Різець
Номер патенту: 20327
Опубліковано: 15.07.1997
Автори: Кушніров Павло Васильович, Мельниченко Олександр Анатолійович, Тарасюк Олександр Петрович, Захаров Микола Володимирович
Формула / Реферат
Резец, на главной задней поверхности режущей части которого расположены режущие кромки, отличающийся тем, что режущие кромки выполнены в виде параллельных насечек, расположенных под углом наклона кромки А = 45°, а главная задняя поверхность выполнена с отрицательным задним углом.
Текст
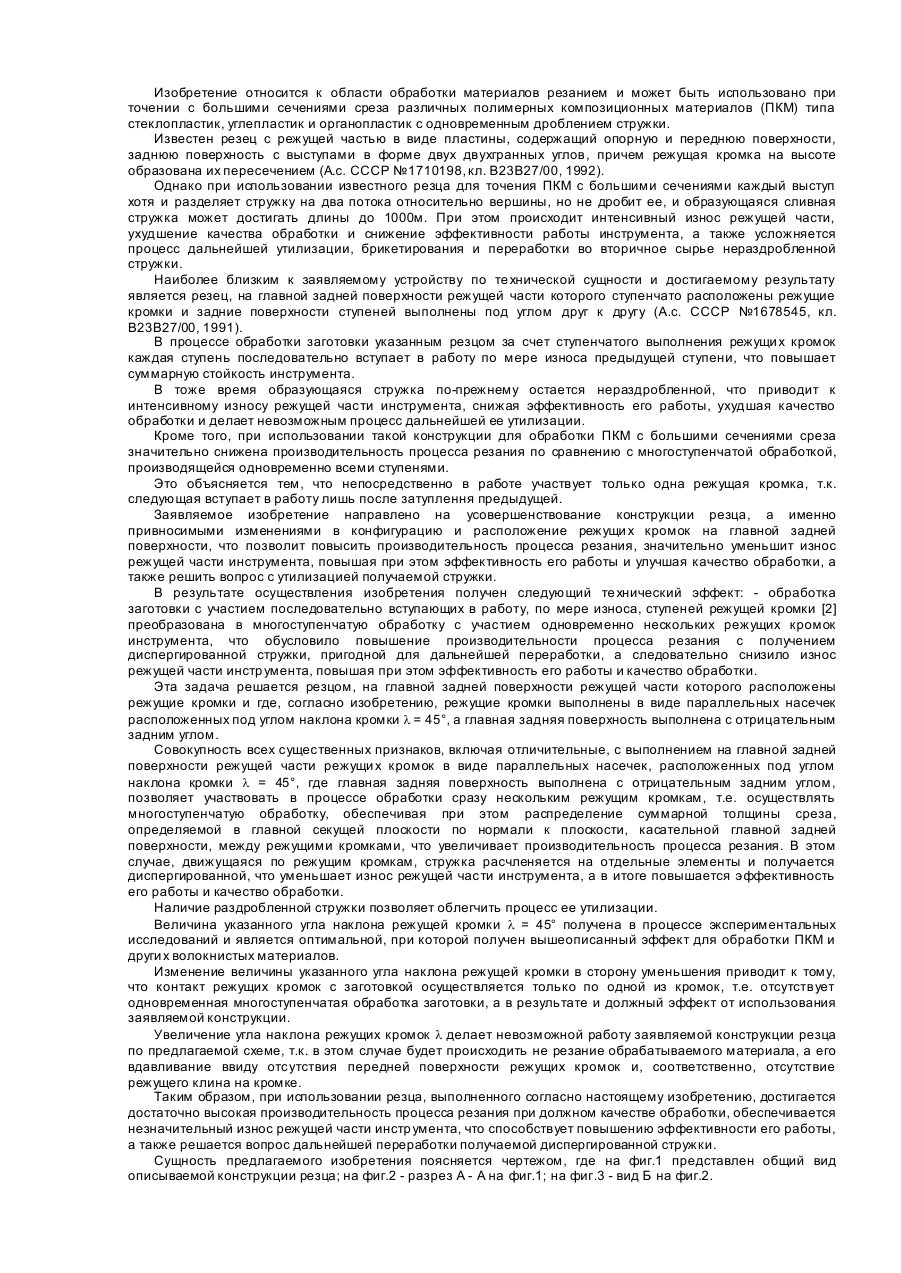
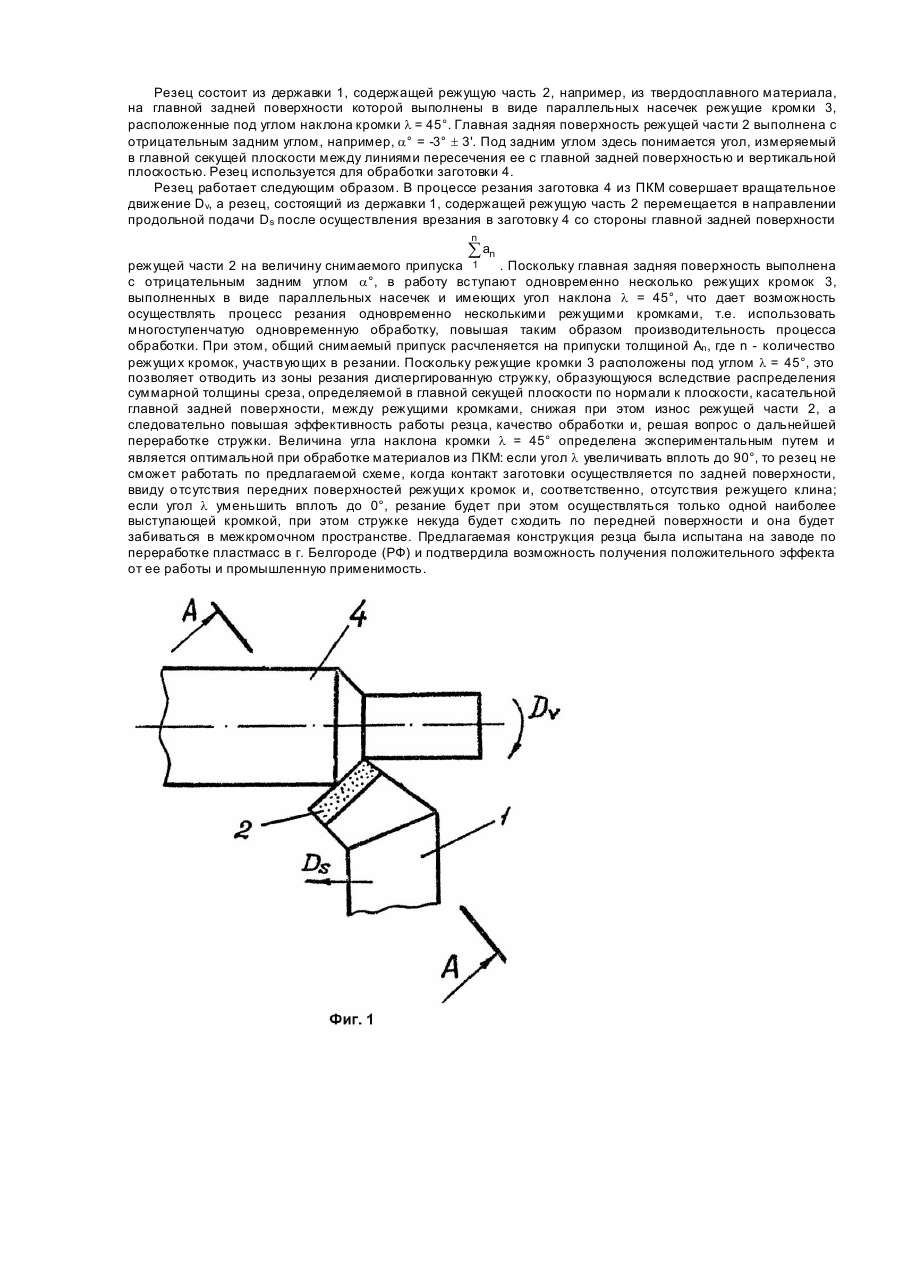
Изобретение относится к области обработки материалов резанием и может быть использовано при точении с большими сечениями среза различных полимерных композиционных материалов (ПКМ) типа стеклопластик, углепластик и органопластик с одновременным дроблением стружки. Известен резец с режущей частью в виде пластины, содержащий опорную и переднюю поверхности, заднюю поверхность с выступами в форме двух двухгранных углов, причем режущая кромка на высоте образована их пересечением (А.с. СССР №1710198, кл. B23B27/00, 1992). Однако при использовании известного резца для точения ПКМ с большими сечениями каждый выступ хотя и разделяет стружку на два потока относительно вершины, но не дробит ее, и образующаяся сливная стружка может достигать длины до 1000м. При этом происходит интенсивный износ режущей части, ухудшение качества обработки и снижение эффективности работы инструмента, а также усложняется процесс дальнейшей утилизации, брикетирования и переработки во вторичное сырье нераздробленной стружки. Наиболее близким к заявляемому устройству по те хнической сущности и достигаемому результату является резец, на главной задней поверхности режущей части которого ступенчато расположены режущие кромки и задние поверхности ступеней выполнены под углом друг к другу (А.с. СССР №1678545, кл. B23B27/00, 1991). В процессе обработки заготовки указанным резцом за счет ступенчатого выполнения режущи х кромок каждая ступень последовательно вступает в работу по мере износа предыдущей ступени, что повышает суммарную стойкость инструмента. В тоже время образующаяся стружка по-прежнему остается нераздробленной, что приводит к интенсивному износу режущей части инструмента, снижая эффективность его работы, ухудшая качество обработки