Спосіб термоциклічної обробки високоміцної сталі
Номер патенту: 21636
Опубліковано: 15.03.2007
Автори: Стоян Сергій Леонідович, Жучинський Леонід Андрійович, Свистунов Микола Васильович
Формула / Реферат
1. Спосіб термоциклічної обробки високоміцної сталі, що включає швидкий нагрів до температури на 30...50°С вище точки Ас1, критичної температури фазових перетворень структури металу при нагріванні, з наступним охолодженням на повітрі до температури на 50...80°С нижче точки Аг1, критичної температури фазових перетворень структури металу при охолодженні, який відрізняється тим, що нагрів виконують до температури на 205°С вище температури фазових перетворень Ас3, критичної температури фазових перетворень структури металу при нагріванні, з наступним охолодженням на повітрі до температури нижче точки на 50°С критичної температури фазових перетворень структури металу при охолодженні Аг1, а другий цикл нагрівання виконують до температури на 25°С вище точки Ас3 з наступним охолодженням на повітрі до температури навколишнього середовища.
2. Спосіб за п. 1, який відрізняється тим, що нагрів високоміцної сталі в обох циклах термообробки виконують індукційним нагріванням СВЧ зі швидкістю близько 100°С/с і без витримування між циклами.
Текст
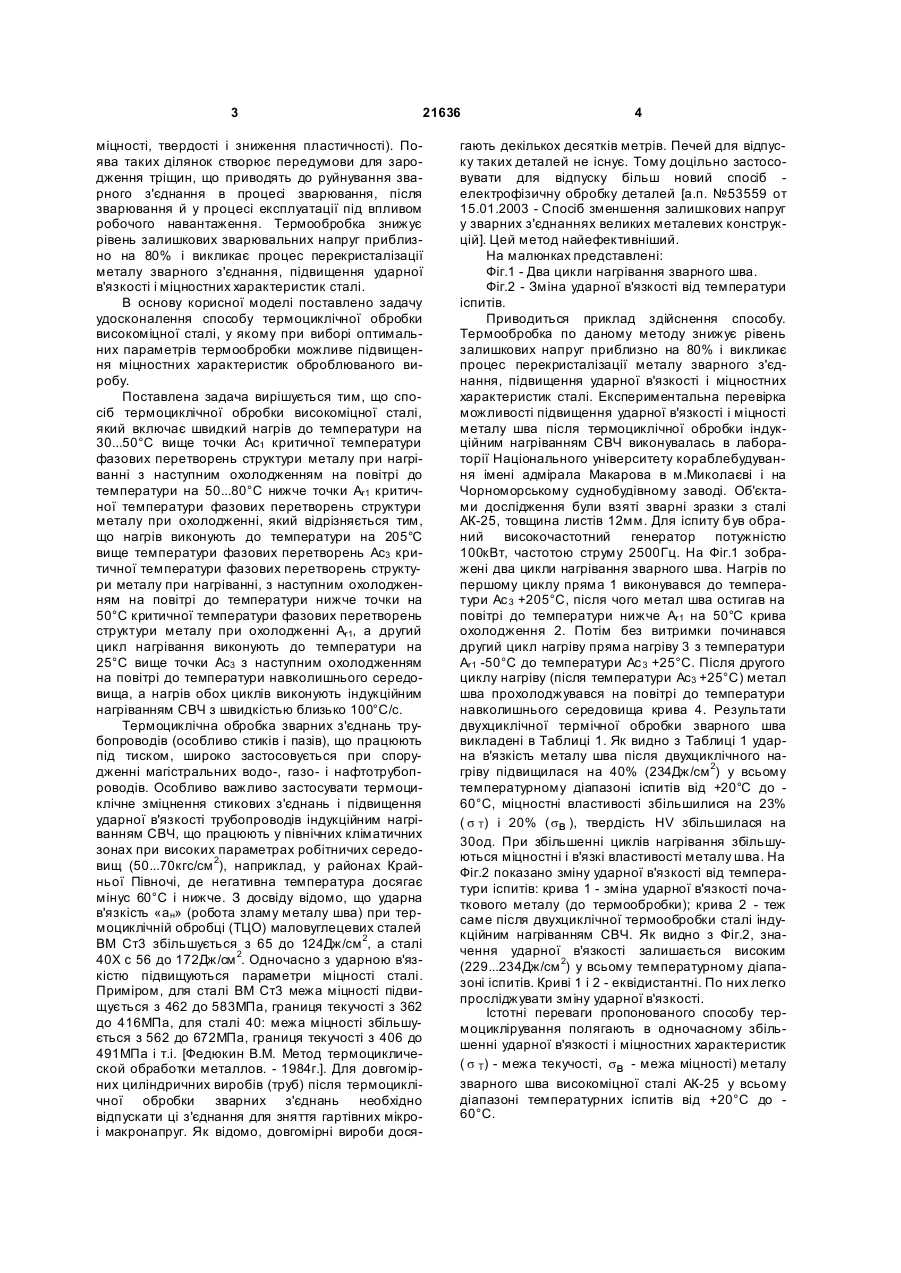
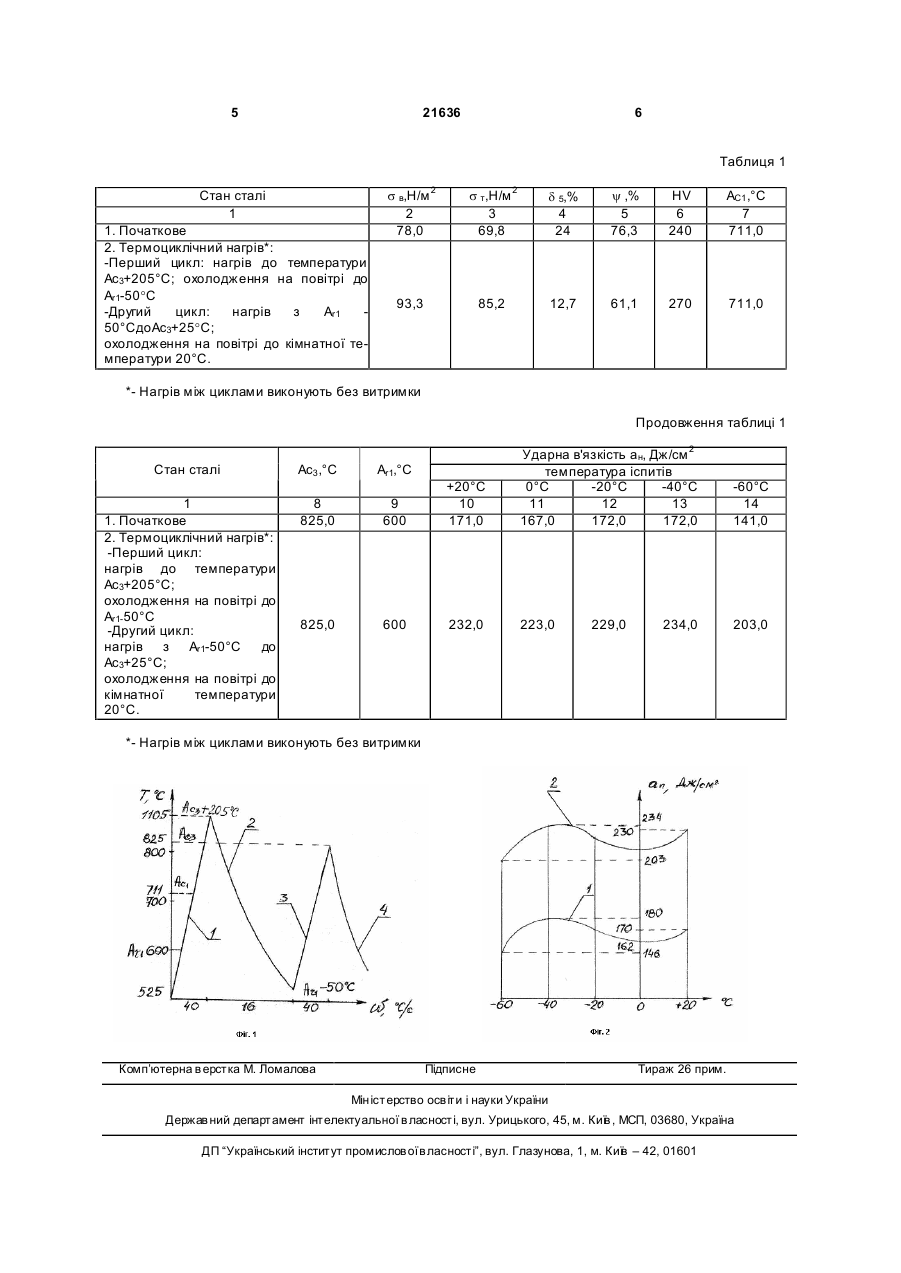
1. Спосіб термоциклічної обробки високоміцної сталі, що включає швидкий нагрів до температури на 30...50°С вище точки Ас1, критичної температури фазових перетворень структури металу при нагріванні, з наступним охолодженням на повітрі до температури на 50...80°С нижче точки Аг1, критичної температури фазових перетворень структури металу при 3 21636 міцності, твердості і зниження пластичності). Поява таких ділянок створює передумови для зародження тріщин, що приводять до руйнування зварного з'єднання в процесі зварювання, після зварювання й у процесі експлуатації під впливом робочого навантаження. Термообробка знижує рівень залишкових зварювальних напруг приблизно на 80% і викликає процес перекристалізації металу зварного з'єднання, підвищення ударної в'язкості і міцностних характеристик сталі. В основу корисної моделі поставлено задачу удосконалення способу термоциклічної обробки високоміцної сталі, у якому при виборі оптимальних параметрів термообробки можливе підвищення міцностних характеристик оброблюваного виробу. Поставлена задача вирішується тим, що спосіб термоциклічної обробки