Спосіб фіксації кришки в корпусі масляного фільтра
Номер патенту: 21464
Опубліковано: 15.03.2007
Автори: Марченко Сергій Леонідович, Колтунов Георгій Анатолійович
Формула / Реферат
1. Спосіб фіксації кришки в корпусі масляного фільтра, що включає встановлення кришки всередину корпусу на попередньо виконаний пружний уступ, здійснення їх взаємної фіксації методом запресовування та замикання кришки закаткою, який відрізняється тим, що кришка виконується збірною із накладки і підсилювача, а фіксація відбувається у вигляді поетапного запресовування, яке включає попереднє запресовування підсилювача з наступним запресовуванням накладки з ущільнювачем, а замикання виконується верхньою частиною корпусу у вигляді обойми.
2. Спосіб за п.1, який відрізняється тим, що пружний уступ виконують на відстані від торцевої крайки корпусу фільтра, принаймні відповідній висоті кришки, збільшеній на висоту, необхідну для замикання.
3. Способ за п.1, який відрізняється тим, що пружний уступ виконують на глибину, що дорівнює 0,02-5,0 мм.
4. Спосіб за кожним з попередніх пунктів, який відрізняється тим, що пружний уступ виконують у вигляді канавки, направленої всередину корпусу масляного фільтра.
5. Спосіб за кожним з попередніх пунктів, який відрізняється тим, що пружний уступ утворюють шляхом виконання циліндричної частини корпусу фільтра з різницею його внутрішніх діаметрів, причому внутрішній діаметр у верхній частині від торцевої крайки більше, ніж внутрішній діаметр циліндричної частини після пружного уступу на 0,02-5,0 мм.
6. Спосіб за п.1, який відрізняється тим, що зовнішня поверхня підсилювача кришки виконана циліндричною.
7. Спосіб за п.1, який відрізняється тим, що поверхню корпусу фільтра виконують різнотовщинною.
8. Спосіб за п.1, який відрізняється тим, що для підвищення герметичності фільтра у верхній частині виконують підкатку всередину корпусу.
Текст
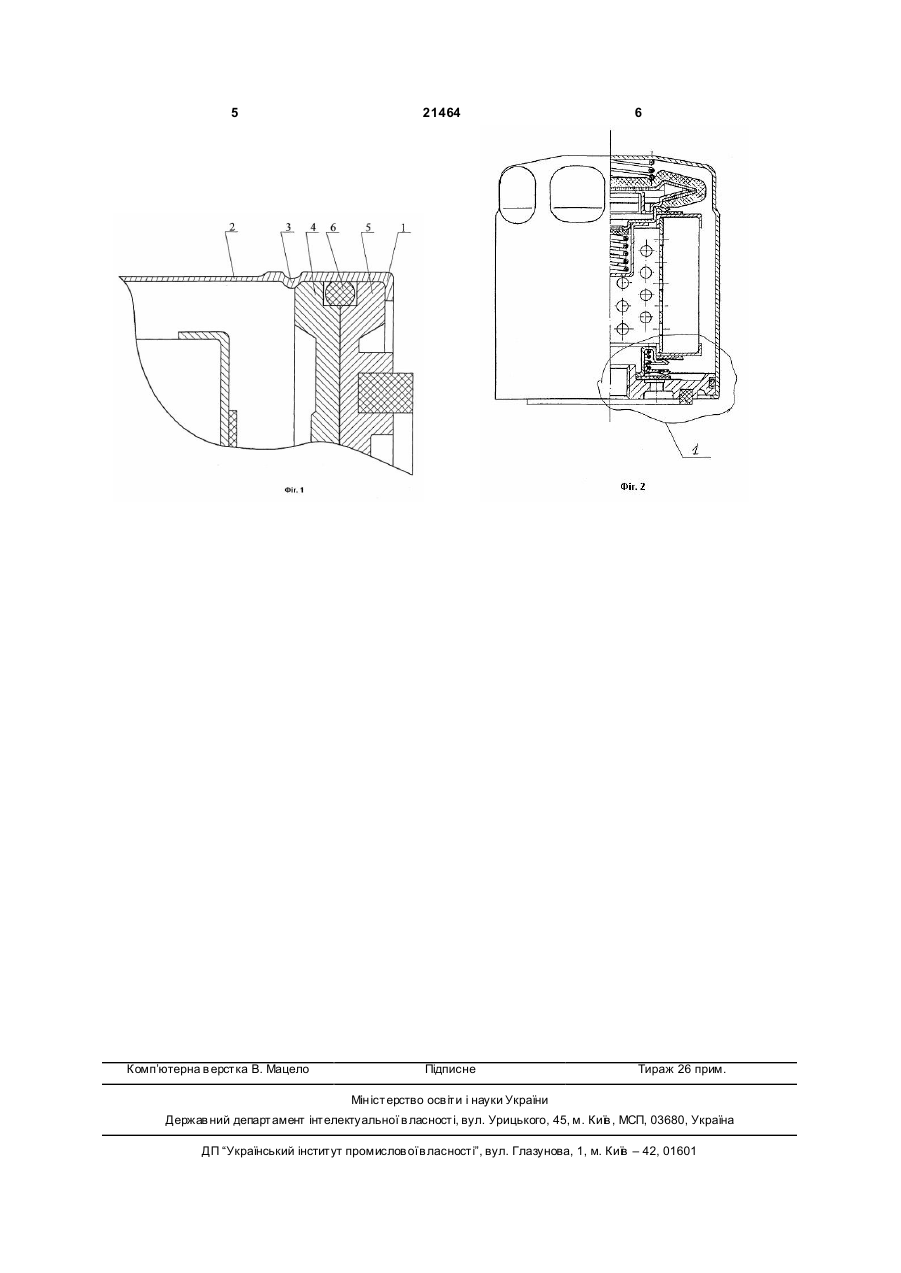
1. Спосіб фіксації кришки в корпусі масляного фільтра, що включає встановлення кришки всередину корпусу на попередньо виконаний пружний уступ, здійснення їх взаємної фіксації методом запресовування та замикання кришки закаткою, який відрізняється тим, що кришка виконується збірною із накладки і підсилювача, а фіксація відбувається у вигляді поетапного запресовування, яке включає попереднє запресовування підсилювача з наступним запресовуванням накладки з ущільнювачем, а замикання виконується верхньою частиною корпусу у вигляді обойми. 