Спосіб вимірювання механічних напружень
Формула / Реферат
Способ измерения механических напряжений в конструкциях из ферромагнитных сплавов, при котором измерение осуществляют путем наложения четырехполюсного преобразователя трансформаторного типа и снимают показания прибора при различных углах расположения преобразователя относительно первоначально выбранной системы координат на плоскости измерения, отличающийся тем, что вначале определяют направления действия главных напряжений в точке измерения путем вращения преобразователя вокруг своей оси, которые соответствуют положению, при котором достигается наибольшее показание прибора, фиксируют значение этого показания, затем преобразователь поворачивают на 90 градусов от этого положения и фиксируют соответствующее этому положению значение показания прибора, а величину разности главных напряжений в точке измерения определяют по формуле:
![]()
где G1 , G2 — главные напряжения в точке измерения; .
f - функция зависимости изменения показаний прибора от изменения величины напряжений, определяемая тарировочными испытаниями прибора для каждой марки стали;
N1, N2 - наибольшее показание прибора и показание прибора после поворота преобразователя на 90 градусов соответственно.
Текст
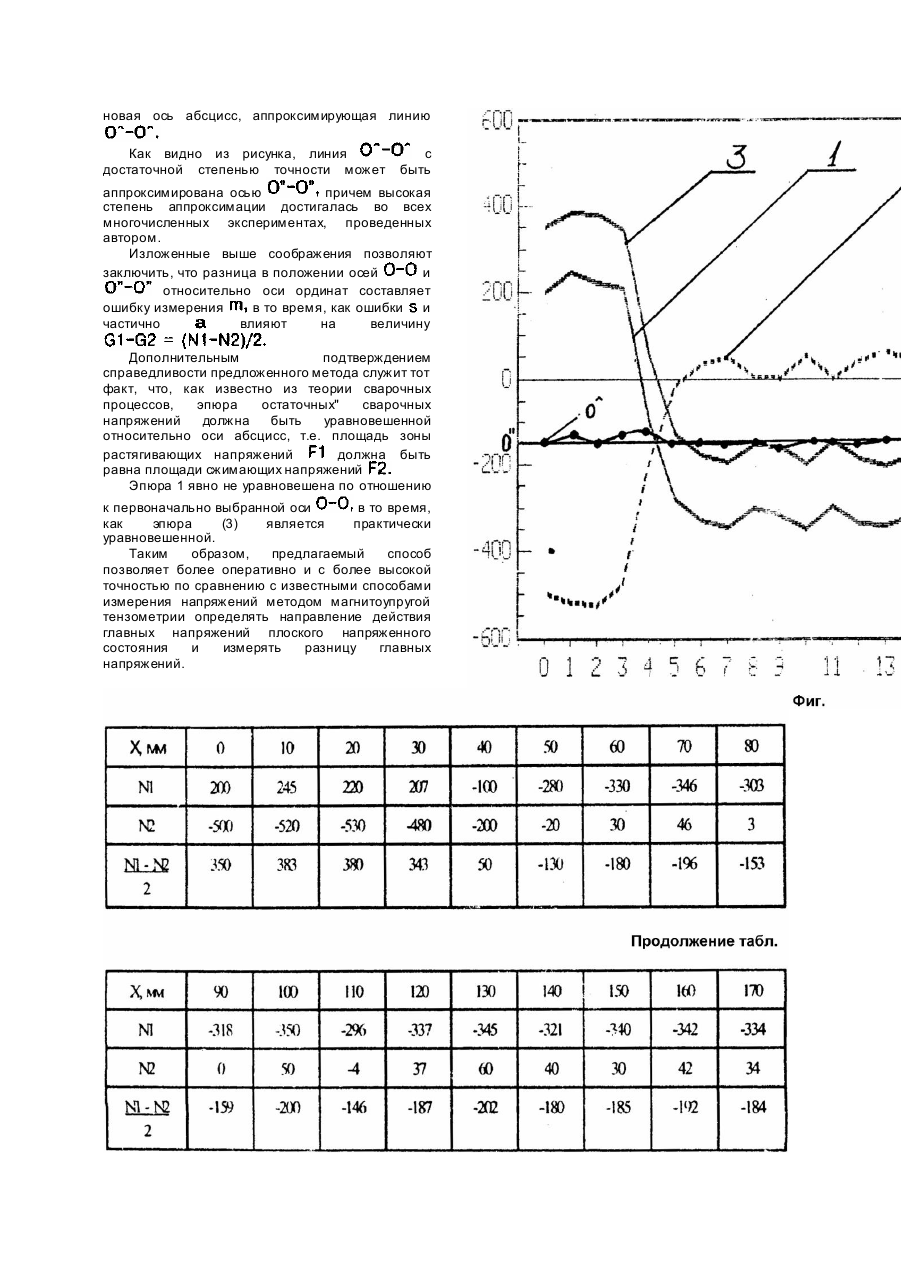
Изобретение относится к области измерения механических напряжений без нанесения какихлибо повреждений объекту измерения и может быть использовано в различных отраслях промышленности, связанных с изготовлением и эксплуатацией крупногабаритных конструкций из низколегированных, низкоуглеродистых сталей. Известен способ измерения давлений и соответствующи х им механических напряжений (Майоров Ф.В. Магнитострикционный метод и приборы для измерения давлений. - М.: ЦАГИ им. Жуковского, 1939. - 445с.) методом магнитоупругой тензометрии, при котором устанавливается прямая зависимость между величиной изменения магнитной проницаемости стали и изменением величины одноосных напряжений. Недостатком этого способа является его существенная зависимость от неизбежно возникающего при практическом использовании зазора между датчиком и измеряемой поверхностью, причем величина погрешности зачастую сопоставима с измеряемой величиной, в связи с чем способ не нашел практического применения. Для уменьшения погрешности, привносимой зазором между датчиком и поверхностью измерения, используют датчики с дифференциальным включением обмоток магнитопровода (Орехов). Такая конструкция датчиков позволяет взаимно компенсировать погрешность от зазора между полюсами намагничивающей и индикаторной обмоток. В то же время такой датчик, соответственно, позволяет измерять только разность магнитных проницаемостей стали во взаимно перпендикулярных