и делает невозможным процесс дальнейшей ее утилизации. Кроме того, при использовании такой конструкции для обработки ПКМ с большими сечениями среза значительно снижена производительность процесса резания по сравнению с многоступенчатой обработкой, производящейся одновременно всеми ступенями. Это объясняется тем, что непосредственно в работе участвует только одна режущая кромка, т.к. следующая вступает в работу лишь после затуплення предыдущей. Заявляемое изобретение направлено на усовершенствование конструкции резца, а именно привносимыми изменениями в конфигурацию и расположение режущи х кромок на главной задней поверхности, что позволит повысить производительность процесса резания, значительно уменьшит износ режущей части инструмента, повышая при этом эффективность его работы и улучшая качество обработки, а также решить вопрос с утилизацией получаемой стружки. В результате осуществления изобретения получен следующий те хнический эффект: - обработка заготовки с участием последовательно вступающих в работу, по мере износа, ступеней режущей кромки [2] преобразована в многоступенчатую обработку с участием одновременно нескольких режущих кромок инструмента, что обусловило повышение производительности процесса резания с получением диспергированной стружки, пригодной для дальнейшей переработки, а следовательно снизило износ режущей части инстр умента, повышая при этом эффективность его работы и качество обработки. Эта задача решается резцом, на главной задней поверхности режущей части которого расположены режущие кромки и где, согласно изобретению, режущие кромки выполнены в виде параллельных насечек расположенных под углом наклона кромки l = 45°, а главная задняя поверхность выполнена с отрицательным задним углом. Совокупность всех существенных признаков, включая отличительные, с выполнением на главной задней поверхности режущей части режущи х кромок в виде параллельных насечек, расположенных под углом наклона кромки l = 45°, где главная задняя поверхность выполнена с отрицательным задним углом, позволяет участвовать в процессе обработки сразу нескольким режущим кромкам, т.