Різець
Номер патенту: 17508
Опубліковано: 06.05.1997
Автори: Ткаченко Микола Володимирович, Барановський Михайло Самійлович, Лісовський Анатолій Феліксович, Криворотько Олег Дмитрович
Формула / Реферат
Резец, содержащий державку и рабочую головку с осевым выступом, оснащенную конической твердосплавной вставкой, имеющей внутреннюю осевую полость конической формы под выступ, отличающийся тем, что выступ рабочей головки сопряжен с кольцевым пазом под твердосплавную вставку, имеющим коническую наружную поверхность, расширяющуюся в направлении твердосплавной вставки, при этом наружный наибольший диаметр кольцевого паза равен или не более, чем в 4 раза превышает высоту выступа, в 3 - 5 раз превышает диаметр основания осевого выступа, в 1,2 - 3 раза превышает наружный наименьший диаметр кольцевого паза, составляет 0,6 - 1,3 высоты твердосплавной вставки и равен или не более, чем в 4 раза превышает глубину кольцевого паза.
Текст
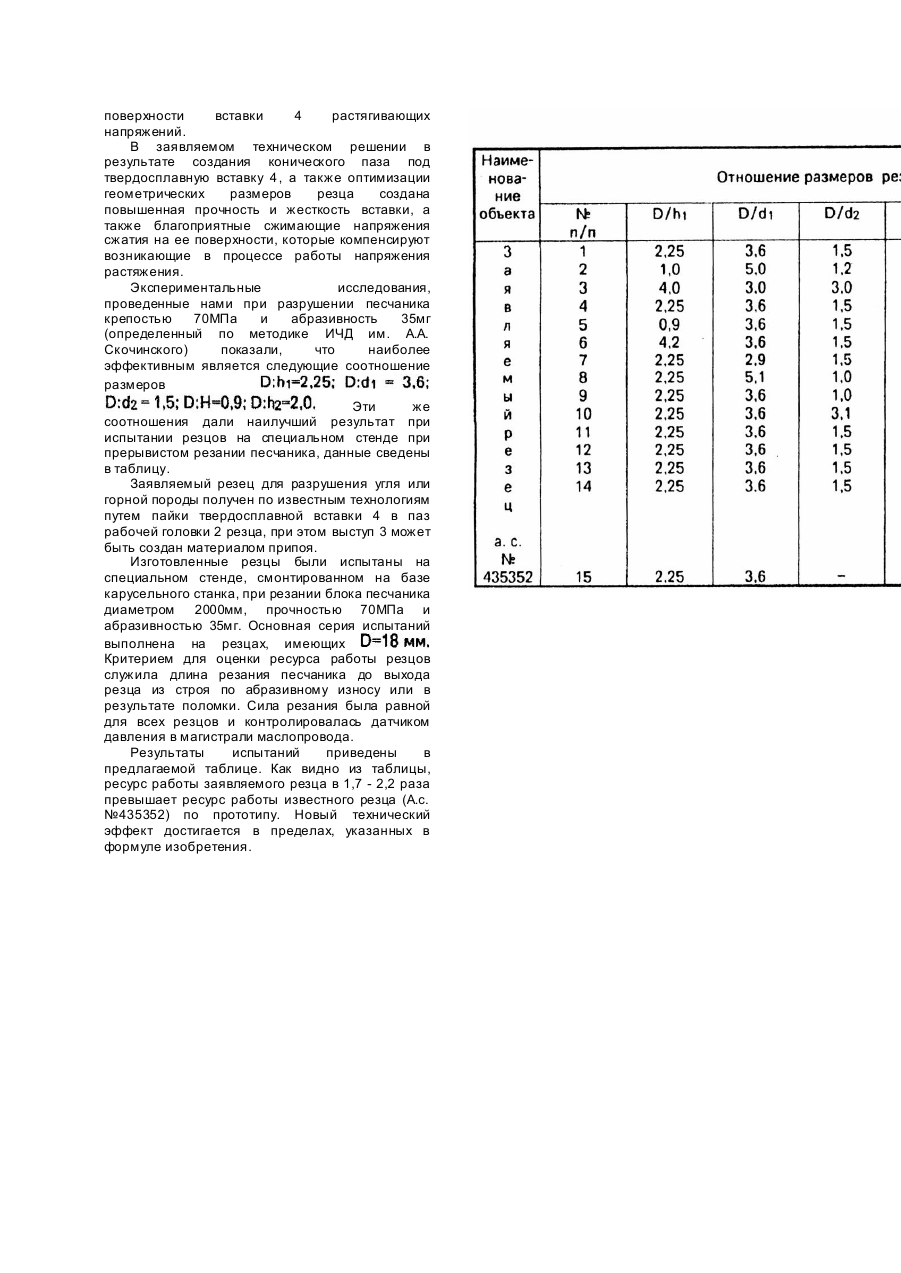
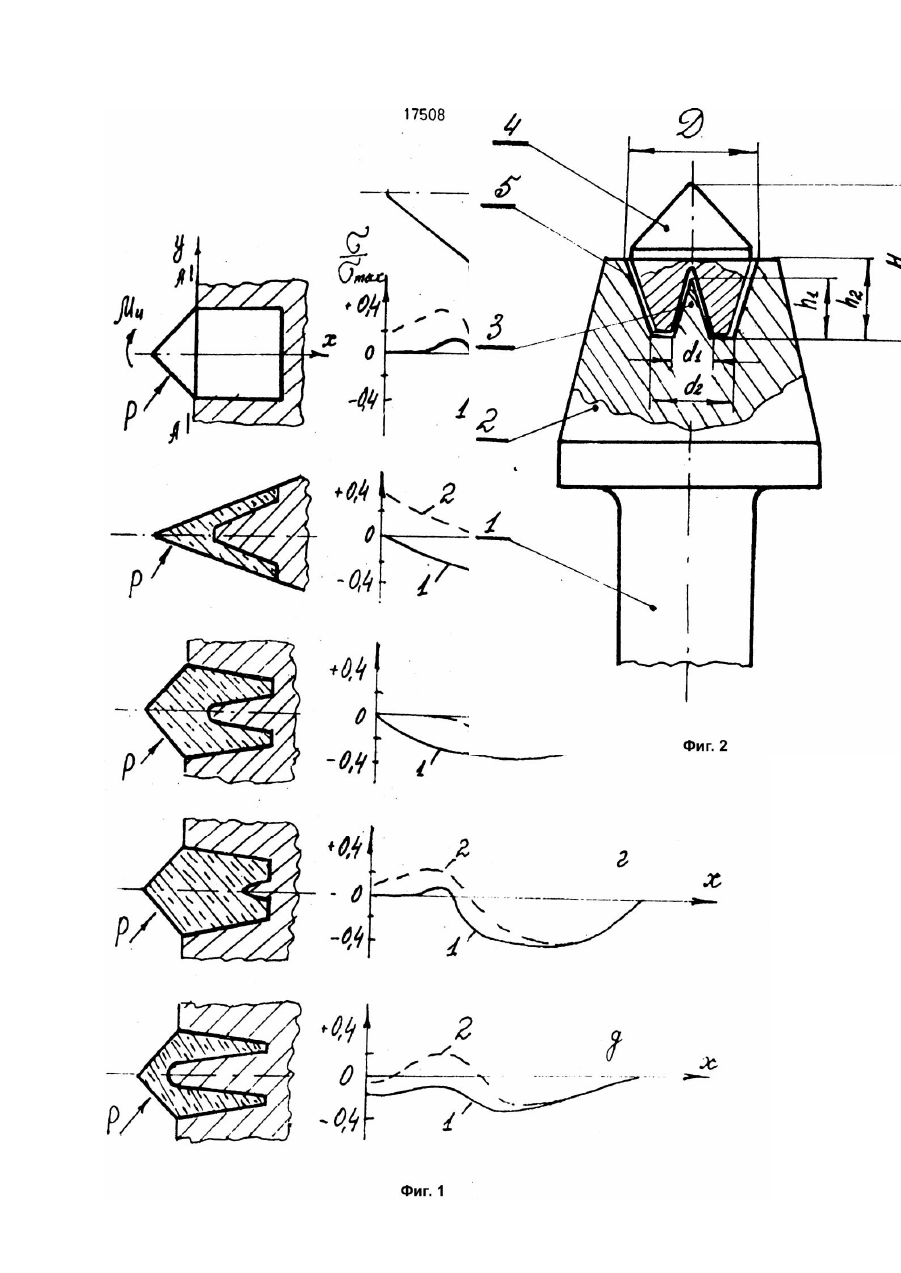
Изобретение относится к горнорежущему инструменту, применяемому для оснащения исполнительных органов добычных и проходческих машин. Известны резцы для разрушения угля и горных пород, содержащие стальные державку и рабочую головку, оснащенную цилиндрической твердосплавной вставкой (А.с. №605956, кл. E21C35/38, опубл. 05.05.78, Бюл. №17). Однако эти резцы имеют малый ресурс работы. В известном резце в результате разности коэффициентов термического расширения после пайки на поверхности цилиндрической части твердосплавной вставки возникают высокие сжимающие напряжения, а на поверхности конической ее части - растягивающие (фиг.1,а, кривая 1). Наиболее опасным является сечение А - А. В процессе работы от силы резания P создается изгибающий момент Mи, под действием которого в твердосплавной вставке возникают растягивающие напряжения. На фиг.1,а, кривая 2 представлены суммарные напряжения, созданные от действия паяльных напряжений 1 и силы резания P. Эти напряжения приводят к поломкам вставок, что снижает ресурс работы резца. Наиболее эффективным решением этой проблемы является создание конического выступа на рабочей головке, оснащенной конической твердосплавной вставкой, имеющей внутреннюю осевую полость конической формы под выступ (А.