високоміцної сталі, який включає швидкий нагрів до температури на 30...50°С вище точки Ас1 критичної температури фазових перетворень структури металу при нагріванні з наступним охолодженням на повітрі до температури на 50...80°С нижче точки Ar1 критичної температури фазових перетворень структури металу при охолодженні, який відрізняється тим, що нагрів виконують до температури на 205°С вище температури фазових перетворень Ас3 критичної температури фазових перетворень структури металу при нагріванні, з наступним охолодженням на повітрі до температури нижче точки на 50°С критичної температури фазових перетворень структури металу при охолодженні Ar1, а другий цикл нагрівання виконують до температури на 25°С вище точки Ас3 з наступним охолодженням на повітрі до температури навколишнього середовища, а нагрів обох циклів виконують індукційним нагріванням СВЧ з швидкістью близько 100°С/с. Термоциклічна обробка зварних з'єднань трубопроводів (особливо стиків і пазів), що працюють під тиском, широко застосовується при спорудженні магістральних водо-, газо- і нафтотрубопроводів. Особливо важливо застосувати термоциклічне зміцнення стикових з'єднань і підвищення ударної в'язкості трубопроводів індукційним нагріванням СВЧ, що працюють у північних кліматичних зонах при високих параметрах робітничих середовищ (50...70кгс/см 2), наприклад, у районах Крайньої Півночі, де негативна температура досягає мінус 60°С і нижче. З досвіду відомо, що ударна в'язкість «ан» (робота зламу металу шва) при термоциклічній обробці (ТЦО) маловуглецевих сталей ВМ Ст3 збільшується з 65 до 124Дж/см 2, а сталі 40Х с 56 до 172Дж/см 2. Одночасно з ударною в'язкістю підвищуються параметри міцності сталі. Приміром, для сталі ВМ Ст3 межа міцності підвищується з 462 до 583МПа, границя текучості з 362 до 416МПа, для сталі 40: межа міцності збільшується з 562 до 672МПа, границя текучості з 406 до 491МПа і т.і. [Федюкин В.М. Метод термоциклической обработки металлов. - 1984г.]. Для довгомірних циліндричних виробів (труб) після термоциклічної обробки зварних з'єднань необхідно відпускати ці з'єднання для зняття гартівних мікроі макронапруг. Як відомо, довгомірні вироби дося 4 гають декількох десятків метрів. Печей для відпуску таких деталей не існує. Тому доцільно застосовувати для відпуску більш новий спосіб електрофізичну обробку деталей [а.