревающего пламени. Недостатком данных конструкций является то, что, подогревающее пламя выходит из мундштука в виде кольца, то есть и нагреваемое пятно металла выглядит в виде кольца, центр которого плохо прогревается. Это особенно наглядно при резке металлов больших толщин, или врезания в плоскость. Для того, чтобы прогреть сердцевину пятна нагрева приходится совершать круговые движения резака, размывая тем самым границы пятна нагрева. Все это увеличивает время врезания, а следовательно и расход горючего газа и кислорода, т.е. снижается производительность резака. Кроме того ври нагреве перед резкой (т.е. при закрытом вентиле режущего кислорода) в канале режущего сопла создается разрежение за счет инжектирующего действия струи газов подогревающего пламени, куда втягивается пламя. При резке металла больших толщин, или при врезании в плоскость, когда для нагрева металла в силу вышеперечисленных причин уходит достаточно много времени, режущее сопло перегревается иногда настолько, что при пуске режущего кислорода сгорает или оплавляется. Известен также газокислородный резак "Маяк", получивший широкое применение в промышленности (Соколов И.И. Газовая сварка и резка металлов. - М.: Высш. шк., 1981. - С.138 - 141). Резак содержит ствол с регулировочными вентилями подогревающего кислорода, горючего газа, режущего кислорода а также, инжектор, и наконечник, включающий каналы подвода режущего кислорода и горючего газа к мундштуку. По количеству сходных признаков данный резак принимается за прототип. Канал подвода режущего кислорода, так же как и у аналога, изолирован от канала для подвода горючей смеси газов. Все недостатки перечисленные для аналогов характерны и для прототипа. Частично от некоторых недостатков, присущи х аналогам, можно избавиться. Например, для предупреждения сгорания или оплавлення режущего сопла, можно частично открывая вентиль режущего кислорода, создавать в канале режущего сопла подпор кислорода, препятствующий засасыванию в него пламени. Однако такое решение еще более снижает производительность резака, так как режущий кислород будет о хлаждать середину пятна нагрева. В основу изобретения поставлена задача создания такого газокислородного резака, в котором соединение каналов горючей смеси и режущего кислорода обеспечивает, при закрытом вентиле режущего кислорода, поступление в режущий канал горючей смеси, и за счет этого предотвращает затягивание пламени в режущее сопло, и пятно нагрева получать в виде круга, а не кольца, что повышает производительность и долговечность резака. Поставленная задача решается тем, что в газокислородном резаке, содержащем ствол с регулировочными вентилями подогревающего кислорода, горючего газа и режущего кислорода, а также инжектор, и наконечник с каналами подвода режущего кислорода и горючей смеси к мундштуку, согласно изобретению, в наконечнике канал режущего кислорода соединен дополнительным каналом с каналом горючей смеси, при этом дополнительный канал снабжен нормально закрытым клапаном со стороны канала режущего кислорода. Существенными отличительными от прототипа признаками, характеризующими данное техническое решение, являются: - соединение канала режущего кислорода дополнительным каналом с каналом горючей смеси; - снабжение дополнительного канала нормально закрытым клапаном со стороны канала режущего кислорода. Для проявления техническим решением новых качеств необходима во всех случая х вся вышеперечисленная совокупность отличительных признаков. Между отличи тельными признаками и достигаемым результатом существует причинно-следственная связь. Соединение канала режущего кислорода дополнительным каналом с каналом горючей смеси позволяет при нагреве подогревающим пламенем (т.е. при закрытом вентиле режущего кислорода) места врезания, получить пятно нагрева в виде круга, а не кольца, как в аналогах и прототипе. При нагреве заготовки перед резкой, через канал режущего сопла в пламя попадает дополнительное количество горючего газа, увеличивая мощность пламени, но не увеличивая и не размывая пятно нагрева. Тепловложение в заготовку на единицу площади увеличивается, при этом время нагрева металла до температуры воспламенения сокращается, т.