2. Спосіб за п.1, який відрізняється тим, що пружний уступ виконують на відстані від торцевої крайки корпусу фільтра, принаймні відповідній висоті кришки, збільшеній на висоту, необхідну для замикання. U 2 (19) 1 3 21464 4 здатність, зменшується відсоток бракованих фільтра і відповідний Фіг.1) виконаному, наприклад, трів, є можливість автоматизації технологічного методом штампування, в його верхній частині від процесу. торцевої крайки на зовнішній поверхні виконують Цей спосіб дозволяє також уніфікувати процес канавку на відстані, відповідній висоті кришки, збізбирання кришки з корпусом фільтра з деяким льшеної на висоту відбортовки. Глибина канавки діапазоном відмінності їх розмірів, що сполучавідповідає, наприклад, 1,5мм. ються, в той же час гарантує забезпечення заданої Далі в глиб корпусу на поверхню пружного усвеличини натягу від провороту. Крім того, забезтупу встановлюють кришку, виконану з накладки 5 печується процес рециклінгу відпрацьованих філь(Фіг.1) і підсилювача кришки 4. трів, поліпшується екологічний стан навколишньоНадалі виконують спочатку запресовку підсиго середовища. лювача кришки, а потім накладки з ущільнювачем. Ця задача розв'язується наступним шляхом: у Герметизація простору між корпусом 1, підсилюспособі фіксації кришки в корпусі масляного фільвачем кришки 4, накладкою 5,здійснюється, напритра, який включає встановлення кришки вглиб коклад, гумовою прокладкою 6, а їх взаємна фіксація рпусу на попередньо виконаний пружний уступ, здійснюється верхньою частиною корпусу у вигляздійснення їх взаємної фіксації методом запресовді обойми, наприклад, закаткою торцевої поверхні ки та замикання кришки закаткою, згідно з корискорпусу у напрямі осі фільтра з боку зовнішньої ною моделлю, кришка виконується збірною із наторцевої поверхні накладки кришки. Фіксація здійкладки і підсилювача, а фіксація відбувається у снюється як би з двох сторін: з боку поверхні канавигляді поетапної запресовки, яка включає попевки 3 відбувається затиск підсилювача кришки і з редню запресовку підсилювача з наступною забоку закатки відбувається остаточна фіксація крипресовкою накладки з ущільнювачем, а замикання шки. виконується верхньою частиною корпусу у вигляді Для підвищення герметичності фільтра додатобойми. ково може виконуватись у верхній частині фільтра Пружний уступ виконують на відстані від торпідкатка вглиб корпусу. цевої крайки корпусу фільтра, відповідному, приТаким чином, здійснюють фіксацію кришки в наймні, висоті кришки, збільшеної на висоту, необкорпусі масляного фільтра з використанням етапу хідну для замикання, рівним 0,02-5,0мм у вигляді поетапної запресовки збірної кришки, забезпечуюканавки, направленої углиб корпусу масляного чи їх надійне з'єднання. фільтра. Приклад №2. Крім того, пружний уступ утворюють шля хом Всі технологічні операції виконуються аналогівиконання