с. №435352, кл. E21C25/38, опубл. 05.07.74, Бюл. №25). Создание конического выступа позволяет после пайки за счет разности коэффициентов термического расширения создать на всей поверхности вставки благоприятные сжимающие напряжения (фиг.1,б, кривая 1). Это техническое решение взято нами за прототип. Однако в известном техническом решении снижается конструкционная прочность твердосплавной вставки и не устраняются растягивающие напряжения в процессе работы резца (фиг.1,б, кривая 2) в результате чего твердосплавная вставка выходит из строя по поломкам, преимущественно режущей кромки, что также сокращает ресурс работы резца. В основу изобретения поставлена задача такого усовершенствования конструкции резца, при котором за счет изменения формы осевой полоски под вставку и предлагаемого соотношения размеров элементов конструкции обеспечиваются сжимающие напряжения на поверхности твердосплавной вставки после пайки и в процессе работы резца и, как следствие этого, уменьшение поломок вставки и увеличение ресурса работы резца. Эта задача решается тем, что в известном резце, содержащем державку и рабочую головку с осевым выступом, оснащенную конической твердосплавной вставкой, имеющей внутреннюю осевую полость конической формы под выступ, согласно изобретению выступ рабочей головки сопряжен с кольцевым пазом под твердосплавную вставку, имеющим коническую наружную поверхность, расширяющуюся в направлении твердосплавной вставки, при этом наружный наибольший диаметр кольцевого паза равен или не более, чем в 4 раза превышает высоту выступа, в 3 - 5 раз превышает диаметр основания осевого выступа, в 1,2 - 3 раза превышает наружный наименьший диаметр кольцевого паза, составляет 0,6 - 1,3 высоты твердосплавной вставки и равен или не более, чем в 4 раза превышает глубину кольцевого паза. Причинно-следственная связь между совокупностью признаков предложения и