е. повышается производительность резака. Кроме того, за счет поступления в режущий канал горючей смеси, предотвращается затягивание пламени в режущее сопло, а следовательно перегрев и преждевременный выход его из строя. Снабжение дополнительного канала нормально закрытым со стороны канала режущего кислорода клапаном, предотвращает попадание режущего кислорода в горючую смесь, т.е. обеспечивается работоспособность конструкции. В совокупности все отличительные признаки обеспечивают решение поставленной задачи. Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники позволяет сделать вывод о том, что оно неизвестно из уровня техники и явным образом не следует из него, следовательно оно является новым и имеет изобретательский уровень. Заявляемое решение промышленно применимо. Изготовлена опытно-промышленная партия резаков. Сущность предложенного решения поясняется чертежами, где на фиг.1 дан общий вид газокислородного резака; на фиг.2 - узел А на фиг.1. Газокислородный резак содержит ствол и наконечник. Ствол включает в себя корпус 1 с регулировочными вентилями соответственно подогревающего кислорода 2, режущего кислорода 3 и горючего газа 4, а также инжектор 5. Наконечник включает в себя канал 6 режущего кислорода и канал 7 горючей смеси, соединенные дополнительным каналом 8, снабженным нормально закрытым со стороны режущего кислорода клапаном 9 и головку 10. В головке 10 закреплены режущее сопло 11 и наружный мундштук 12. Газокислородный резак работает следующим образом. Резак устанавливают над местом предполагаемого реза, открывают на корпусе 1 регулировочный вентиль 2 подогревающего кислорода и вентиль 4 горючего газа. Кислород, проходя через инжектор 5 инжектирует горючий газ и образовавшаяся горючая смесь по каналу 7 направляется к головке 10 и через каналы между режущим соплом 11 и наружным мундштуком 12 выходит в атмосферу, где ее воспламеняют. Под давлением горючей смеси в канале 7 открывается клапан 9 и по дополнительному каналу 8 горючая смесь попадает в канал 6 режущего кислорода, и через режущее сопло 11 выходит в атмосферу. Пятно нагрева получается з виде круга с хорошо прогреваемой осевой частью. Предотвращается затягивание пламени во (внутренний мундштук) режущее сопло 11. Резак в это время работает в режиме нагрева. После нагрева заготовки, открывают регулировочный вентиль 3 режущего кислорода, который по каналу 6 режущего кислорода, через режущее сопло 11 попадает на нагретую заготовку и воспламеняет ее. Одновременно с этим срабатывает клапан 9, т.к. давление режущего кислорода выше давления горючей смеси, перекрывая канал 8, отсекая режущий кислород от горючей смеси в канале 7. Предлагаемое техническое решение позволяет получить пятно нагрева в виде круга, повысить мощность и интенсивность пламени, что значительно сокращает время нагрева металла перед врезанием, т.е. повышает производительность резака. Кроме того в предложенном техническом решении предотвращается затягивание пламени в режущее сопло и его перегрев, т.е. повышается долговечность резака.
ДивитисяДодаткова інформація
Назва патенту англійськоюGas-oxygen torch
Автори англійськоюSerhiienko Volodymyr Oleksandrovych, Lysenko Yurii Mykolaievych
Назва патенту російськоюГазокислородный резак
Автори російськоюСергиенко Владимир Александрович, Лысенко Юрий Николаевич
МПК / Мітки
МПК: F23D 14/42, B23K 7/00
Мітки: газокисневий, різак
Код посилання
<a href="https://ua.patents.su/3-20325-gazokisnevijj-rizak.html" target="_blank" rel="follow" title="База патентів України">Газокисневий різак</a>
Газокисневий різак
Номер патенту: 15726
Опубліковано: 30.06.1997
Автори: Лепіхов Леонід Сергійович, Васін Володимир Стефанович, Іванов Євген Анатольєвич, Крутіков Василь Петрович, Любімов Володимир Александрович, Шевченко Леонід Устинович, Лисенко Юрій Миколаєвич, Литвинов Віталій Михайлович
МПК: B23K 7/00, F23D 14/42
Мітки: різак, газокисневий
Формула / Реферат:
(57) Газокислородный резак, содержащий корпус с каналом для подвода режущего кислорода, на входе которого смонтирован нормально закрытый клапан, и каналы для подвода подогревающего кислорода и горючего газа, отличающийся тем, что резак снабжен дроссельной шайбой и дополнительным нормально закрытым клапаном, размещенными в отверстии, выполненном в корпусе между каналами для подвода режущего кислорода и горючего газа.