циліндричної частини корпусу фільтра з чно прикладу 1, але глибина канавки виконується різницею його внутрішніх діаметрів, причому, внурівною 0,8мм. При такому виконанні глибини канатрішній діаметр у верхній частині від торцевої вки також досягається технічний результат, що крайки більше, ніж внутрішній діаметр циліндричзаявляється. ної частини після пружного уступу на 0,02-7,0мм. Приклад №3 Зовнішня поверхня підсилювача кришки виконана, Циліндричну поверхню 2 корпуса фільтра наприклад, циліндричною, а поверхня корпусу фі(Фіг.1) на спеціальному пристосуванні розкатують льтра виконана різнотовщинною. таким чином від його торцевої крайки на висоті, Для підвищення герметичності фільтра у вервідповідній висоті кришки, збільшеної на висоту хній частині виконують підкатку вглиб корпуса. замикання, щоб внутрішній діаметр в його верхній Спосіб пояснюється конкретними прикладами частині був більше вн утрішнього діаметру після його здійснення. уступу, наприклад, на 0,04мм. Далі всі технологічні Приклад №1. операції виконуються аналогічно прикладу 1. При На тонкостінному корпусі (див. Фіг.1 - вузол фітакому виконанні способу також досягається техксації кришки в корпусі масляного фільтра, Фіг.2 нічний результат, що заявляється. вузол 1, показаний на конкретній конструкції філь 5 Комп’ютерна в ерстка В. Мацело 21464 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for fixation of cover in casing of oil filter
Автори англійськоюKoltunov Heorhii Anatoliiovych, Marchenko Serhii Leonidovych
Назва патенту російськоюСпособ фиксации крышки в корпусе масляного фильтра
Автори російськоюКолтунов Георгий Анатольевич, Марченко Сергей Леонидович
МПК / Мітки
МПК: B01D 35/30
Мітки: корпусі, спосіб, масляного, кришки, фільтра, фіксації
Код посилання
<a href="https://ua.patents.su/3-21464-sposib-fiksaci-krishki-v-korpusi-maslyanogo-filtra.html" target="_blank" rel="follow" title="База патентів України">Спосіб фіксації кришки в корпусі масляного фільтра</a>
Спосіб фіксації кришки в корпусі масляного фільтра
Номер патенту: 54284
Опубліковано: 17.02.2003
Автор: Колтунов Георгій Анатолійович
МПК: B01D 35/14
Мітки: корпусі, масляного, фільтра, спосіб, кришки, фіксації
Формула / Реферат:
1. Спосіб фіксації кришки в корпусі масляного фільтра, який включає установлювання кришки у внутрішню частину корпуса фільтра, з наступною їх взаємною фіксацією і запиранням, який відрізняється тим, що попередньо в корпусі в його верхній частині від торцевої крайки виконують пружний уступ, установлюють кришку у внутрішню частину корпуса фільтра таким чином, що вона опирається на пружний уступ, здійснюють їх взаємну фіксацію з забезпеченням...