е. осуществлять многоступенчатую обработку, обеспечивая при этом распределение суммарной толщины среза, определяемой в главной секущей плоскости по нормали к плоскости, касательной главной задней поверхности, между режущими кромками, что увеличивает производительность процесса резания. В этом случае, движущаяся по режущим кромкам, стружка расчленяется на отдельные элементы и получается диспергированной, что уменьшает износ режущей части инструмента, а в итоге повышается эффективность его работы и качество обработки. Наличие раздробленной стружки позволяет облегчить процесс ее утилизации. Величина указанного угла наклона режущей кромки l = 45° получена в процессе экспериментальных исследований и является оптимальной, при которой получен вышеописанный эффект для обработки ПКМ и други х волокнистых материалов. Изменение величины указанного угла наклона режущей кромки в сторону уменьшения приводит к тому, что контакт режущих кромок с заготовкой осуществляется только по одной из кромок, т.е. отсутствует одновременная многоступенчатая обработка заготовки, а в результате и должный эффект от использования заявляемой конструкции. Увеличение угла наклона режущих кромок l делает невозможной работу заявляемой конструкции резца по предлагаемой схеме, т.к. в этом случае будет происходить не резание обрабатываемого материала, а его вдавливание ввиду отсутствия передней поверхности режущих кромок и, соответственно, отсутствие режущего клина на кромке. Таким образом, при использовании резца, выполненного согласно настоящему изобретению, достигается достаточно высокая производительность процесса резания при должном качестве обработки, обеспечивается незначительный износ режущей части инстр умента, что способствует повышению эффективности его работы, а также решается вопрос дальнейшей переработки получаемой диспергированной стружки. Сущность предлагаемого изобретения поясняется чертежом, где на фиг.1 представлен общий вид описываемой конструкции резца; на фиг.2 - разрез А - А на фиг.1; на фиг.3 - вид Б на фиг.2. Резец состоит из державки 1, содержащей режущую часть 2, например, из твердосплавного материала, на главной задней поверхности которой выполнены в виде параллельных насечек режущие кромки 3, расположенные под углом наклона кромки l = 45°. Главная задняя поверхность режущей части 2 выполнена с отрицательным задним углом, например, a° = -3° ± 3'. Под задним углом здесь понимается угол, измеряемый в главной секущей плоскости между линиями пересечения ее с главной