Валок для термообробки плівкових і рулонних матеріалів
Номер патенту: 21425
Опубліковано: 15.03.2007
Автори: Ракицька Галина Віталіївна, Мікульонок Ігор Олегович


Формула / Реферат
1. Валок для термообробки плівкових і рулонних матеріалів, що містить цапфи, закріплені на них торцеві кришки зі встановленими між ними внутрішньою й зовнішньою обичайками, розташований у кільцевому проміжку між обичайками гвинтовий гребінь, що виконаний у вигляді окремої деталі і разом з обома обичайками і торцевими кришками утворює щонайменше один гвинтовий канал для проходу теплоносія, який відрізняється тим, що гвинтовий гребінь виконано у вигляді гнучкого профільного погонного виробу.
2. Валок за п. 1, який відрізняється тим, що гнучкий профільний погонний виріб виконано гумовим.
3. Валок за п. 1 або 2, який відрізняється тим, що гнучкий профільний погонний виріб з боку внутрішньої обичайки має основу більшу, за його основу з боку зовнішньої обичайки.
4. Валок за будь-яким з пп. 1-3, який відрізняється тим, що на основі гнучкого профільного погонного виробу з боку зовнішньої обичайки виконано щонайменше один поздовжній паз.
5. Валок за будь-яким з пп. 1-4, який відрізняється тим, що гнучкий профільний погонний виріб закріплено клейовим з'єднанням на внутрішній обичайці.
Текст
1. Валок для термообробки плівкових і рулонних матеріалів, що містить цапфи, закріплені на них торцеві кришки зі встановленими між ними внутрішньою й зовнішньою обичайками, розташований у кільцевому проміжку між обичайками гвинтовий гребінь, що виконаний у вигляді окремої деталі і разом з обома обичайками і торцевими кришками утворює щонайменше один гвинтовий 3 21425 4 виконаний у вигляді окремої деталі і разом з оболення виробу на внутрішній обичайці останню зама обичайками і торцевими кришками утворює водять у порожнину зовнішньої обичайки, при щонайменше один гвинтовий канал для проходу цьому завдяки більшій площі контакту виробу з теплоносія, при цьому гвинтовий гребінь виконано внутрішньою обичайкою, ніж із зовнішньою, геомеу вигляді знімної стрічки, розміщеної в пазах внуттрія каналу під час складання валка не порушуєтьрішньої обичайки [пат. СРСР № 308561, МПК В29В ся. Наявність на основі гнучкого профільного по7/62, заявл. 28.04.1967, опубл. 01.07.1971]. гонного виробу з боку зовнішньої обичайки Зазначений валок, на відміну від аналога, що щонайменше одного поздовжнього пазу ще більш розглянуто, внаслідок відсутності теплоносія всезменшує силу тертя між зазначеним виробом і редині внутрішньої обичайки під час його роботи зовнішньою обичайкою під час складання валка, а має задовільну енергоефективність, проте як і також підвищує гідравлічний опір можливого проаналог передбачає ефективне застосування валка міжку між зазначеними елементами валка, що лише в обмеженому діапазоні параметрів процесу, сприяє ефективності теплообміну. Закріплення же оскільки також унеможливлює регулювання площі гнучкого профільного погонного виробу на внутріпоперечного перерізу каналу для проходу теплошній обичайці клейовим з'єднанням забезпечує носія. надійну геометрію каналу для проходу теплоносія В основу корисної моделі покладено задачу під час експлуатації валка і в той же час допускає вдосконалення валка для термообробки плівкових за необхідності зміну зазначеної геометрії (демоні рулонних матеріалів, в якому нове конструктивне тажем виробу і наступним його монтажем, у тому виконання гвинтового гребеня забезпечує можличислі і клейовим з'єднанням). вість регулювання площі поперечного перерізу Сутність корисної моделі пояснюється кресканалу для проходу теплоносія вздовж осі валка, а леннями, на яких зображено: на Фіг.1 - поздовжній отже і рівномірне температурне поле на робочій розріз валка; на Фіг.2 - виносний елемент А на поверхні зовнішньої обичайки валка за різних