Спосіб безперервного розливання сталі
Номер патенту: 13366
Опубліковано: 15.03.2006
Формула / Реферат
Спосіб безперервного розливання сталі, що включає заливання рідкого металу в кристалізатор, витяжку сформованого злитка, нарізання на мірні сляби і передачу їх на подальші технологічні операції, який відрізняється тим, що злиток витягують вверх під кутом 5-30° до горизонтальної площини.
Текст
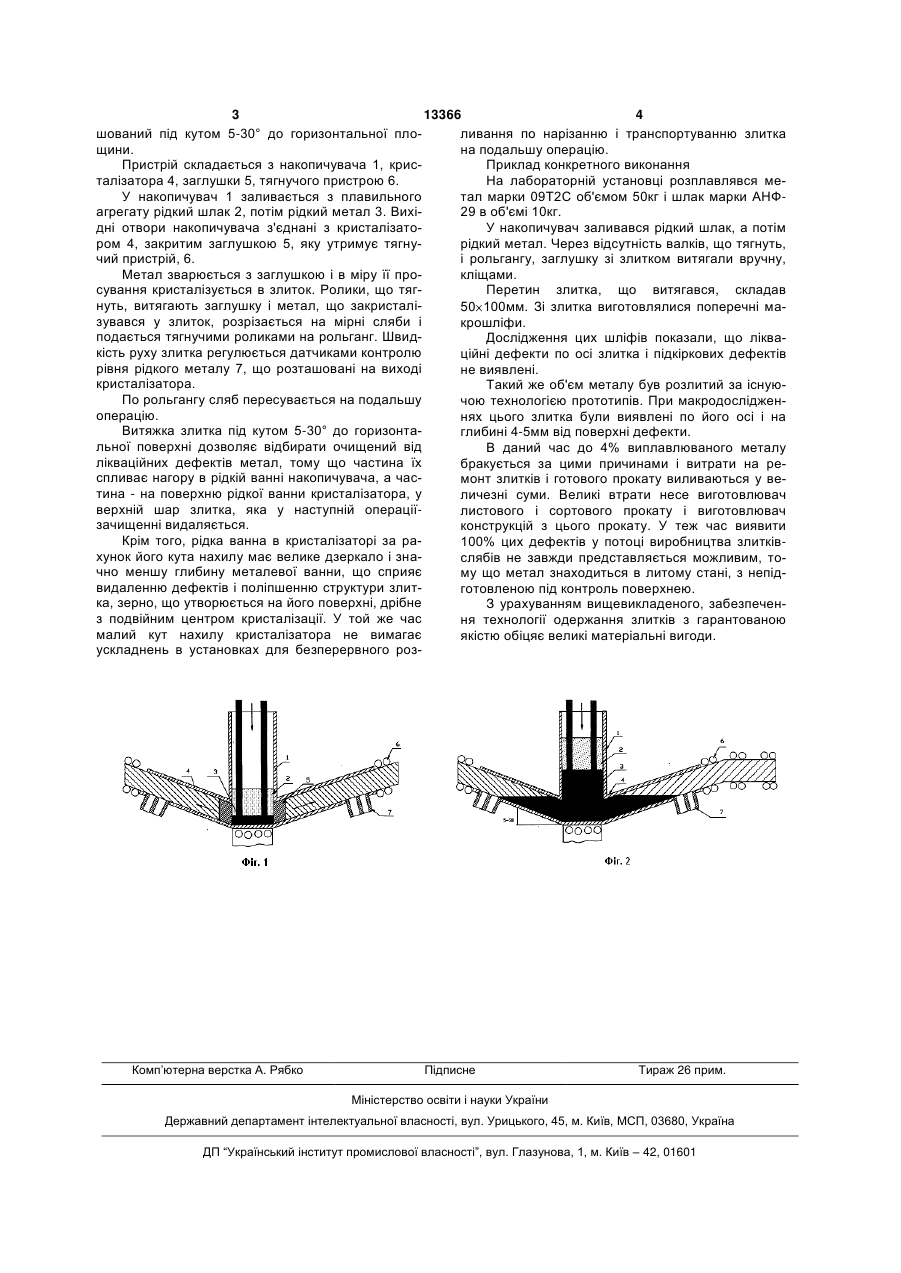
Спосіб безперервного розливання сталі, що включає заливання рідкого металу в кристалізатор, витяжку сформованого злитка, нарізання на мірні сляби і передачу їх на подальші технологічні операції, який відрізняється тим, що злиток витягують вверх під кутом 5-30° до горизонтальної площини. (19) (21) u200510988 (22) 21.11.2005 (24) 15.03.2006 (46) 15.03.2006, Бюл. № 3, 2006 р. (72) Попов Анатолій Васильович, Попов Борис Анатольович (73) ПРИВАТНА ФІРМА "ЛАТИМЕРИЯ" 3 13366 4 шований під кутом 5-30° до горизонтальної плоливання по нарізанню і транспортуванню злитка щини. на подальшу операцію. Пристрій складається з накопичувача 1, крисПриклад конкретного виконання талізатора 4, заглушки 5, тягнучого пристрою 6. На лабораторній установці розплавлявся меУ накопичувач 1 заливається з плавильного тал марки 09Т2С об'ємом 50кг і шлак марки АНФагрегату рідкий шлак 2, потім рідкий метал 3. Вихі29 в об'ємі 10кг. дні отвори накопичувача з'єднані з кристалізатоУ накопичувач заливався рідкий шлак, а потім ром 4, закритим заглушкою 5, яку утримує тягнурідкий метал. Через відсутність валків, що тягнуть, чий пристрій, 6. і рольгангу, заглушку зі злитком витягали вручну, Метал зварюється з заглушкою і в міру її прокліщами. сування кристалізується в злиток. Ролики, що тягПеретин злитка, що витягався, складав нуть, витягають заглушку і метал, що закристалі50 100мм. Зі злитка виготовлялися поперечні мазувався у злиток, розрізається на мірні сляби і крошліфи. подається тягнучими роликами на рольганг. ШвидДослідження цих шліфів показали, що ліквакість руху злитка регулюється датчиками контролю ційні дефекти по осі злитка і підкіркових дефектів рівня рідкого металу 7, що розташовані на виході не виявлені. кристалізатора. Такий же об'єм металу був розлитий за існуюПо рольгангу сляб пересувається на подальшу чою технологією прототипів. При макродослідженоперацію. нях цього злитка були виявлені по його осі і на Витяжка злитка під кутом 5-30° до горизонтаглибині 4-5мм від поверхні дефекти. льної поверхні дозволяє відбирати очищений від В даний час до 4% виплавлюваного