направлениях, а значит, как показано проведенными различными авторами исследованиями и отражено в цитируемом источнике, только разность нормальных напряжений Gx, Gy. Кроме того, несмотря на существенное уменьшение, погрешность от зазора тем не менее сохраняется и во многих случаях не позволяет с достаточной для практики точности определить абсолютную величину механических напряжений. Наиболее близким техническим решением к предлагаемому изобретению является а.с. №1185126, в соответствии с которым напряжения в точке рассчитываются по нескольким данным измерений в этой точке, полученным путем снятия показаний датчика при различных угла х поворота его вокруг своей оси относительно выбранной на поверхности измерения системы координат. Недостатком этого способа является то, что авторы используют получаемые таким образом результаты измерений для расчета компонентов тензора напряжений, не учитывая то, что тензор напряжений является инвариантной величиной и, следовательно, независящей от выбора системы координат, т.е. теоретически показания датчика при различных угла х поворота относительно выбранной системы координат могут быть рассчитаны аналитически по одному из показаний и все показания, кроме одного, не несут дополнительной информации о напряженном состоянии в точке. Практические результаты измерений не совпадают с расчетными лишь потому, что существуе т ошибка измерения, причем очевидно и проверено нами, что эта ошибка влияет на точность измерения тем больше, чем меньше по абсолютной величине показания прибора. Поскольку в соответствии с этим способом по результатам измерений должна быть построена некая синусоида, то при снятии показаний, близких к наибольшим по своей величине (определяющих амплитуду синусоиды) неизбежная относительная ошибка установки датчика (осуществляемой вручную) в 1 - 2 градуса приведет к ошибке измерения в 1 - 5%, в то время, как та же ошибка установки в точке пересечения синусоиды с осью абсцисс приведет к ошибке в сотни процентов, т.к. отношение должно браться практически к нулевому значению. Использование результатов таких измерений в расчетах заведомо приводит к большой ошибке. Основной задачей предполагаемого изобретения является усовершенствование известного способа измерения механических напряжений и повышение его производительности путем повышения точности и сокращения объема измерений. Решение поставленной задачи достигается тем, что измерение осуществляют п утем наложения четырехполюсного преобразователя относительно первоначально выбранной системы координат на плоскости измерения, при этом вначале определяют направления действия главных напряжений в точке измерения путем вращения преобразователя (датчика) вокруг своей оси, которые