Пристрій для формування злитка на установках безупинного розливання сталі
Номер патенту: 21633
Опубліковано: 15.03.2007
Автори: Лук'янчиков Олександр Миколайович, Попов Анатолій Васильович, Бойко Володимир Семенович, Степнов Ксенофонт Ксенофонтович, Кирильченко Петро Миколайович, Попов Борис Анатольович, Фентісов Ігор Миколайович, Зеленський Віктор Євгенович
Формула / Реферат
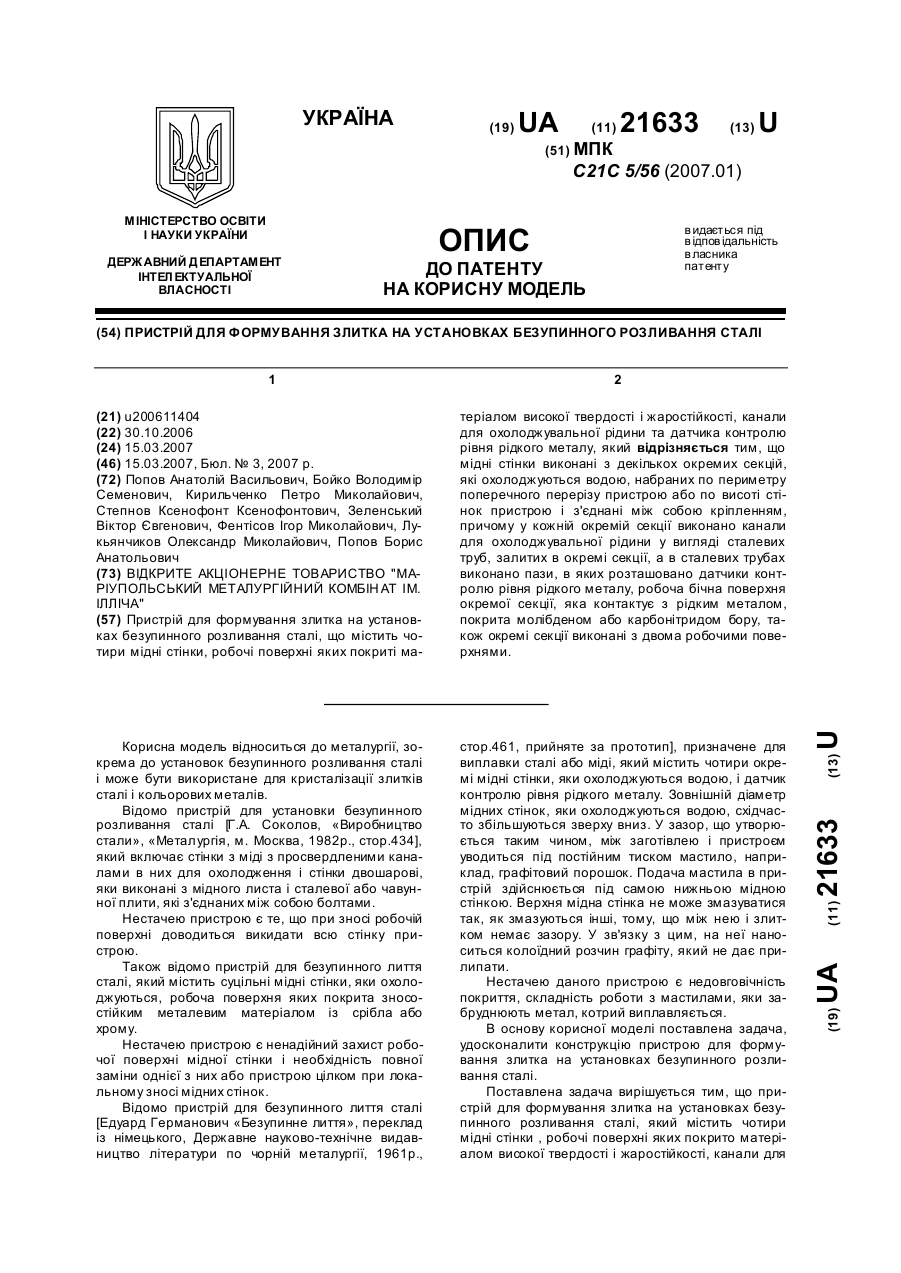
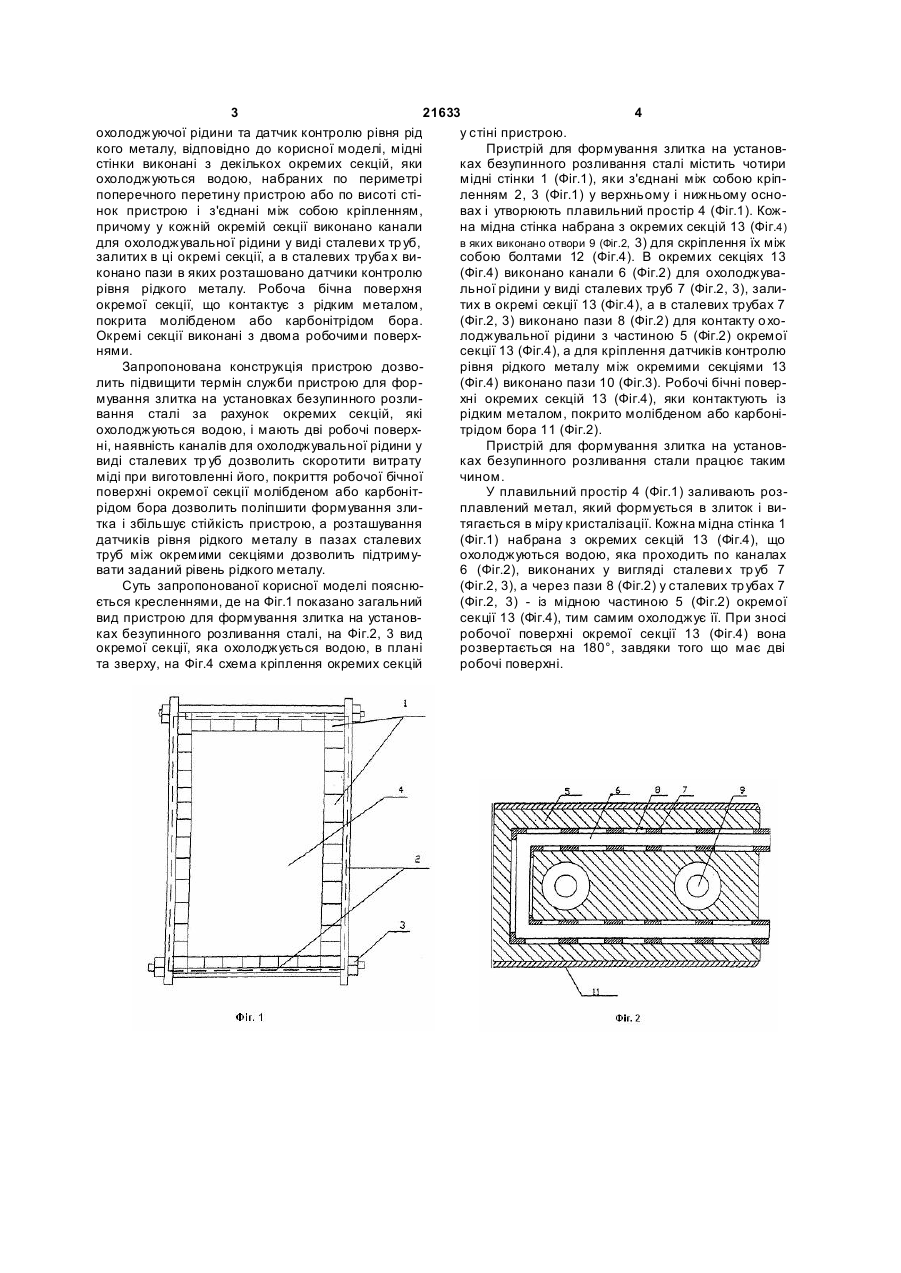