реФіг.1, приклад виконання гнучкого профільного жимів його роботи (температура, швидкість, ширипогонного виробу; на Фіг.3 - те саме, приклад вина й товщина оброблюваного матеріалу то що). конання гнучкого профільного погонного виробу з Поставлена задача вирішується тим, що у ваодним поздовжнім пазом на основі з боку зовнішлку для термообробки плівкових і рулонних матеньої обичайки. ріалів, що містить цапфи, закріплені на них торцеві Валок містить цапфи 1 і 2, закріплені на них кришки зі встановленими між ними внутрішньою й торцеві кришки 3 і 4 зі встановленими між ними зовнішньою обичайками, розташований у кільцевнутрішньою 5 і зовнішньою 6 обичайками, а також вому проміжку між обичайками гвинтовий гребінь, розташований у кільцевому проміжку між обичайщо виконаний у вигляді окремої деталі і разом з ками 5 і 6 гвинтовий гребінь, що виконаний у виобома обичайками і торцевими кришками утворює гляді у вигляді гнучкого профільного погонного щонайменше один гвинтовий канал для проходу виробу 7 і разом з обичайками 5 і 6 і торцевими теплоносія, згідно з пропонованою корисною мокришками 3 і 4 утворює щонайменше один гвинтоделлю новим є те, що гвинтовий гребінь виконано вий канал 8 для проходу теплоносія (Фіг.1). Гнучу вигляді гнучкого профільного погонного виробу. кий профільний погонний виріб 7 може бути викоУ найприйнятніших прикладах виконання валнано гумовим, при цьому з боку внутрішньої ка гнучкий профільний погонний виріб виконано обичайки 5 виріб 7 може мати основу 9 більшу за гумовим; гнучкий профільний погонний виріб з його основу 10 з боку зовнішньої обичайки 6 (Фіг.2, боку внутрішньої обичайки має основу більшу за 3), а на основі виробу 7 з боку зовнішньої обичаййого основу з боку зовнішньої обичайки; на основі ки 5 може бути виконано щонайменше один погнучкого профільного погонного виробу з боку зовздовжній паз 11 (див. Фіг.3). Також гнучкий профінішньої обичайки виконано щонайменше один льний погонний виріб 7 може бути закріплено на поздовжній паз, а гнучкий профільний погонний внутрішній обичайці 5 клейовим з'єднанням. виріб закріплено клейовим з'єднанням на внутріВалок працює в такий спосіб. шній обичайці. Під час складання валка гнучкий профільний Завдяки виконанню гвинтового гребеня у випогонний виріб 7 укладають на внутрішню обичайгляді гнучкого профільного погонного виробу під ку 5, забезпечуючи при цьому необхідний крок t час складання валка забезпечується формування утворюваного гвинтового гребеня вздовж осі валка каналу для проходу теплоносія заданої геометрії, (див. Фіг.1). Укладання виробу 7 при цьому можна яка б за рахунок різної швидкості теплоносія по здійснювати за допомогою шару клею, що нанодовжині каналу забезпечувала рівне температурне сять на основу 9 виробу 7. При цьому забезпечуполе на робочій (зовнішній) поверхні зовнішньої ють формування каналу 8 для проходу теплоносія обичайки, а отже - і високу якість оброблюваного заданої геометрії, яка б за рахунок різної швидкоматеріалу. сті теплоносія по довжині каналу створювала рівне Виконання гнучкого профільного погонного витемпературне поле на робочій (зовнішній) поверхробу гумовим дозволяє не лише суттєво спрощуні зовнішньої обичайки, а отже - і високу якість вати одержання цього виробу та його монтаж у оброблюваного матеріалу. валку, а й забезпечити зменшення відкладень на Виконання основи 9 гнучкого профільного постінках каналу під час експлуатації валка. Викогонного виробу 7 з боку внутрішньої обичайки 5 нання основи гнучкого профільного погонного вибільшою за його основу 10 з боку зовнішньої обиробу з боку внутрішньої обичайки більшою за його чайки 6 також сприяє простому й надійному склаоснову з боку зовнішньої обичайки забезпечує данню валка за рахунок більшої площі контакту просте й надійне складання валка: після закріпвиробу 7 з внутрішньою