соответствуют положению, при котором достигается наибольшее показание прибора, фиксируют значение этого показания, затем преобразователь поворачивают на 90 градусов от этого положения и фиксируют соответствующее этому положению значение показания прибора, а величинуразности главных напряжений в точке измерения определяют по формуле где - главные напряжения в точке измерения; - функция зависимости изменения величины напряжений от изменения показаний прибора, определяемая тарировочными испытаниями прибора для каждой марки стали; - наибольшее показание прибора и показание прибора после поворота датчика на 90 градусов соотве тственно. Справедливость предлагаемого подхода к определению разности главных напряжений можно обосновать следующим образом. Как показано выше, конструкция используемого датчика позволяет измерять лишь разность нормальных напряжений Наибольшая разница нормальных напряжений достигается тогда, когда она соответствует разнице главных напряжений, что следует из определения главных напряжений (сопромат). Таким образом, вращая датчик и находя его положение, соответствующее наибольшему показанию прибора, можно определить направление действия главных напряжений. Величина показания прибора является функцией разницы нормальных напряжений, или, после определения направления действия главных напряжений, функцией разницы главных напряжений где - функция, обратная функции формулы 1. Любому измерению методом магнитоупругой тензометрии будут сопутствовать следующие ошибки измерения: 1) систематическая, не зависящая от положения датчика на измеряемой поверхности определяемая зазором между датчиком и поверхностью измерения, состоянием поверхности измерения (наличие ржавчины, окалины, равномерного слоя краски и т.д.), наличием посторонних магнитных полей и т.п.; 2) систематическая, зависящая от положения датчика на измеряемой поверхности, отражающая магнитную анизотропию исследуемого материала (особенности структуры материала, наличие предварительных пластических деформаций и т.п.); 3) случайная ошибка, определяемая качеством проведения измерений. Уменьшение влияния ошибки по п.3 достигается путем повышения точности нанесения разметки, по которой проводится измерение на исследуемом объекте, точности установки датчика в соответствии с нанесенной разметкой, совершенствованием прибора магнитоупругой тензометрии. Учет ошибки по п.2 в той или иной степени может быть осуществлен с помощью использования встречно включенного датчика, крепящегося на эталонном образце металла, снятием исходных показаний на эталонном образце металла и другими известными из литературы способами. Предлагаемое изобретение относится к исключению ошибки по п.1. В общем случае, после определения