металу лікваційних дефектів метал, тому що частина їх бракується за цими причинами і витрати на респливає нагору в рідкій ванні накопичувача, а часмонт злитків і готового прокату виливаються у ветина - на поверхню рідкої ванни кристалізатора, у личезні суми. Великі втрати несе виготовлювач верхній шар злитка, яка у наступній операціїлистового і сортового прокату і виготовлювач зачищенні видаляється. конструкцій з цього прокату. У теж час виявити Крім того, рідка ванна в кристалізаторі за ра100% цих дефектів у потоці виробництва злитківхунок його кута нахилу має велике дзеркало і знаслябів не завжди представляється можливим, точно меншу глибину металевої ванни, що сприяє му що метал знаходиться в литому стані, з непідвидаленню дефектів і поліпшенню структури злитготовленою під контроль поверхнею. ка, зерно, що утворюється на його поверхні, дрібне З урахуванням вищевикладеного, забезпеченз подвійним центром кристалізації. У той же час ня технології одержання злитків з гарантованою малий кут нахилу кристалізатора не вимагає якістю обіцяє великі матеріальні вигоди. ускладнень в установках для безперервного роз Комп’ютерна верстка А. Рябко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous pouring of steel
Автори англійськоюPopov Anatolii Vasyliovych, Popov Borys Anatoliiovych
Назва патенту російськоюСпособ непрерывной разливки стали
Автори російськоюПопов Анатолий Васильевич, Попов Борис Анатольевич
МПК / Мітки
МПК: B22D 11/14
Мітки: спосіб, безперервного, сталі, розливання
Код посилання
<a href="https://ua.patents.su/2-13366-sposib-bezperervnogo-rozlivannya-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного розливання сталі</a>
Спосіб безперервного розливання різних марок сталі

Номер патенту: 12523
Опубліковано: 15.02.2006
Автори: Замуруєв Валерій Михайлович, Риженков Олександр Миколайович, Богославський Юрій Анатолійович, Дюдкін Дмитро Олександрович, Медведенко Валерій Іванович, Аношин Роман Олександрович
МПК: B22D 11/00
Мітки: розливання, марок, спосіб, безперервного, сталі, різних
Формула / Реферат:
Спосіб безперервного розливання різних марок сталі, що включає подачу сталі з почергового сталерозливного ковша в проміжний ківш і далі в кристалізатор, витягання зливка, що кристалізується, а перед зануренням в кристалізатор роздільного елемента в меніск сталі при зміні розливної марки сталі здійснюють паузу у витяганні зливка, який відрізняється тим, що занурення роздільного елемента в меніск сталі в кристалізаторі здійснюють на глибину...