п. №53559 от 15.01.2003 - Спосіб зменшення залишкових напруг у зварних з'єднаннях великих металевих конструкцій]. Цей метод найефективніший. На малюнках представлені: Фіг.1 - Два цикли нагрівання зварного шва. Фіг.2 - Зміна ударної в'язкості від температури іспитів. Приводиться приклад здійснення способу. Термообробка по даному методу знижує рівень залишкових напруг приблизно на 80% і викликає процес перекристалізації металу зварного з'єднання, підвищення ударної в'язкості і міцностних характеристик сталі. Експериментальна перевірка можливості підвищення ударної в'язкості і міцності металу шва після термоциклічної обробки індукційним нагріванням СВЧ виконувалась в лабораторії Національного університету кораблебудування імені адмірала Макарова в м.Миколаєві і на Чорноморському суднобудівному заводі. Об'єктами дослідження були взяті зварні зразки з сталі АК-25, товщина листів 12мм. Для іспиту був обраний високочастотний генератор потужністю 100кВт, частотою струму 2500Гц. На Фіг.1 зображені два цикли нагрівання зварного шва. Нагрів по першому циклу пряма 1 виконувався до температури Ас 3 +205°С, після чого метал шва остигав на повітрі до температури нижче Аr1 на 50°С крива охолодження 2. Потім без витримки починався другий цикл нагріву пряма нагріву 3 з температури Аr1 -50°С до температури Ас 3 +25°С. Після другого циклу нагріву (після температури Ас3 +25°С) метал шва прохолоджувався на повітрі до температури навколишнього середовища крива 4. Результати двухциклічної термічної обробки зварного шва викладені в Таблиці 1. Як видно з Таблиці 1 ударна в'язкість металу шва після двухциклічного нагріву підвищилася на 40% (234Дж/см 2) у всьому температурному діапазоні іспитів від +20°С до 60°С, міцностні властивості збільшилися на 23% ( s Т) і 20% ( sв ), твердість HV збільшилася на 30од. При збільшенні циклів нагрівання збільшуються міцностні і в'язкі властивості металу шва. На Фіг.2 показано зміну ударної в'язкості від температури іспитів: крива 1 - зміна ударної в'язкості початкового металу (до термообробки); крива 2 - теж саме після двухциклічної термообробки сталі індукційним нагріванням СВЧ. Як видно з Фіг.2, значення ударної в'язкості залишається високим (229...234Дж/см 2) у всьому температурному діапазоні іспитів. Криві 1 і 2 - еквідистантні. По них легко просліджувати зміну ударної в'язкості. Істотні переваги пропонованого способу термоциклірування полягають в одночасному збільшенні ударної в'язкості і міцностних характеристик ( s Т) - межа текучості, sв - межа міцності) металу зварного шва високоміцної