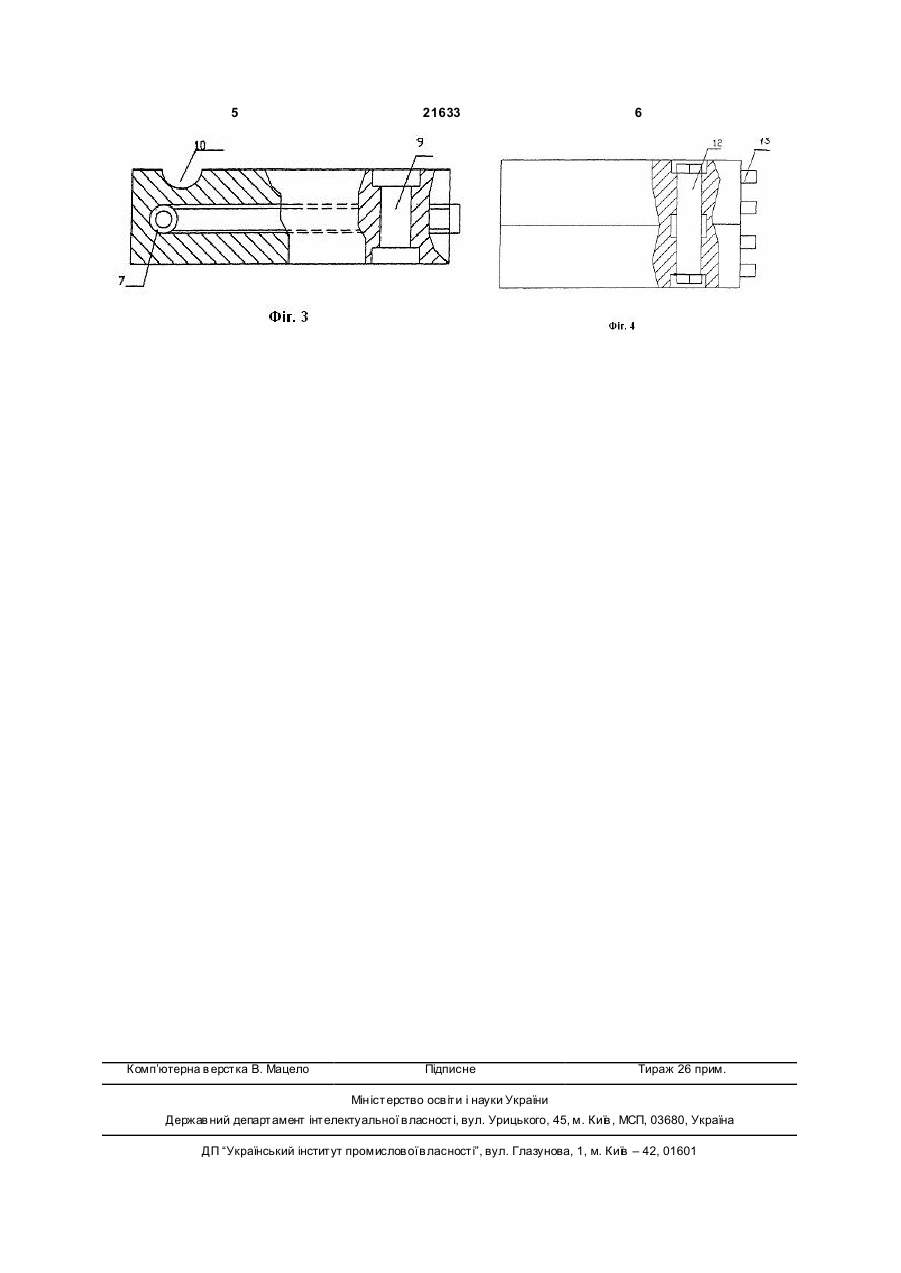
Пристрій для формування злитка на установках безупинного розливання сталі, що містить чотири мідні стінки, робочі поверхні яких покриті матеріалом високої твердості і жаростійкості, канали для охолоджувальної рідини та датчика контролю рівня рідкого металу, який відрізняється тим, що мідні стінки виконані з декількох окремих секцій, які охолоджуються водою, набраних по периметру поперечного перерізу пристрою або по висоті стінок пристрою і з'єднані між собою кріпленням, причому у кожній окремій секції виконано канали для охолоджувальної рідини у вигляді сталевих труб, залитих в окремі секції, а в сталевих трубах виконано пази, в яких розташовано датчики контролю рівня рідкого металу, робоча бічна поверхня окремої секції, яка контактує з рідким металом, покрита молібденом або карбонітридом бору, також окремі секції виконані з двома робочими поверхнями.