направления действия главных напряжений, показание прибора при соответствующем положении датчика можно выразить как где - ошибка по п.1, - ошибка по п.2, - ошибка по п.3. После поворота датчика на 90 градусов вокруг своей оси будет снято показание Теоретически должно быть равно но из сопоставления (2) и (3) видно, что равенство не достигается из-за наличия указанных ошибок. Вычитая из выражения (2) выражение (3), получим: Возможности устранения ошибок указаны выше, ошибка учесть которую инструментальным методом практически невозможно, исключается автоматически при использовании предлагаемого способа. Разница главных напряжений с учетом проводимых предварительно тарировочных испытаний определяется из выражения (4) как Таким образом, предлагаемый способ позволяет определить направление действия и величину разницы главных напряжений с более высокой точностью, чем это достигается известными способами, при этом объем работ по проведению измерений существенно сокращается. Предлагаемый способ был использован при измерении остаточных сварочных напряжений как в лабораторных условиях на образцах, так и в промышленных условиях на крупногабаритных листовых конструкциях. В качестве примера приведем результаты измерений остаточных напряжений от вертикального монтажного стыка резервуара, стенка которого представляет собой цилиндр диаметром 50м и высотой 5м, изготовленного методом ру-лонирования из стали 09Г2С. Ниже приведена таблица результатов измерений вдоль оси перпендикулярной оси шва. Измерения проводились через каждые десять миллиметров. Величины указаны в условных единицах, снимаемых с прибора. Направления действия главных напряжений определялись в шве и околошовной зоне (примерно 40мм от оси шва) и совпадали с осью шва и перпендикуляром к этой оси Следует отметить, что функция как проверено нами многочисленными тарировочными испытаниями, а также другими исследователями, что отражено в выше приведенных источниках, имеет практически линейный характер, т.е. перевод показаний прибора в величины напряжений осуществляется путем умножения на некоторый коэффициент, величина которого зависит от характеристик прибора и магнитной проницаемости стали. Поскольку умножение на коэффициент принципиально не влияет на приводимые здесь рассуждения, для обеспечения большей наглядности приведенной ниже эпюры напряжений примем условно, что коэффициент равен 1. Тогда, согласно (5), т.