сталі АК-25 у всьому діапазоні температурних іспитів від +20°С до 60°С. 5 21636 6 Таблиця 1 Стан сталі 1 1. Початкове 2. Термоциклічний нагрів*: -Перший цикл: нагрів до температури Ас3+205°С; охолодження на повітрі до Ar1-50°C -Другий цикл: нагрів з Ar1 50°СдоАс3+25°С; охолодження на повітрі до кімнатної температури 20°С. s в,Н/м 2 78,0 2 s т,Н/м 3 69,8 93,3 2 d 5,% 4 24 y ,% 5 76,3 HV 6 240 АС1 ,°С 7 711,0 12,7 61,1 270 711,0 85,2 *- Нагрів між циклами виконують без витримки Продовження таблиці 1 Стан сталі Ас3 ,°С Аr1,°С 1 1. Початкове 2. Термоциклічний нагрів*: -Перший цикл: нагрів до температури Ас3+205°С; охолодження на повітрі до Аr1-50°С -Другий цикл: нагрів з Аr1-50°С до Ас3+25°С; охолодження на повітрі до кімнатної температури 20°С. 8 825,0 9 600 +20°С 10 171,0 Ударна в'язкість ан, Дж/см 2 температура іспитів 0°С -20°С -40°С 11 12 13 167,0 172,0 172,0 825,0 600 232,0 223,0 229,0 234,0 -60°С 14 141,0 203,0 *- Нагрів між циклами виконують без витримки Комп’ютерна в ерстка М. Ломалова Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermo-cycle processing of high-strength steel
Автори англійськоюZhuchynskyi Leonid Andriiovych, Svystunov Mykola Vasyliovych, Stoian Serhii Leonidovych
Назва патенту російськоюСпособ термоциклической обработки высокопрочной стали
Автори російськоюЖучинский Леонид Андреевич, Свистунов Николай Васильевич, Стоян Сергей Леонидович
МПК / Мітки
МПК: C21D 1/18
Мітки: високоміцної, сталі, спосіб, обробки, термоциклічної
Код посилання
<a href="https://ua.patents.su/3-21636-sposib-termociklichno-obrobki-visokomicno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб термоциклічної обробки високоміцної сталі</a>
Спосіб термічної обробки сталі
Номер патенту: 76659
Опубліковано: 15.08.2006
Автори: Зазимко Оксана Володимирівна, Опальчук Андрій Савович, Лопатько Костянтин Георгійович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
Мітки: сталі, спосіб, обробки, термічної
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення попереднього термоциклювання перед гартуванням, який відрізняється тим, що термоциклювання проводять триразовим нагрівом сталі відповідно до температур 350, 550, 750°С з охолодженням у воді після кожного циклу, а після цього здійснюють нагрів до температури вище точки Ас1, на 30-50°С з наступним охолодженням на повітрі, а потім виконують гартування з нагрівом до температури вище точки Ас3...
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: сталі, термічної, спосіб, обробки
