Пристрій для автоматичного захисту металорізальних верстатів від перевантаження
Номер патенту: 22107
Опубліковано: 10.04.2007
Автори: Гераськін Володимир Миколайович, Божок Аркадій Михайлович
Формула / Реферат
Пристрій для автоматичного захисту металорізальних верстатів від перевантаження, що містить електропривід, шпиндель верстата, механізм безступеневого змінювання робочої подачі і вимірювач крутного моменту, вхід якого зв'язаний з електроприводом, а вихід - зі шпинделем і механізмом безступеневого змінювання робочої подачі, який відрізняється тим, що вимірювач крутного моменту виконаний у вигляді планетарного механізму, ведуча ланка якого з'єднана з електроприводом, ведена ланка - зі шпинделем, а зупинна ланка - з механізмом безступеневого змінювання швидкості робочої подачі та з додатково установленими податливою опорою і гідравлічним демпфером.
Текст
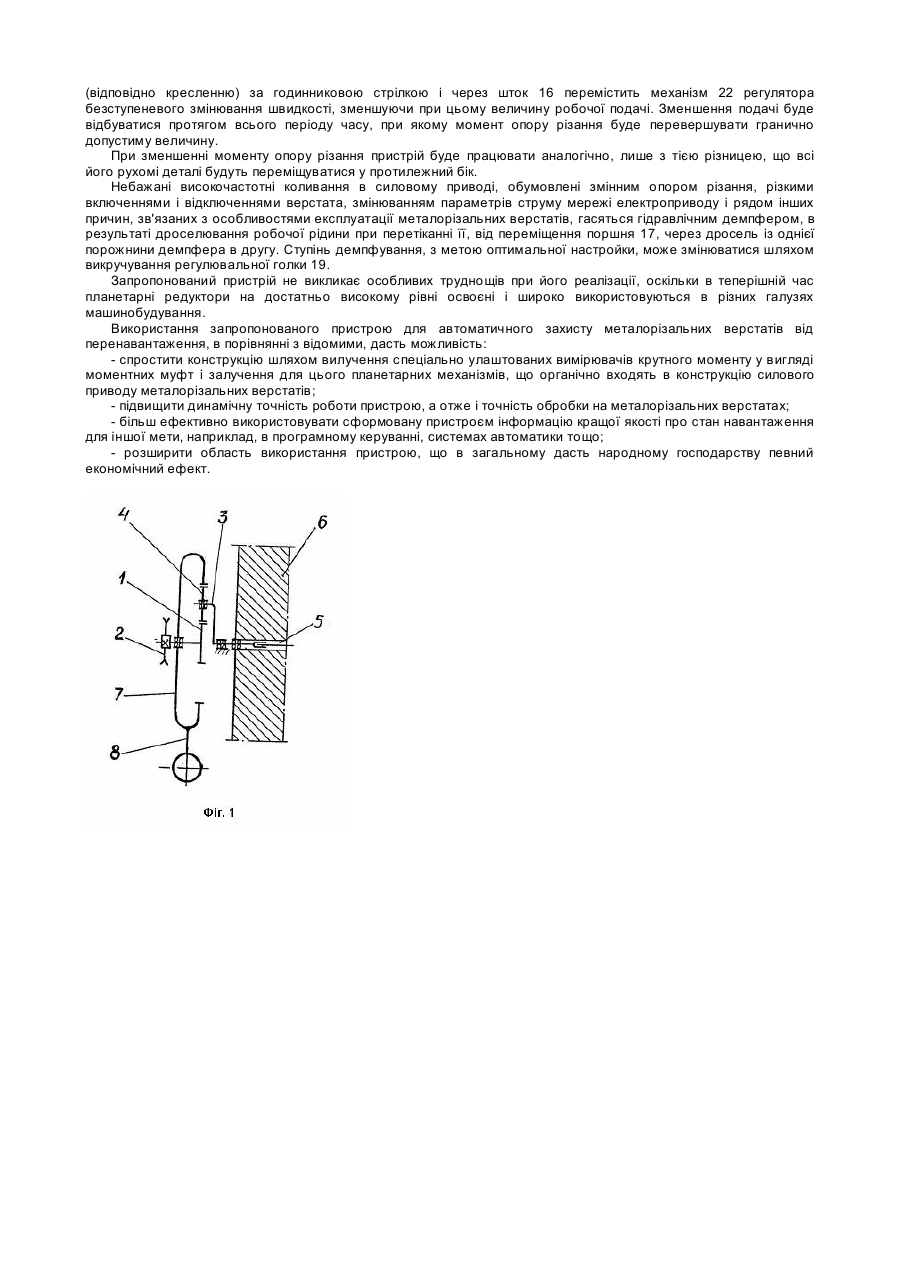
Корисна модель належить до машинобудування, зокрема, верстатобудування і може бути використана в металорізальних верстатах для автоматичної оптимізації силового навантаження приводу або для захисту їх від перевантаження по крутному моменту. В теперішній час відомий пристрій для автоматичного захисту приводу головного руху від перенавантаження по крутному моменту підвищеної точності спрацювання. Пристрій містить ведений шків, установлений на складовій гайці шарикогвинтової передачі. Шарики гайки входять у сферичні канавки тризахідного гвинта - втулки. Від осьового зміщення ведений шків утримується з одного боку зворотною пружиною, а з другого боку - гайкою. На торці веденого шківа закріплена кришка, в центральному заглибленні якої запресований шарик, що знаходиться в постійному контакті з підпружиненим вантажем механізму безступінчастого змінювання швидкості подачі. Попередній натяг зворотної пружини, що визначає граничне значення крутного моменту навантаження приводу головного руху, здійснюється гайкою, яка фіксується шайбою [див. Республиканский межведомственный научно-технический сборник, «Автоматизация производственных процессов в машиностроении и приборостроении», Изд-во Львовского университета, Львов, 1971, стр.59, рис.3]. Однак, недоліком відомого пристрою є виконання його у вигляді моментної муфти як спеціального вузла для вимірювання крутного моменту, додатково установленого в силовий привід, збільшуючи при цьому матеріалоємність, вартість верстата і ускладнюючи його