достигаемым техническим результатом заключается в следующем. При создании конического паза снижаются напряжения, возникающие в твердосплавной вставке после пайки. Основной выступ рабочей головки после пайки с твердосплавной вставкой за счет разности коэффициентов термического расширения стали и твердого сплава создает на поверхности твердосплавной вставки благоприятные сжимающие напряжения (фиг.1,в, кривая 1), которые компенсируют растягивающие напряжения, возникающие от силы резания P (суммарные напряжения представлены на фиг.1,в кривой 2). Оптимизация геометрических размеров паза под вставку позволяет создать высокую конструкционную прочность вставки и управлять уровнем напряжений на ее поверхности. При малых геометрических размерах выступа суммарные напряжения становятся растягивающими (фиг.1,г, кривая 2), а при размерах выступа больше оптимальных снижается конструкционная прочность, жесткость вставки, что приводит также к возникновению растягивающих напряжений на поверхности вставки в процессе работы резца (фиг.1,д, кривая 2). Приведенные доводы показывают, что заявляемое предложение имеет изобретательский уровень. Возможность осуществления изобретения подтверждается графическими материалами, где на фиг.2 представлен заявляемый резец, Резец состоит из стальной державки 1 и стальной рабочей головки 2, в которой находится осевой выступ 3, сопряженный с кольцевым пазом под твердосплавную вставку 4. Кольцевой паз имеет коническую наружную поверхность 5, расширяющуюся в направлении твердосплавной вставки 4. На фиг.2 наружный наибольший диаметр кольцевого паза обозначен высота выступа диаметр основания выступа наружный наименьший диаметр кольцевого паза высота твердосплавной вставки глубина кольцевого паза Резец выполнен при следующем соотношении геометрических размеров В статическом состоянии в резце твердосплавная вставка 4 имеет на поверхности только напряжения сжатия. Разрушение угля или породы осуществляется путем вращения исполнительного органа машины, оснащенного резцами, при этом резцы испытывают циклические удары о горную породу