задней поверхностью и вертикальной плоскостью. Резец используется для обработки заготовки 4. Резец работает следующим образом. В процессе резания заготовка 4 из ПКМ совершает вращательное движение Dv, a резец, состоящий из державки 1, содержащей режущую часть 2 перемещается в направлении продольной подачи Ds после осуществления врезания в заготовку 4 со стороны главной задней поверхности n å an режущей части 2 на величину снимаемого припуска 1 . Поскольку главная задняя поверхность выполнена с отрицательным задним углом a°, в работу вступают одновременно несколько режущих кромок 3, выполненных в виде параллельных насечек и имеющих угол наклона l = 45°, что дает возможность осуществлять процесс резания одновременно несколькими режущими кромками, т.е. использовать многоступенчатую одновременную обработку, повышая таким образом производительность процесса обработки. При этом, общий снимаемый припуск расчленяется на припуски толщиной An , где n - количество режущи х кромок, участвующих в резании. Поскольку режущие кромки 3 расположены под углом l = 45°, это позволяет отводить из зоны резания диспергированную стружку, образующуюся вследствие распределения суммарной толщины среза, определяемой в главной секущей плоскости по нормали к плоскости, касательной главной задней поверхности, между режущими кромками, снижая при этом износ режущей части 2, а следовательно повышая эффективность работы резца, качество обработки и, решая вопрос о дальнейшей переработке стружки. Величина угла наклона кромки l = 45° определена экспериментальным путем и является оптимальной при обработке материалов из ПКМ: если угол l увеличивать вплоть до 90°, то резец не сможет работать по предлагаемой схеме, когда контакт заготовки осуществляется по задней поверхности, ввиду о тсутствия передних поверхностей режущи х кромок и, соответственно, отсутствия режущего клина; если угол l уменьшить вплоть до 0°, резание будет при этом осуществляться только одной наиболее выступающей кромкой, при этом стружке некуда будет сходить по передней поверхности и она будет забиваться в межкромочном пространстве. Предлагаемая конструкция резца была испытана на заводе по переработке пластмасс в г. Белгороде (РФ) и подтвердила возможность получения положительного эффекта от ее работы и промышленную применимость.