Текст
Пристрій для формування злитка на установках безупинного розливання сталі, що містить чотири мідні стінки, робочі поверхні яких покриті ма 3 21633 4 охолоджуючої рідини та датчик контролю рівня рід у стіні пристрою. кого металу, відповідно до корисної моделі, мідні Пристрій для формування злитка на установстінки виконані з декількох окремих секцій, яки ках безупинного розливання сталі містить чотири охолоджуються водою, набраних по периметрі мідні стінки 1 (Фіг.1), яки з'єднані між собою кріппоперечного перетину пристрою або по висоті стіленням 2, 3 (Фіг.1) у верхньому і нижньому оснонок пристрою і з'єднані між собою кріпленням, вах і утворюють плавильний простір 4 (Фіг.1). Кожпричому у кожній окремій секції виконано канали на мідна стінка набрана з окремих секцій 13 (Фіг.4) для охолоджувальної рідини у виді сталеви х тр уб, в яких виконано отвори 9 (Фіг.2, 3) для скріплення їх між залитих в ці окремі секції, а в сталевих труба х висобою болтами 12 (Фіг.4). В окремих секціях 13 конано пази в яких розташовано датчики контролю (Фіг.4) виконано канали 6 (Фіг.2) для охолоджуварівня рідкого металу. Робоча бічна поверхня льної рідини у виді сталевих труб 7 (Фіг.2, 3), залиокремої секції, що контактує з рідким металом, тих в окремі секції 13 (Фіг.4), а в сталевих трубах 7 покрита молібденом або карбонітрідом бора. (Фіг.2, 3) виконано пази 8 (Фіг.2) для контакту о хоОкремі секції виконані з двома робочими поверхлоджувальної рідини з частиною 5 (Фіг.2) окремої нями. секції 13 (Фіг.4), а для кріплення датчиків контролю Запропонована конструкція пристрою дозворівня рідкого металу між окремими секціями 13 лить підвищити термін служби пристрою для фор(Фіг.4) виконано пази 10 (Фіг.3). Робочі бічні повермування злитка на установках безупинного розлихні окремих секцій 13 (Фіг.4), яки контактують із вання сталі за рахунок окремих секцій, якi рідким металом, покрито молібденом або карбоніохолоджуються водою, і мають дві робочі поверхтрідом бора 11 (Фіг.2). ні, наявність каналів для охолоджувальної рідини у Пристрій для формування злитка на установвиді сталевих тр уб дозволить скоротити витрату ках безупинного розливання стали працює таким міді при виготовленні його, покриття робочої бічної чином. поверхні окремої секції молібденом або карбонітУ плавильний простір 4 (Фіг.1) заливають розрідом бора дозволить поліпшити формування злиплавлений метал, який формується в злиток і витка і збільшує стійкість пристрою, а розташування тягається в міру кристалізації. Кожна мідна стінка 1 датчиків рівня рідкого металу в пазах сталевих (Фіг.1) набрана з окремих секцій 13 (Фіг.4), що труб між окремими секціями дозволить підтримуохолоджуються водою, яка проходить по каналах вати заданий рівень рідкого металу. 6 (Фіг.2), виконаних у вигляді сталеви х тр уб 7 Суть запропонованої корисної моделі поясню(Фіг.2, 3), а через пази 8 (Фіг.2) у сталевих трубах 7 ється кресленнями, де на Фіг.1 показано загальний (Фіг.2, 3) - із мідною частиною 5 (Фіг.2) окремої вид пристрою для формування злитка на установсекції 13 (Фіг.4), тим самим охолоджує її. При зносі ках безупинного розливання сталі, на Фіг.2, 3 вид робочої поверхні окремої секції 13 (Фіг.4) вона окремої секції, яка охолоджується водою, в плані розвертається на 180°, завдяки того що має дві та зверху, на Фіг.4 схема кріплення окремих секцій робочі поверхні. 5 Комп’ютерна в ерстка В. Мацело 21633 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for ingot formation at the plants of continuous steel pouring out
Автори англійськоюPopov Anatolii Vasyliovych, Boiko Volodymir Semenovych, Kyrylchenko Petro Mykolaiovych, Stepnov Ksenofont Ksenofontovych, Zelenskyi Viktor Yevhenovych, Fentisov Ihor Mykolaiovych, Lukianchykov Oleksandr Mykolaiovych, Popov Borys Anatoliiovych
Назва патенту російськоюУстройство для формирования слитка на установках непрерывного разлива стали
Автори російськоюПопов Анатолий Васильевич, Бойко Владимир Семенович, Кирильченко Петр Николаевич, Степнов Ксенофонт Ксенофонтович, Зеленский Виктор Евгеньевич, Фентисов Игорь Николаевич, Лукьянчиков Александр Николаевич, Попов Борис Анатольевич
МПК / Мітки
МПК: C21C 5/56
Мітки: безупинного, злитка, розливання, установках, сталі, пристрій, формування
Код посилання
<a href="https://ua.patents.su/3-21633-pristrijj-dlya-formuvannya-zlitka-na-ustanovkakh-bezupinnogo-rozlivannya-stali.html" target="_blank" rel="follow" title="База патентів України">Пристрій для формування злитка на установках безупинного розливання сталі</a>
Низькоплавна шлакоутворююча суміш для безупинного розливання сталі
Номер патенту: 12734
Опубліковано: 15.02.2006
Автори: Харлашин Петро Степанович, Левицька Тетяна Олександрівна
МПК: B22D 11/00, C21C 5/54
Мітки: безупинного, суміш, розливання, низькоплавна, шлакоутворююча, сталі
Формула / Реферат:
Шлакоутворююча суміш, що складається з портландцементу марки 300 чи 400, силікатної брили, плавикового шпату й аморфного графіту, що відрізняється тим, що додатково вводять основний шлак виробництва Fe-Mn при наступному співвідношенні компонентів у мас. %: портландцемент марки 300 чи 400 27-29 основний шлак виробництва Fe-Mn 21-23 силікатна брила ...