обичайкою, ніж із зовніш 5 21425 6 ньою, а тому під час складання геометрія каналу 8 За необхідності переходу на інший технологічне порушується. Наявність на основі 10 виробу 7 ний режим обробки матеріалу та необхідності зміщонайменше одного поздовжнього пазу 11 зменни геометрії каналу 8 або для очищення каналу 8 шує силу тертя між виробом 7 і зовнішньою обивід забруднень і відкладень зовнішню обичайку 6 чайкою 6 під час складання валка, а також підвидемонтують, після чого вносять у конструкцію нещує гідравлічний опір проміжку між виробом 7 і обхідні зміни. зовнішньою обичайкою 6, що сприяє ефективності Пропонована конструкція валка забезпечує рітеплообміну. вномірне температурне поле на робочій поверхні Після складання валка й подавання в канал 8 зовнішньої обичайки в широкому діапазоні режитеплоносія можна піддавати термічній обробці мів роботи, а отже і отримання високоякісних плівплівковий або рулонний матеріал. кових і рулонних матеріалів. Комп’ютерна в ерстка А. Крижанівський Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll for thermal treatment of film and roll materials
Автори англійськоюMikulionok Ihor Olehovych
Назва патенту російськоюВалок для термообработки пленочных и рулонных материалов
Автори російськоюМикуленок Игорь Олегович
МПК / Мітки
МПК: B29C 35/00, B29C 71/02, D06B 23/00, B29B 7/30
Мітки: плівкових, термообробки, рулонних, валок, матеріалів
Код посилання
<a href="https://ua.patents.su/3-21425-valok-dlya-termoobrobki-plivkovikh-i-rulonnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Валок для термообробки плівкових і рулонних матеріалів</a>
Валок до пристрою для термообробки листових матеріалів
Номер патенту: 3526
Опубліковано: 15.11.2004
Автори: Грановська Ольга Борисівна, Мікульонок Ігор Олегович, Шкарупа Наталья Анатоліївна
МПК: B29B 7/30, B29B 7/02, B29C 35/04
Мітки: термообробки, листових, матеріалів, пристрою, валок
Формула / Реферат:
1. Валок до пристрою для термообробки листових матеріалів, що містить вал, закріплені на ньому внутрішню й зовнішню обичайки, торцеві кришки, розташований у кільцевому проміжку між обичайками гвинтовий гребінь, що разом з обичайками і торцевими кришками утворює щонайменше один гвинтовий канал для проходу теплоносія, а також розташований між гвинтовим гребенем і однією з обичайок пружний ущільнювальний елемент, який відрізняється тим, що...
Валок до валкових машин для переробки полімерних матеріалів
Номер патенту: 15861
Опубліковано: 17.07.2006
Автори: Кохан Геннадій Іванович, Мікульонок Ігор Олегович
Мітки: матеріалів, валок, полімерних, переробки, валкових, машин
Формула / Реферат:
1. Валок до валкових машин для переробки полімерних матеріалів, що містить порожнисту бочку, цапфи з центральним каналом і Г-подібну трубу з перфорованою ділянкою, розміщеною у верхній частині порожнини бочки, який відрізняється тим, що валок оснащено додатковою Г-подібною трубою з перфорованою ділянкою, розміщеною у нижній частині порожнини бочки.2. Валок за п. 1, який відрізняється тим, що обидві Г-подібні труби змонтовані з...
Валок до валкових машин для переробки полімерних матеріалів
Номер патенту: 3939
Опубліковано: 15.12.2004
Автори: Мікульонок Ігор Олегович, Грановська Ольга Борисівна, Шкарупа Наталья Анатоліївна
МПК: B29B 7/30, B29C 43/44
Мітки: машин, валок, полімерних, валкових, матеріалів, переробки
Формула / Реферат:
1. Валок до валкових машин для переробки полімерних матеріалів, що містить бочку, цапфи та хвостовик, виконаний вздовж них центральний канал і розташовані вздовж робочої поверхні бочки периферійні канали, виконані в бочці додаткові канали, що сполучають периферійні канали з центральним каналом, а також заглушки, розташовані на торцях бочки в місцях виходу периферійних каналів, який відрізняється тим, що центральний канал у межах бочки має...