или уголь, в результате чего твердосплавные вставки 4 испытывают циклические нагрузки и абразивное воздействие горной породы. Последняя вызывает износ резцов, а циклические нагрузки при достижении предела усталостной прочности - разрушение твердосплавной вставки 4. Наиболее опасным является возникновение на поверхности вставки 4 растягивающих напряжений. В заявляемом техническом решении в результате создания конического паза под твердосплавную вставку 4 , а также оптимизации геометрических размеров резца создана повышенная прочность и жесткость вставки, а также благоприятные сжимающие напряжения сжатия на ее поверхности, которые компенсируют возникающие в процессе работы напряжения растяжения. Экспериментальные исследования, проведенные нами при разрушении песчаника крепостью 70МПа и абразивность 35мг (определенный по методике ИЧД им. А.А. Скочинского) показали, что наиболее эффективным является следующие соотношение размеров Эти же соотношения дали наилучший результат при испытании резцов на специальном стенде при прерывистом резании песчаника, данные сведены в таблицу. Заявляемый резец для разрушения угля или горной породы получен по известным технологиям путем пайки твердосплавной вставки 4 в паз рабочей головки 2 резца, при этом выступ 3 может быть создан материалом припоя. Изготовленные резцы были испытаны на специальном стенде, смонтированном на базе карусельного станка, при резании блока песчаника диаметром 2000мм, прочностью 70МПа и абразивностью 35мг. Основная серия испытаний выполнена на резцах, имеющих Критерием для оценки ресурса работы резцов служила длина резания песчаника до выхода резца из строя по абразивному износу или в результате поломки. Сила резания была равной для всех резцов и контролировалась датчиком давления в магистрали маслопровода. Результаты испытаний приведены в предлагаемой таблице. Как видно из таблицы, ресурс работы заявляемого резца в 1,7 - 2,2 раза превышает ресурс работы известного резца (А.с. №435352) по прототипу. Новый технический эффект достигается в пределах, указанных в формуле изобретения.