Спосіб безперервного розливання сталі
Номер патенту: 13366
Опубліковано: 15.03.2006
Автори: Попов Анатолій Васильович, Попов Борис Анатольович
МПК: B22D 11/14
Мітки: розливання, сталі, безперервного, спосіб
Формула / Реферат:
Спосіб безперервного розливання сталі, що включає заливання рідкого металу в кристалізатор, витяжку сформованого злитка, нарізання на мірні сляби і передачу їх на подальші технологічні операції, який відрізняється тим, що злиток витягують вверх під кутом 5-30° до горизонтальної площини.
Теплоізолююча суміш для розливання сталі

Номер патенту: 6993
Опубліковано: 15.06.2005
Автори: Шабловський Валентин Олексійович, Риженков Олександр Миколайович, Плеплер Марк Лазарович, Левицький Анатолій Петрович, Чилій Михайло Назарович, Климов Юрій Васильович, Аніщенко Микола Федорович, Крикунов Борис Петрович
Мітки: теплоізолююча, суміш, розливання, сталі
Формула / Реферат:
Теплоізолююча суміш для розливання сталі, що включає вогнетривкий наповнювач і матеріал, що містить вуглець, яка відрізняється тим, що включає матеріал, що містить оксиди лужноземельних металів, і матеріал, що містить карбонати лужних металів, при наступному співвідношенні компонентів, мас. %: матеріал, що містить оксиди лужноземельних металів 5,0 - 7,0 матеріал, що містить карбонати лужних...
Спосіб розливання сталі та система технологічних пристроїв для його здійснення
Номер патенту: 54644
Опубліковано: 15.11.2004
Автори: Юсеф Харис, Плотніков Пьотр Івановіч, Савчук Сергій Івановіч, Ломакін Володимир Максимович, Москаленко Олександр Вільєвіч
МПК: F27D 3/00
Мітки: розливання, технологічних, спосіб, здійснення, система, пристроїв, сталі
Формула / Реферат:
1. Спосіб розливання сталі, що включає виплавку сталі, випуск її в сталерозливний ківш, підйом сталі на висоту проміжного ковша машини для безупинного лиття заготівок з наступним розливанням її й одержанням мірних заготівок, який відрізняється тим, що перед розливанням сталі її виливають частинами (кратно) у спеціальний ківш (футерована закрита ємність із приймальною лійкою зверху і стопорним пристроєм - шибером для розливання внизу), після...
Теплоізолююча суміш для розливання сталі в злитки
Номер патенту: 50867
Опубліковано: 15.11.2002
Автори: Котенко Володимир Григорович, Шостак Сергій Владилинович, Шлемко Степан Васильович
МПК: B22D 27/04, B22D 7/10
Мітки: суміш, злитки, розливання, сталі, теплоізолююча
Формула / Реферат:
Теплоізолююча суміш для розливання сталі в злитки, що містить теплоізолюючі вогнетривкі компоненти, яка відрізняється тим, що містить графіт, що спучується, золу ТЕЦ, дрібнодисперсні відходи виробництва вугільних електродів, легковагові відходи виробництва феросиліцію, сажу і соду кальциновану при наступному співвідношенні компонентів, мас. % : графіт, що спучується 2- 5 зола ТЕЦ ...
Попередній патент: Фазовий оптико-електронний далекомір
Наступний патент: Сполука 1,1′-(2″-хлоретеніл)-біс-(імідазол) з потенційними фізіологічними властивостями
Випадковий патент: Спосіб виробництва сироваткового напою