Пристрій для безперервного розливання металів, зокрема сталі

Номер патенту: 74035
Опубліковано: 17.10.2005
Автори: Фест Томас, Цайбер Адольф
МПК: B22D 11/04, B22D 11/053
Мітки: металів, сталі, безперервного, розливання, пристрій, зокрема
Формула / Реферат:
1. Пристрій для безперервного розливання металів, зокрема сталі, що містить раму (2), яка несе кристалізатор (1), встановлений на рамі (2) осцилюючий пристрій (3) і встановлений на нижньому кінці (10) кристалізатора (1) рівчак (4) з роликами, який відрізняється тим, що кристалізатор (1) разом з коливальною рамою (3b) і впливаючим на коливальну раму (3b) осцилюючим приводом (3а) встановлені в кожусі (5), що закриває вгорі і з боків, при цьому...
Живильний стакан для безперервного розливання сталі
Номер патенту: 66891
Опубліковано: 15.06.2004
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/10, B22D 41/50
Мітки: стакан, сталі, розливання, безперервного, живильний
Формула / Реферат:
1. Живильний стакан для безперервного розливання сталі, що включає корпус з металопровідним каналом і антиклоггінгове покриття, виконане в каналі, який відрізняється тим, що додатково включає індуктор, розташований на корпусі, а антиклоггінгове покриття виконано на поверхні металопровідного каналу з матеріалу, температура плавлення якого перевищує температуру розливання сталі.2. Живильний стакан за п.1, який відрізняється тим, що...
Розливальний стакан для подання розплавленого металу в кристалізатор безперервного розливання металевих виробів та установка безперервного розливання металевих виробів, обладанана таким стаканом
Номер патенту: 41999
Опубліковано: 15.10.2001
Автори: Барб Жак, ДАМАСС Жан-Мішель
МПК: B22D 11/14, B22D 41/50
Мітки: кристалізатор, установка, металу, безперервного, обладанана, стаканом, розливальний, виробів, таким, металевих, подання, розплавленого, стакан, розливання
Формула / Реферат:
1. Разливочный стакан для подачи расплавленного металла в кристаллизатор непрерывной разливки металлических изделий, содержащий трубу, верхний конец которой предназначен для присоединения посредством крепежных средств к выходному стакану емкости, содержащей расплавленный металл, а нижний конец которой присоединен к концевой части стакана, снабженной отверстиями, предназначенными для распределения расплавленного металла в разливочном...
Теплоізолююча суміш для розливання сталі в злитки
Номер патенту: 50867
Опубліковано: 15.11.2002
Автори: Котенко Володимир Григорович, Шлемко Степан Васильович, Шостак Сергій Владилинович
МПК: B22D 7/10, B22D 27/04
Мітки: злитки, розливання, теплоізолююча, суміш, сталі
Формула / Реферат:
Теплоізолююча суміш для розливання сталі в злитки, що містить теплоізолюючі вогнетривкі компоненти, яка відрізняється тим, що містить графіт, що спучується, золу ТЕЦ, дрібнодисперсні відходи виробництва вугільних електродів, легковагові відходи виробництва феросиліцію, сажу і соду кальциновану при наступному співвідношенні компонентів, мас. % : графіт, що спучується 2- 5 зола ТЕЦ ...
Попередній патент: Спосіб електрошлакового наплавлення
Наступний патент: Протипухлинний засіб дигідрат r(n)~альдобісфосфонату
Випадковий патент: Заслінка