Валок до валкових машин для переробки полімерних матеріалів
Номер патенту: 66003
Опубліковано: 15.04.2004
Автори: Єсик Тарас Миколайович, РУЖИНСЬКА ЛЮДМИЛА ІВАНІВНА, Вовк Володимир Олександрович
МПК: F28D 11/00
Мітки: полімерних, валкових, переробки, валок, машин, матеріалів
Формула / Реферат:
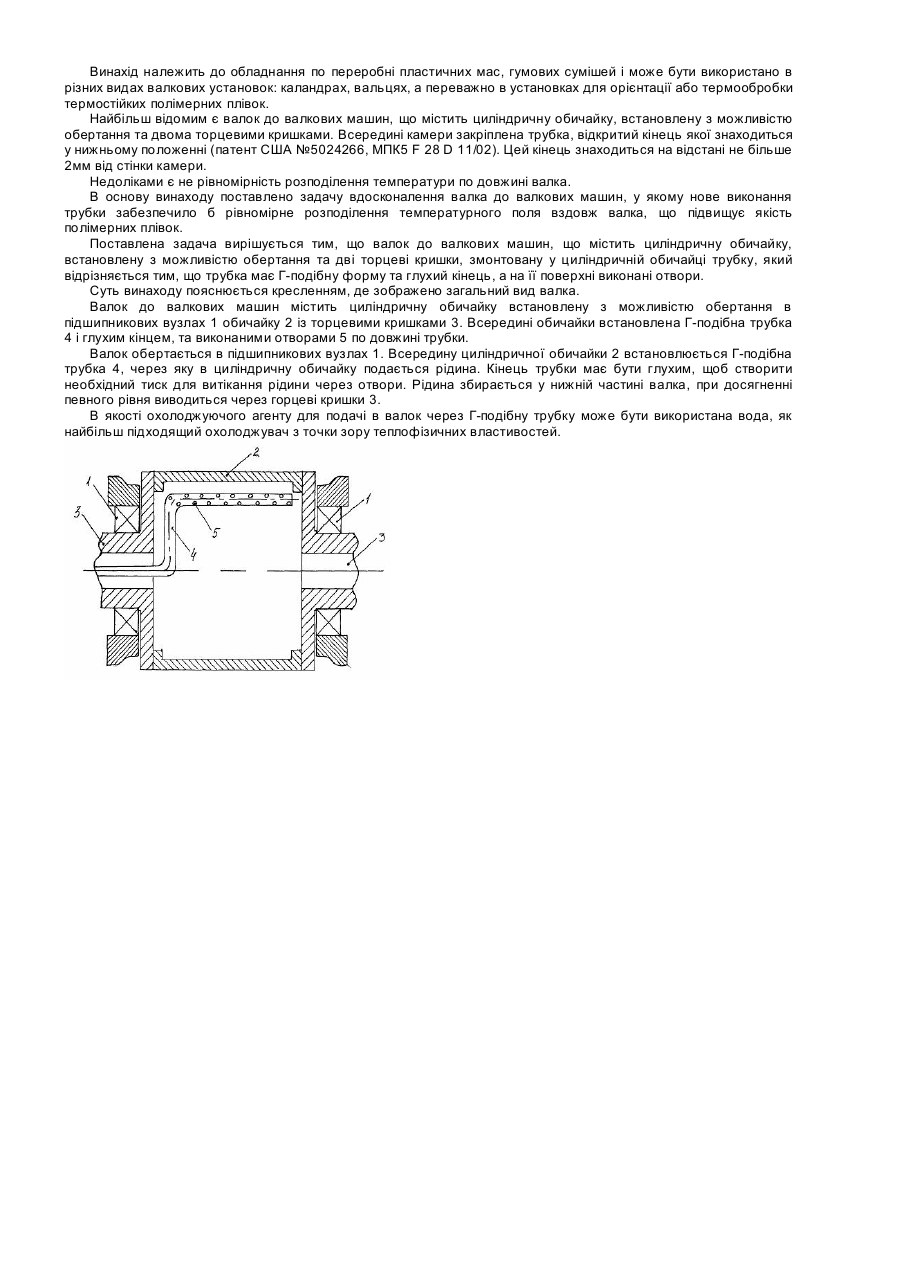
Валок до валкових машин для переробки полімерних матеріалів, що містить циліндричну обичайку, встановлену з можливістю обертання, дві торцеві кришки, змонтовану в циліндричній обичайці трубку, який відрізняється тим, що трубка має Г-подібну форму та глухий кінець, а на її поверхні виконані отвори.
Циліндр для термічного оброблення рулонних матеріалів
Номер патенту: 35958
Опубліковано: 16.04.2001
Автор: Мікульонок Ігор Олегович
МПК: D06C 15/00, D21F 5/00, B29C 71/02
Мітки: термічного, циліндр, рулонних, матеріалів, оброблення
Формула / Реферат:
Циліндр для термічного оброблення рулонних матеріалів, що містить нагрівану парою обичайку, торцеві кришки, пристрій підведення пари в порожнину обичайки, виконаний у вигляді трубок, а також пристрій відводу конденсату із вказаної порожнини, який відрізняється тим, що трубки пристрою підведення пари розташовані вздовж обичайки й виконані перфорованими з боку останньої, а пристрій для відводу конденсату виконано у вигляді трубок, за...
Попередній патент: Гвинтова паля
Наступний патент: Машина тертя
Випадковий патент: Ежекційний сифон рогалевича