Процес з’єднання деталей кришки масляного фільтра
Номер патенту: 13292
Опубліковано: 15.03.2006
Автор: Колтунов Георгій Анатолійович
МПК: B01D 35/14
Мітки: процес, з'єднання, кришки, фільтра, деталей, масляного
Формула / Реферат:
1. Процес з'єднання деталей кришки масляного фільтра, що включає з'єднання кришки з підсилювачем, який відрізняється тим, що їх взаємне з'єднання здійснюють за допомогою обойми з пластичного матеріалу.2. Процес за п. 1, який відрізняється тим , що як обойма використовується, наприклад, верхня частина корпусу масляного фільтра від пружного виступу до верхньої відкритої торцевої частини циліндрового корпусу.3. Процес за...
Підсилювач кришки масляного фільтра
Номер патенту: 54283
Опубліковано: 17.02.2003
Автор: Колтунов Георгій Анатолійович
МПК: B01D 35/14
Мітки: кришки, фільтра, підсилювач, масляного
Формула / Реферат:
1. Підсилювач кришки масляного фільтра, який містить дископодібну основу з центральним нарізним каналом для приєднання і подачі масла в двигун та отвори для надходження масла в фільтр, який відрізняється тим, що у верхній частині на зовнішній циліндричній поверхні центрального нарізного каналу виконані виступи для забезпечення установної фіксації на ній деталей протидренажного клапана за допомогою закріплення основою фільтруючого елемента...
Спосіб упакування масляного фільтра
Номер патенту: 12015
Опубліковано: 16.01.2006
Автор: Колтунов Георгій Анатолійович
МПК: B65B 11/02
Мітки: масляного, спосіб, фільтра, упакування
Формула / Реферат:
1. Спосіб упакування масляного фільтра, що передбачає обгортання виробу пакувальним матеріалом, який відрізняється тим, що обгортання пакувальним матеріалом здійснюють навколо циліндричної поверхні корпуса фільтра таким чином, щоб упакування охоплювало від 70 до 100 % циліндричної поверхні корпуса фільтра, з попереднім нанесенням на неї рекламно-технічної інформації, з наступним вкладанням обгорненого фільтра в контейнер і закриттям його...
Спосіб фіксації підшипників у корпусі
Номер патенту: 10682
Опубліковано: 15.11.2005
Автори: Нікітін Станіслав Петрович, Бакум Микола Васильович, Нікітіна Олена Станіславівна
МПК: F16C 32/00
Мітки: фіксації, корпусі, підшипників, спосіб
Формула / Реферат:
Спосіб фіксації підшипників у корпусі, який включає виготовлення посадочного гнізда у корпусі та установлення підшипника у корпус, який відрізняється тим, що зовнішню поверхню кільця підшипника та внутрішню поверхню посадочного гнізда у корпусі під зовнішню поверхню кільця виконують ексцентричними до поверхні внутрішнього кільця підшипника, причому різницю між діаметрами внутрішньої поверхні посадочного гнізда та зовнішньої поверхні кільця...
Попередній патент: Спосіб одержання композиційного матеріалу на основі мікропорошків, субмікропорошків та нанопорошків алмазу
Наступний патент: Ґрунтообробне знаряддя
Випадковий патент: Аналоги камптотецину, способи їх одержання, проміжні сполуки та фармацевтична композиція, що містить зазначені аналоги камптотецину