ДивитисяДодаткова інформація
Назва патенту англійськоюCutter
Автори англійськоюLisovskyi Anatolii Feliksovych, Tkachenko Mykola Volodymyrovych, Kryvorotko Pleh Dmytrovych, Baranovskyi Mykhailo Samiilovych
Назва патенту російськоюРезец
Автори російськоюЛисовский Анатолий Феликсович, Ткаченко Николай Владимирович, Криворотько Олег Дмитриевич, Барановский Михаил Самойлович
МПК / Мітки
МПК: E21C 35/18, E21C 25/18
Мітки: різець
Код посилання
<a href="https://ua.patents.su/3-17508-rizec.html" target="_blank" rel="follow" title="База патентів України">Різець</a>
Породоруйнуючий інструмент
Номер патенту: 5620
Опубліковано: 28.12.1994
Автори: Шматовський Леонід Дмитрович, Страшко Василь Андрійович, Нестеренко Володимир Іванович
МПК: E21B 10/46
Мітки: інструмент, породоруйнуючий
Формула / Реферат:
Породоразрушающий инструмент, содержащий державку, закрепленный в державке с возможностью вращения хвостовик резца с рабочей частью и закрепленную на рабочей части резца твердосплавную вставку с конусной рабочей частью, вершина которой смещена относительно оси резца, отличающийся тем, что рабочая часть твердосплавной вставки выполнена симметричной относительно оси вставки, закрепленной с радиальным смещением относительно оси резца в сторону...