е. в третьей строке таблицы приведены результаты расчета разности главных напряжений в соответствии с предлагаемым способом по всем точкам измерения. На рисунке (фиг.) представлены эпюры значений магнитоупругой датчика, соответствующем направлению градусов, или, без учета ошибок устранение которых не являлось предметом предполагаемого изобретения измеренных прибором тензометрии при положении а и после поворота датчика на 90 также эпюра Ось - первоначально выбранная ось абсцисс; - линия, относительно которой в каждой точке измерения новая ось абсцисс, аппроксимирующая линию Как видно из рисунка, линия достаточной степенью точности может с быть аппроксимирована осью причем высокая степень аппроксимации достигалась во всех многочисленных экспериментах, проведенных автором. Изложенные выше соображения позволяют заключить, что разница в положении осей и относительно оси ординат составляет ошибку измерения в то время, как ошибки и частично влияют на величину Дополнительным подтверждением справедливости предложенного метода служит тот факт, что, как известно из теории сварочных процессов, эпюра остаточных" сварочных напряжений должна быть уравновешенной относительно оси абсцисс, т.е. площадь зоны растягивающих напряжений должна быть равна площади сжимающих напряжений Эпюра 1 явно не уравновешена по отношению к первоначально выбранной оси в то время, как эпюра (3) является практически уравновешенной. Таким образом, предлагаемый способ позволяет более оперативно и с более высокой точностью по сравнению с известными способами измерения напряжений методом магнитоупругой тензометрии определять направление действия главных напряжений плоского напряженного состояния и измерять разницу главных напряжений.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measurement of mechanical tensions
Автори англійськоюBryzhalin Andrii Hennadiiovych
Назва патенту російськоюСпособ измерения механических напряжений
Автори російськоюБрызгалин Андрей Геннадиевич
МПК / Мітки
МПК: G01L 1/12
Мітки: спосіб, вимірювання, напружень, механічних
Код посилання
<a href="https://ua.patents.su/3-20421-sposib-vimiryuvannya-mekhanichnikh-napruzhen.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання механічних напружень</a>
Спосіб вимірювання швидкості потоку газу або рідини
Номер патенту: 11826
Опубліковано: 25.12.1996
Автори: Ранченко Генадій Степанович, Корнієнко Олег Петрович, Охрімович Віталій Йосипович
МПК: G01F 1/00, G01P 5/10, G01S 15/00
Мітки: вимірювання, потоку, рідини, газу, швидкості, спосіб
Формула / Реферат:
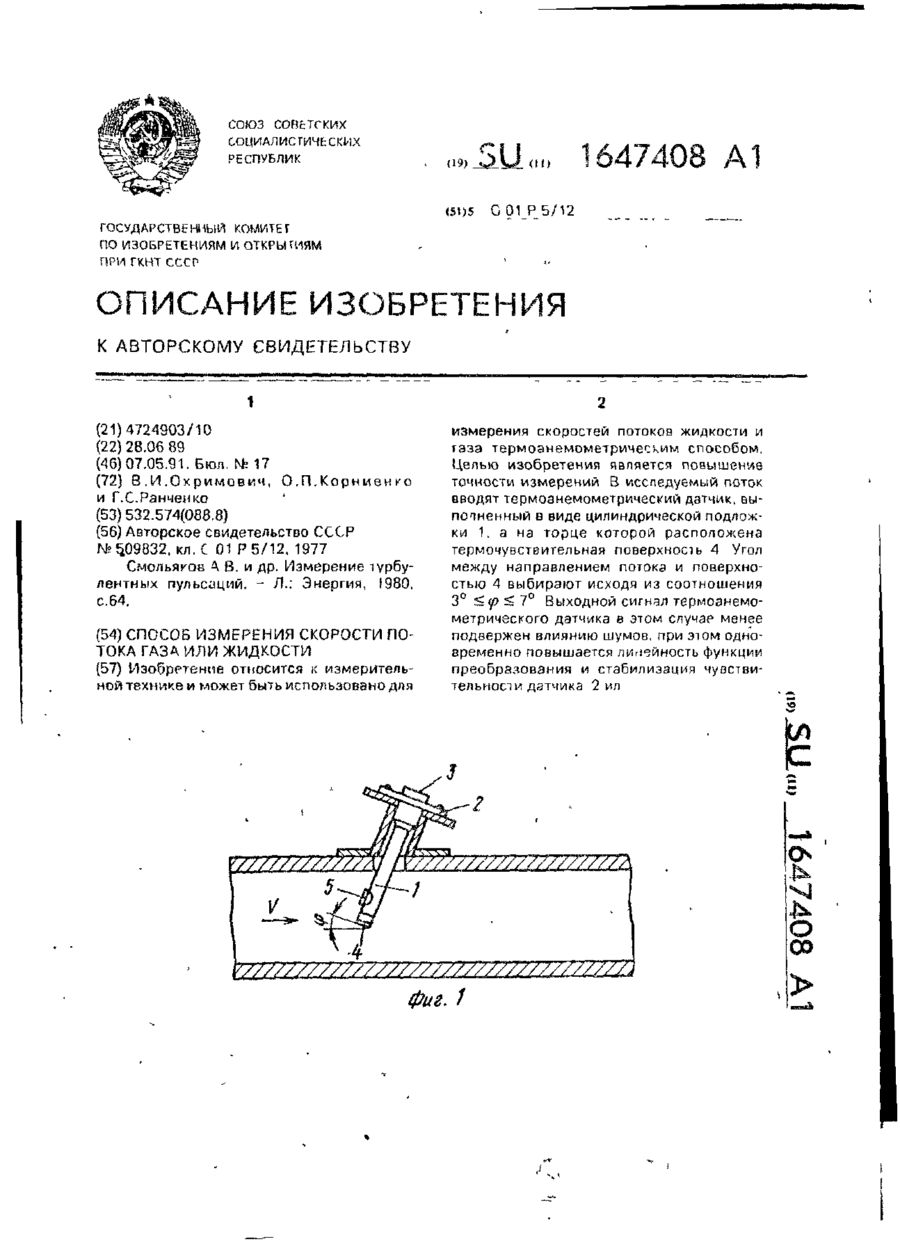
Способ измерения скорости потока газа или жидкости, заключающийся в расположении в потоке термочувствительной поверхности, нанесенной на торец цилиндрической подложки, перегреве ее относительно потока и регистрации изменений параметров термочувствительной поверхности под действием потока, по которым судят о скорости газа пли жидкости, отличающийся тем, что, с целью повышения точности измерений, термочувствительную поверхность располагают...