Газокисневий різак
Номер патенту: 15831
Опубліковано: 30.06.1997
Автори: Лисенко Юрій Миколаєвич, Литвинов Віталій Михайлович, Васін Володимир Степанович
МПК: F23D 14/42, B23K 7/00
Мітки: газокисневий, різак
Формула / Реферат:
1. Газокислородный резак, содержащий корпус с каналами для горючего газа и подогревающего кислорода, режущий мундштук с осевым каналом и кольцевой смесительной камерой и подогревающий мундштук со смесительной камерой и соплом, отличающийся тем, что режущий мундштук выполнен с двумя кольцевыми полостями с входными отверстиями, расположенными на диаметрально противоположных сторонах мундштука, и кольцевыми щелями, соединяющими полости со...
Газокисневий різак
Номер патенту: 15829
Опубліковано: 30.06.1997
Автори: Литвинов Віталій Михайлович, Лисенко Юрій Миколаєвич
МПК: B23K 7/00, F23D 14/42
Мітки: різак, газокисневий
Формула / Реферат:
Газокислородный резак, содержащий головку с наружными и внутренними мундштуками, а которых выполнены кольцевые камеры, соединенные вертикальной дозирующей щелью подогревающего кислорода и горизонтально дозирующей щелью горючего газа со смесительной камерой, и диффузор, отличающийся тем, что дозирующая щель подогревающего кислорода и смесительная камера выполнены в виде нескольких пазов, равномерно расположенных по периметру внутреннего...
Ручний гідравлічний різак
Номер патенту: 2818
Опубліковано: 26.12.1994
Автори: Корзінкін Сергій Дмитрович, Єгоньян Павло Григорович, Якимчук Володимир Михайлович, Полін Володимир Володимирович, Обламський Юрій Олексійович, Грошин Георгій Петрович
МПК: B26D 5/02
Мітки: різак, ручний, гідравлічний
Формула / Реферат:
1. Ручной гидравлический резак, содержащий корпус, в расточках которого установлен силовой гидроцилимдр, включающий поршень со штоком, и плунжерный насос, гидравлически сообщаемый с силовым гидроцилиндром посредством клапанного узла, включающего всасывающий и нагнетающий клапаны, емкость с рабочей жидкостью, подвижную и неподвижную рукоятки, приводящие в действие плунжерный насос, режущий механизм, включающий нож клиновидной формы и...
Спосіб роботи газового пальника та газовий пальник
Номер патенту: 5442
Опубліковано: 28.12.1994
Автори: Колохитерський Юрій Андрійович, Горикін Сергій Федорович, Прибега Петро Федорович, Роєнко Юрій Борисович, Ботук Юрій Соломонович
Мітки: роботи, газового, пальника, спосіб, газовий, пальник
Формула / Реферат:
1. Способ работы газовой горелки, предусматривающий инжекцию потоком кислорода горючего газа и их смешение с образованием горючей смеси, отличающийся тем, что кислород для ин-жекции горючего газа подают со сверхзвуковой скоростью, а их смешение осуществляют в два этапа, на первом из которых их предварительно смешивают при постоянном давлении до получения сверхзвуковой скорости смеси, а на втором - обеспечивают переход сверхзвукового...
Попередній патент: Спосіб виробництва вершкового масла
Наступний патент: Газокисневий різак
Випадковий патент: Упаковка для зберігання і транспортування гречки