Різець для важких токарних верстатів
Номер патенту: 14352
Опубліковано: 25.04.1997
Автори: Самойлов Володимир Сергійович, Мальцев Олег Сергійович, Хает Григорій Львович, Гах Віталій Михайлович, Суворов Олександр Семенович, Гузенко Віталій Семенович
МПК: B23B 27/16
Мітки: важких, верстатів, різець, токарних
Формула / Реферат:
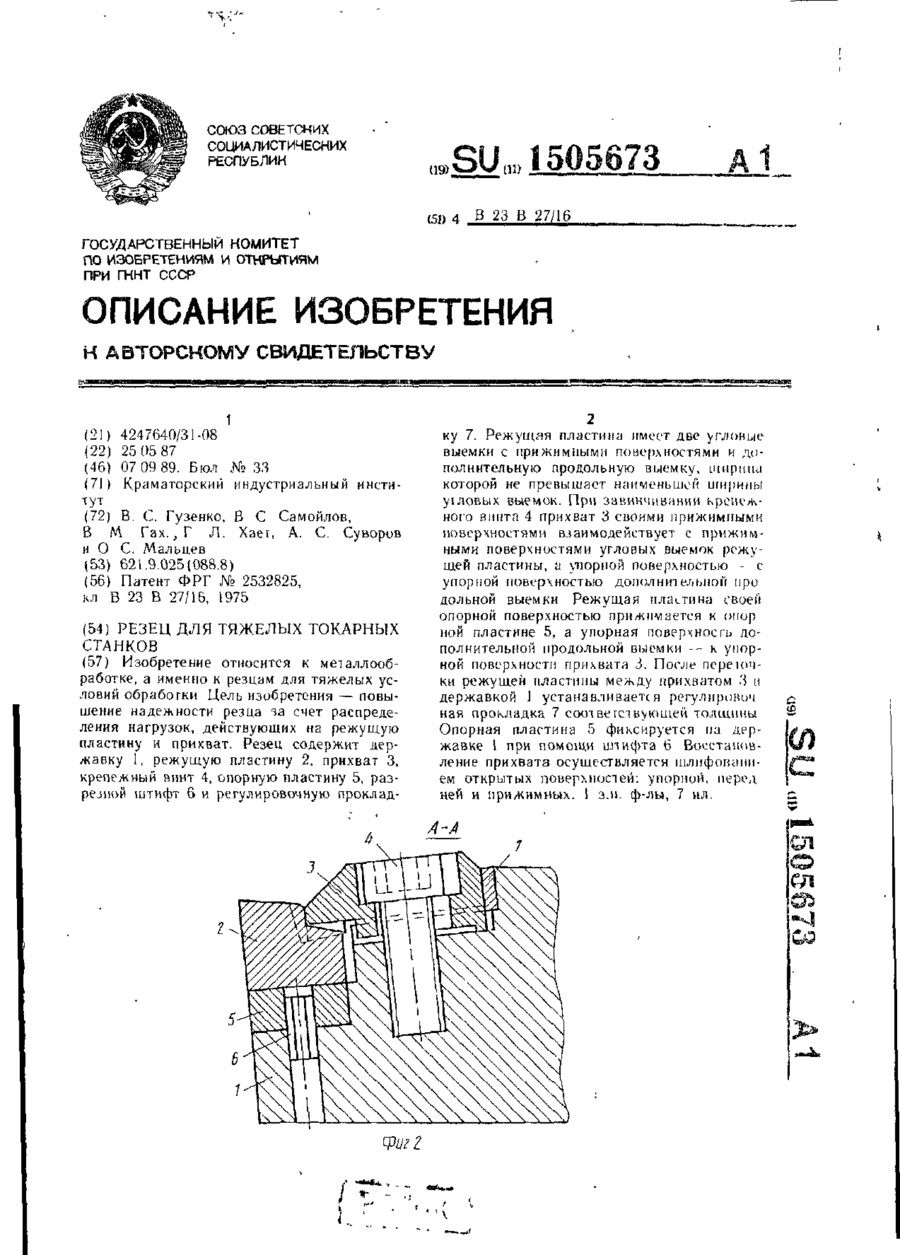
І. Резец для тяжелых токарных станков, содержащий державку, режущую пластину с двумя угловыми частично цилиндрическими выемками переменной ширины, расположенными со стороны упорной поверхности и сопряженными с прижимными выступами прихвата, отличающийся тем, что, с целью повышения надежности резца, на режущей пластине со стороны угловых выемок выполнена дополнительная продольная выемка шириной, не превышающей наименьшую ширину угловых...
Зовнішнє дзеркало заднього огляду
Номер патенту: 206
Опубліковано: 30.04.1993
Автор: Костюк Григорій Петрович
МПК: B60R 1/06
Мітки: заднього, огляду, дзеркало, зовнішнє
Формула / Реферат:
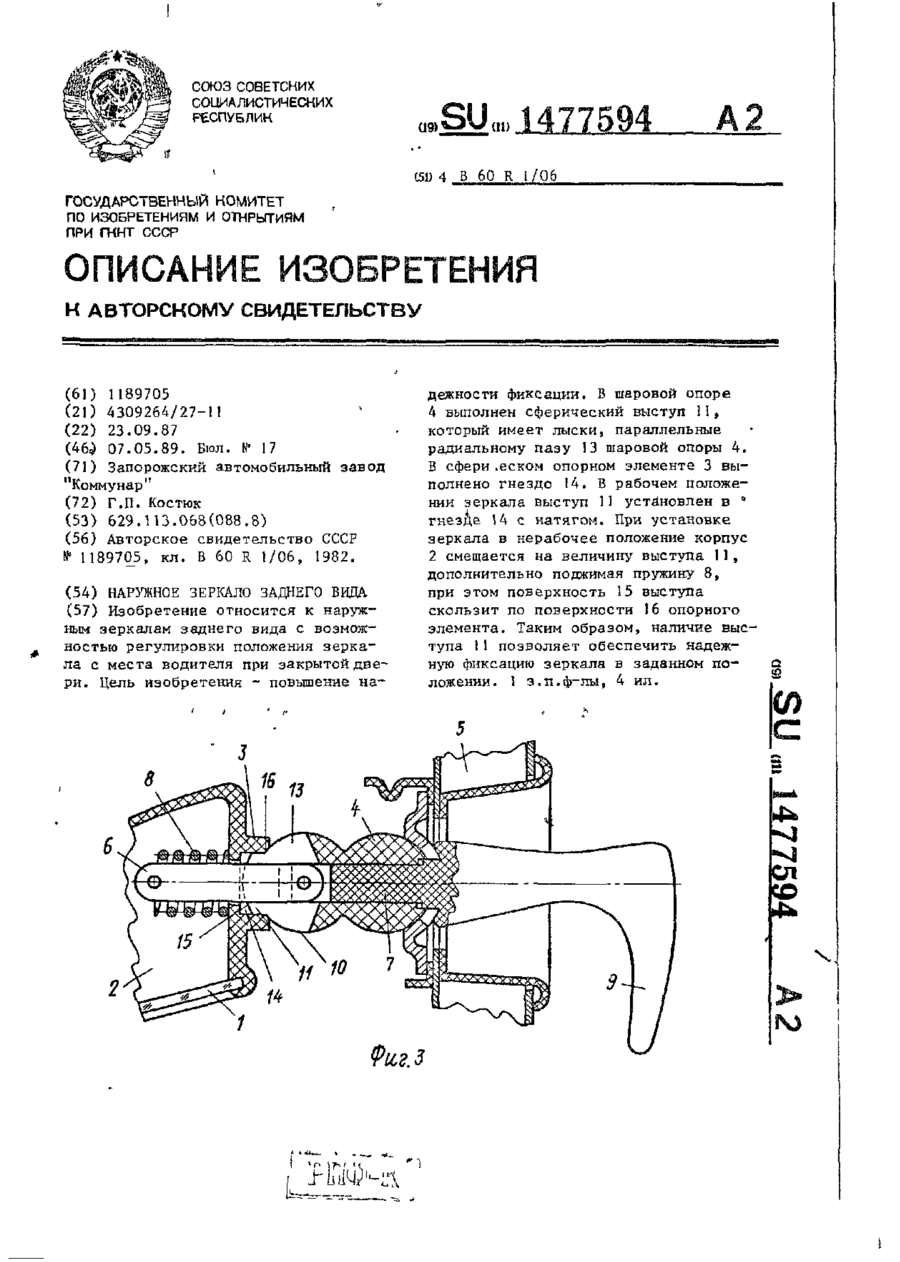
1. Наружное зеркало заднего вида по авт.св. № 1189705, отличающееся тем, что, с целью повышения надежности фиксации, шар, содержащий радиальный паз, снабжен выступом, который расположен по обе стороны паза, и наружная поверхность которой имеет радиус кривизны, соответствующий радиусу кривизны опорной поверхности сферического опорного элемента, причем в последнем выполнено гнездо с возможностью установки в нем этого выступа с натягом.2....
Автоколивальний відрізний різець
Номер патенту: 9934
Опубліковано: 30.09.1996
Автори: Галімов Ільяс Даутович, Панов Генадій Іванович, Рудаков Олександр Володимирович, Шумілов Олександр Павлович, Станчук Еміль Анатольович
МПК: B23B 27/00
Мітки: автоколивальний, відрізний, різець
Формула / Реферат:
(57) 1. Автоколебательный отрезной резец, содержащий корпус, на направляющих которого с возможностью возвратно-поступательного перемещения установлен ползун с режущим элементом, взаимодействующим с упругим элементом, отличающийся тем, что резец снабжен подвижным упором и штоком, установленным с возможностью возвратно-поступательного перемещения вдоль корпуса и соединенным посредством штифта с ползуном, при этом упругий элемент выполнен в виде...