Спосіб вимірювання швидкості зруйнування при корозійно-механічних випробуваннях металевих матеріалів
Номер патенту: 3080
Опубліковано: 26.12.1994
Автори: Барба Микола Іванович, Лукашенко Владислав Іванович, Шульте Олександр Юрійович
МПК: G01N 17/00
Мітки: матеріалів, зруйнування, швидкості, спосіб, металевих, випробуваннях, корозійно-механічних, вимірювання
Формула / Реферат:
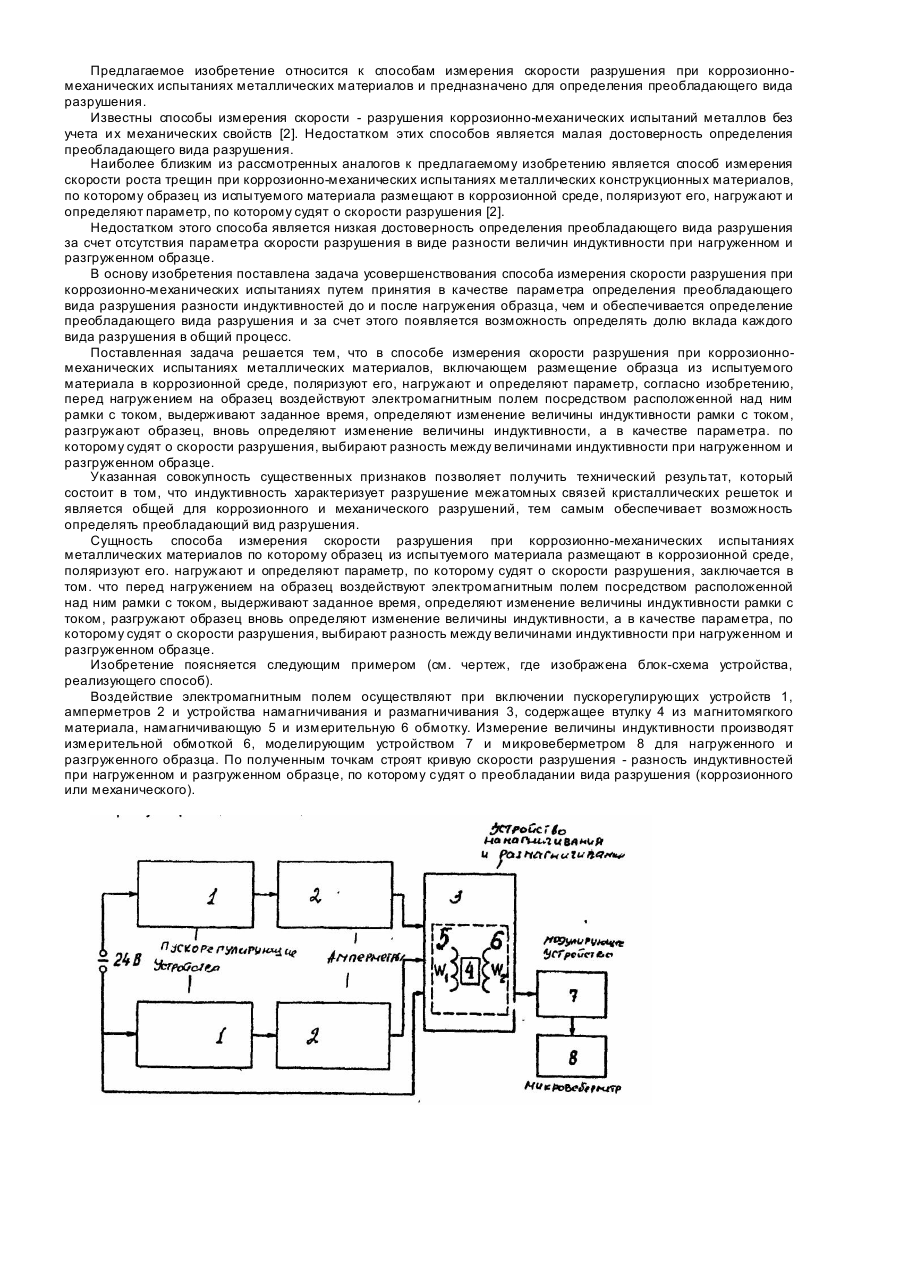
Способ измерения скорости разрушения при коррозионно-механических испытаниях металлических материалов., по которому образец из испытуемого материала размещают в коррозионной среде, поляризуют его., нагружают и определяют параметр, по которому судят о скорости разрушения, отличающийся тем, что перед нагружением на образец воздействуют электромагнитным полем посредством расположенной над ним рамки с током, выдерживают заданное время, определяют...