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб термічної обробки сталі
Номер патенту: 76658
Опубліковано: 15.08.2006
Автори: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Лопатько Костянтин Георгійович, Зазимко Оксана Володимирівна, Опальчук Андрій Савович
МПК: C21D 1/78
Мітки: сталі, обробки, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки сталі, що включає термоциклювання, гартування і відпуск, який відрізняється тим, що термоциклювання проводять триразовим нагрівом сталі відповідно до температур 250, 450, 650°С з охолодженням у воді після кожного циклу, а в подальшому здійснюють нагрів до температури вище точки Ас3 на 30-50°С з наступним охолодженням на повітрі, а потім виконують гартування з нагрівом до температури вище точки Ас3 на 30-50°С і відпуск...
Спосіб термоциклічної обробки багатофазних деформованих залізних сплавів
Номер патенту: 55135
Опубліковано: 17.03.2003
Автори: Баранов Дмитро Олександрович, Баранов Олександр Олександрович
МПК: C21D 1/78
Мітки: деформованих, термоциклічної, сплавів, багатофазних, залізних, обробки, спосіб
Формула / Реферат:
1. Спосіб термоциклічної обробки багатофазних деформованих залізних сплавів, що включає багаторазове нагрівання, витримку і охолодження, який відрізняється тим, що нагрівання ведуть до температури на 50 - 150°С нижче за температуру солідус сплаву, а кількість циклів нагрівання (n) вибирають відповідно до рівняння:,де: Сзаг - загальний вміст вуглецю в сплаві,...
Спосіб термоциклічної обробки відливків з високоміцного чавуну
Номер патенту: 51403
Опубліковано: 15.11.2004
Автори: Баранов Дмитро Олександрович, Баранов Олександр Олександрович
МПК: C21D 5/00
Мітки: відливків, обробки, високоміцного, спосіб, термоциклічної, чавуну
Формула / Реферат:
Спосіб очищення продуктів нафтопереробки, наприклад дизельного палива, від сірчановмісних сполук, який включає змішування дизельного палива з хімічними речовинами, подальше відокремлення та відновлення реагентів, який відрізняється тим, що дизельне паливо змішують з триетиламіном та розділяють одержану суміш із застосуванням полімерних мембран методом первапорації з утворенням двох технологічних потоків - очищеного дизельного палива та суміші...
Попередній патент: Спосіб виявлення колагену iii типу в гістологічних препаратах
Наступний патент: Спосіб встановлення дентального імплантата
Випадковий патент: Вертикальний вібраційний грохот-сушарка