ДивитисяДодаткова інформація
Назва патенту англійськоюCutter
Автори англійськоюMelnychenko Oleksandr Anatoliiovych, Tarasiuk Oleksandr Petrovych, Zakharov Mykola Volodymyrovych, Kushnirov Pavlo Vasyliovych
Назва патенту російськоюРезец
Автори російськоюМельниченко Александр Анатольевич, Тарасюк Александр Петрович, Захаров Николай Владимирович, Кушниров Павел Васильевич
МПК / Мітки
МПК: B23B 27/00
Мітки: різець
Код посилання
<a href="https://ua.patents.su/3-20327-rizec.html" target="_blank" rel="follow" title="База патентів України">Різець</a>
Різець

Номер патенту: 14362
Опубліковано: 25.04.1997
Автори: Гах Віталій Михайлович, Гузенко Віталій Семенович, Самойлов Володимир Сергійович, Дрожин Віталій Федорович, Боярунас Альберт Михайлович, Водоп'янов Миколай Володимирович
МПК: B23B 27/16
Мітки: різець
Формула / Реферат:
Резец с механическим креплением перетачиваемой режущей пластины посредством регулируемого прижимного участка прихвата-стружколома с упорной и стружколомающей поверхностями и винта, отличающийся тем, что, с целью упрощения конструкции, на прихвате-стружколоме выполнены дополнительные прижимные участки, стружколомающие поверхности которых наклонены под различными углами к своим упорным поверхностям, при этом наиболее удаленным от оси винта...
Різець з обертовою ріжучою кромкою
Номер патенту: 20519
Опубліковано: 15.07.1997
Автор: Ліненко-Мельников Юрій Петрович
МПК: B23B 51/00, B23B 27/00