Спосіб вимірювання залишкових напруг
Номер патенту: 10659
Опубліковано: 25.12.1996
Автори: Маркевич Константин Володимирович, Черняк Володимир Васильович, Бабенко Євген Михайлович
МПК: G01N 27/90
Мітки: вимірювання, залишкових, напруг, спосіб
Формула / Реферат:
Способ измерения остаточных напряжений в слабопроводящих композиционных материалах, заключающийся в том, что эталонное и контролируемое изделия зондируют электромагнитным полем определенной частоты с помощью накладного вихретокового преобразователя, измеряют амплитуды сигналов на эталонном в контролируемом изделиях и определяют отношение амплитуд этих сигналов, отличающийся тем, что дополнительно измеряют амплитуды сигналов эталонного и...
Спосіб визначення механічних напруг у виробах з феромагнітних матеріалів та пристрій для його реалізації
Номер патенту: 17181
Опубліковано: 18.03.1997
Автори: Яременко Михайло Андрійович, Мінаков Сергій Миколайович, Ланчаков Григорій Олександрович, Фомічов Сергій Костянтинович, Зарицький Сергій Петрович, Степаненко Олександр Іванович, Недосєка Анатолій Якович, Кульков Анатолій Миколайович
МПК: G01L 1/12
Мітки: пристрій, матеріалів, напруг, виробах, феромагнітних, механічних, спосіб, реалізації, визначення
Формула / Реферат:
1. Способ определения механических напряжений в изделиях из ферромагнитных материалов, заключающийся в определении измеряемой величины сигнала путем фазочувствительного измерения сигнала, поданного на намагничивающий электромагнит преобразователя, установленного на контролируемое изделие, и снятого с измерительного электромагнита преобразователя преобразованного сигнала, и определении по значению измеряемой величины сигнала механических...
Пристрій для вимірювання резонансних механічних характеристик рідин
Номер патенту: 1320
Опубліковано: 25.03.1994
Автори: Забеліна Віолета Сергіївна, Прусіхін Олег Вікторович, Короткий Юрій Алексійович, Нижній Ігор Володимирович
МПК: G01N 29/02
Мітки: резонансних, механічних, характеристик, вимірювання, пристрій, рідин
Формула / Реферат:
Устройство для измерения резонансных механических характеристик жидкостей, содержащее возбудитель механических колебаний, связанную с последним камеру для исследуемой жидкости и регистратор, отличающееся тем, что, с целью повышения разрешающей способности устройства на низких частотах, возбудитель механических колебаний выполнен в виде задающего генератора и подключенного к его выходу электромагнита с подвижным сердечником, камера...
Попередній патент: Запірно-пломбувальний пристрій чеботарьова
Наступний патент: Спосіб формування просвіту гортані після її резекції
Випадковий патент: Спосіб регулювання осьової нагрузки на долото при бурінні сведловин забійними двигунами