Різьбовий різець
Номер патенту: 1981
Опубліковано: 20.12.1994
Автори: Шевченко Анатолій Іванович, Семашко Іван Михайлович, Тарасенко Микола Олександрович
МПК: B23B 27/16
Формула / Реферат:
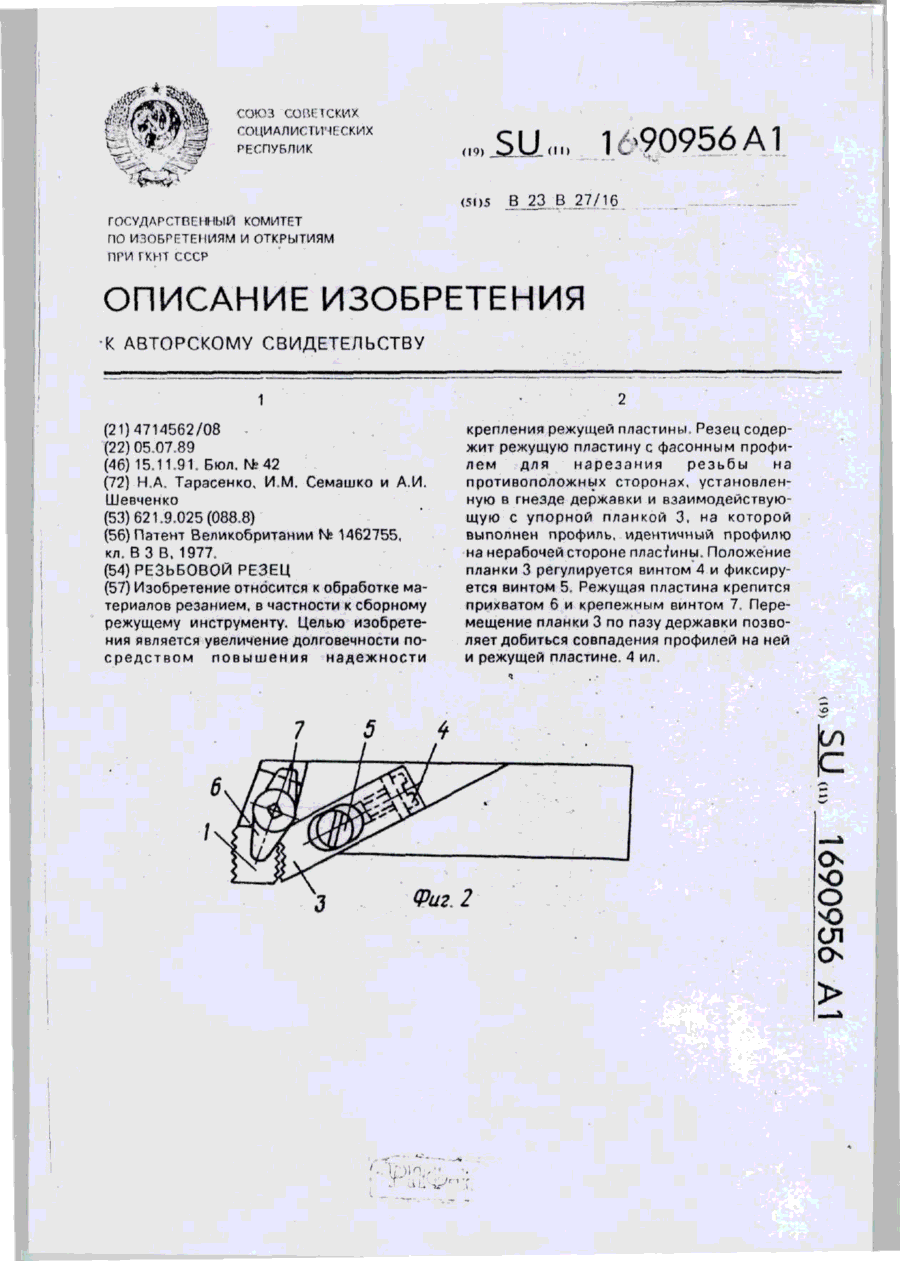
Резьбовой резец, содержащий державку, в гнезде которой с возможностью взаимодействия с боковой опорной стенкой установлена режущая пластина с фасонным профилем для нарезания резьбы на противоположных сторонах, закрепляемая с помощыо прихвата, отличающийся тем, что, с целью увеличения долговечности за счет повышения надежности крепления режущей пластины, в резец введены упорная планка с фасонной поверхностью для взаимодействия с нерабочей...
Попередній патент: Спосіб діагностики ступеню тяжкості гострої променевої хвороби
Наступний патент: Склад для антикорозійного покриття
Випадковий патент: Спосіб перфорації обсадної колони нафто-газових свердловин і пристрій для його здійснення