Мітки: ріжучою, кромкою, різець, обертовою
Формула / Реферат:
1. Резец с вращающейся режущей кромкой, содержащий держатель, на котором установлен твердосплавный рабочий элемент, имеющий возможность свободного вращения в опоре, отличающийся тем, что рабочий элемент выполнен в виде твердосплавного рабочего кольца, у которого наружный диаметр в 2,5...3,5 раза превышает его внутренний диаметр.2. Резец по п. 1, отличающийся тем, что на периферийной части держателя, контактирующей с торцем...
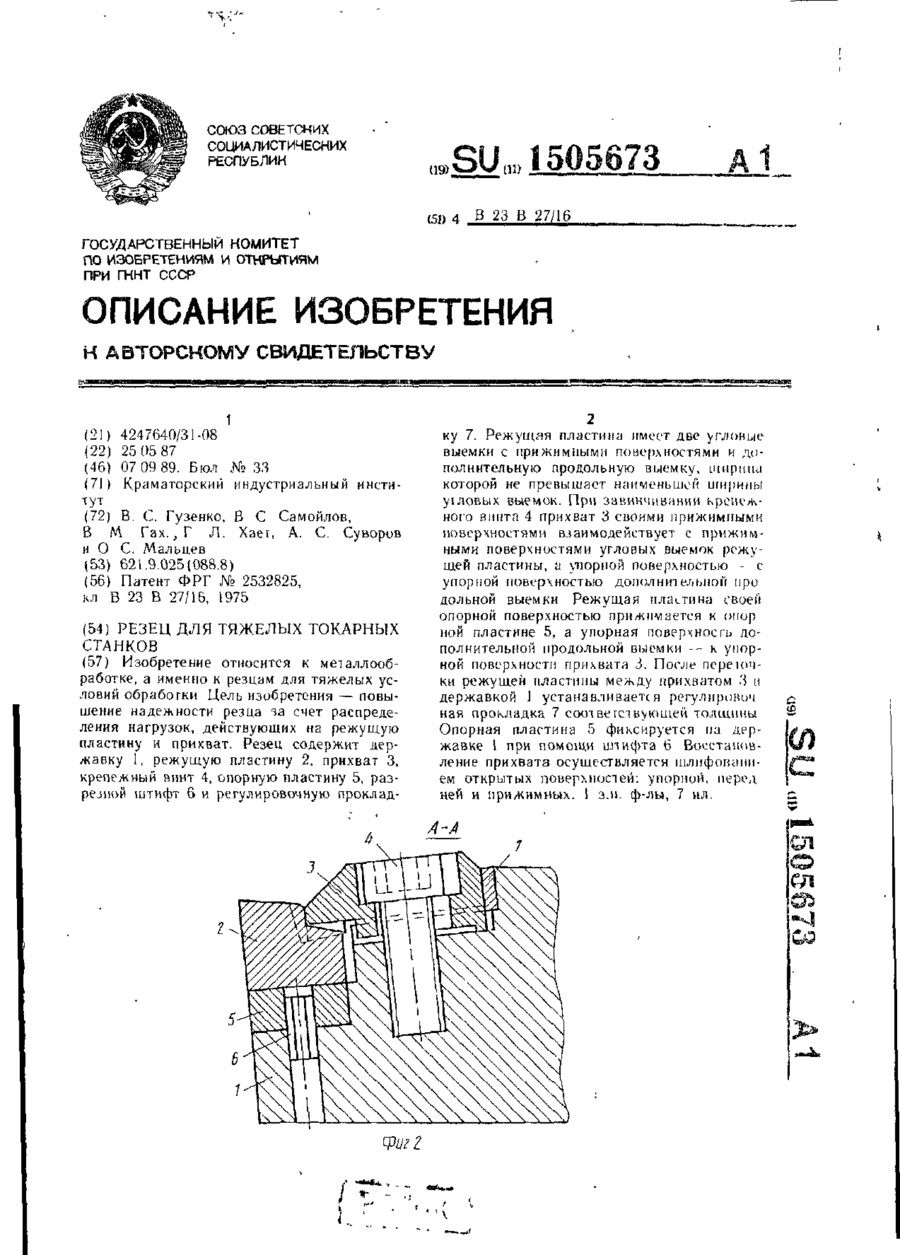
Різець для важких токарних верстатів
Номер патенту: 14352
Опубліковано: 25.04.1997
Автори: Гузенко Віталій Семенович, Гах Віталій Михайлович, Мальцев Олег Сергійович, Суворов Олександр Семенович, Самойлов Володимир Сергійович, Хает Григорій Львович
МПК: B23B 27/16
Мітки: токарних, верстатів, різець, важких
Формула / Реферат:
І. Резец для тяжелых токарных станков, содержащий державку, режущую пластину с двумя угловыми частично цилиндрическими выемками переменной ширины, расположенными со стороны упорной поверхности и сопряженными с прижимными выступами прихвата, отличающийся тем, что, с целью повышения надежности резца, на режущей пластине со стороны угловых выемок выполнена дополнительная продольная выемка шириной, не превышающей наименьшую ширину угловых...
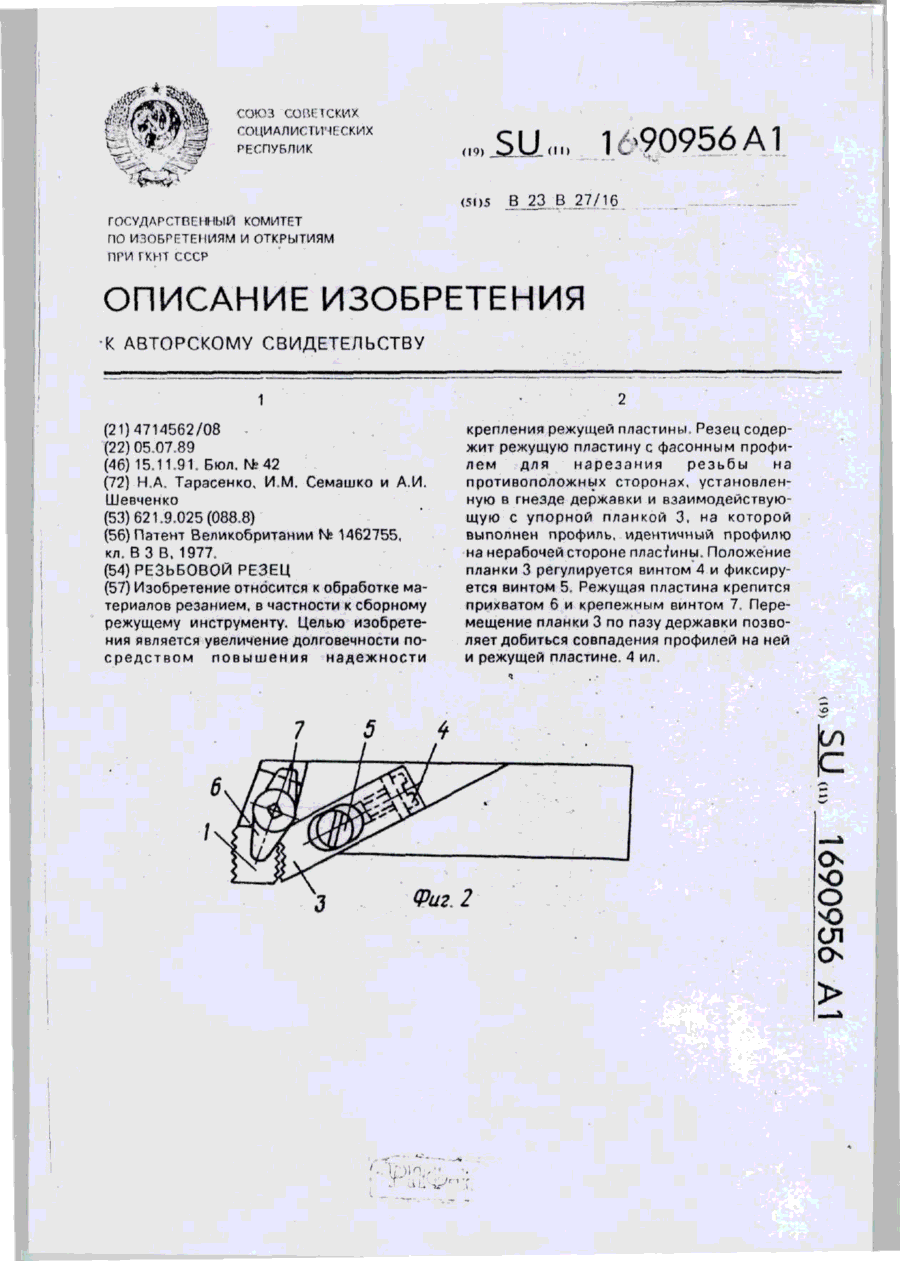
Різьбовий різець
Номер патенту: 1981
Опубліковано: 20.12.1994
Автори: Семашко Іван Михайлович, Шевченко Анатолій Іванович, Тарасенко Микола Олександрович
МПК: B23B 27/16
Формула / Реферат:
Резьбовой резец, содержащий державку, в гнезде которой с возможностью взаимодействия с боковой опорной стенкой установлена режущая пластина с фасонным профилем для нарезания резьбы на противоположных сторонах, закрепляемая с помощыо прихвата, отличающийся тем, что, с целью увеличения долговечности за счет повышения надежности крепления режущей пластины, в резец введены упорная планка с фасонной поверхностью для взаимодействия с нерабочей...
Різець
Номер патенту: 17508
Опубліковано: 06.05.1997
Автори: Ткаченко Микола Володимирович, Барановський Михайло Самійлович, Лісовський Анатолій Феліксович, Криворотько Олег Дмитрович
МПК: E21C 35/18, E21C 25/18
Мітки: різець
Формула / Реферат:
Резец, содержащий державку и рабочую головку с осевым выступом, оснащенную конической твердосплавной вставкой, имеющей внутреннюю осевую полость конической формы под выступ, отличающийся тем, что выступ рабочей головки сопряжен с кольцевым пазом под твердосплавную вставку, имеющим коническую наружную поверхность, расширяющуюся в направлении твердосплавной вставки, при этом наружный наибольший диаметр кольцевого паза равен или не более, чем в...
Попередній патент: Фільтр
Наступний патент: Газометричний спосіб контролю механічного недопалу пального
Випадковий патент: Напій винний "ранкова роса"