конструкцію. Крім цього, при наявній порівняно високій чутливості, в ньому відсутній гасник високочастотних коливань. Тому під дією змінного, що передається через вимірювач, крутного моменту, обумовленого змінним опором різання металу, особливостями експлуатації верстата та інструмента, а також непостійними параметрами електромережі, в приводі можуть виникати високочастотні коливання. Останні суттєво впливають на якість обробки поверхонь деталей, надійність і довговічність верстата та інструменту. При цьому можуть виникати також і аварійній ситуації в результаті появи можливих резонансних явищ. Таким чином, відомий пристрій має складну конструкцію, низьку динамічну точність роботи і обмежену область використання. Тому в основу корисної моделі поставлено задачу спрощення конструкції, підвищення точності роботи і розширення області використання пристрою. Для вирішення даної задачі відповідно до корисної моделі, суттєвими ознаками є те, що у пристрої пропонується крутний момент вимірювати штатним вузлом, виконаним у вигляді планетарного редуктора, послідовно установленого в силовий привід. При цьому ведучу ланку з'єднати з електроприводом, ведену ланку із шпинделем верстата, а зупинну ланку - з податливою опорою, у вигляді відновлювальної пружини, а також з гідравлічним демпфером для гасіння високочастотних коливань. В такому технічному рішенні залучений планетарний редуктор органічно увійде в конструкцію силового приводу, в якому буде виконувати свою безпосередню функцію - змінювати частоту обертання і, крім того, додатково буде використовуватись як вимірювач крутного моменту, що через нього проходить. Високочастотні коливання крутного моменту будуть фільтруватися, завдяки зв'язку зупинної ланки редуктора з податливою опорою і гідравлічним демпфером, в якому передбачена регулювальна голка настройки різного ступеня демпфування. При передачі крутного моменту зупинна ланка (нею може бути будь-яка із трьох основних, що входять в конструкцію планетарного редуктора ланок: сонячна, коронка (епіциклічна) шестерні або водило), зв'язана з відновлювальною пружиною, здолавши зусилля її опору, буде зміщуватися, одночасно зміщуючи регулятор безступеневого змінювання швидкості робочої подачі або відключить привід у випадку зростання крутного моменту за допустимі межі. Дане технічне рішення спростить конструкцію силового приводу, підвищить при високій чутливості динамічну точність роботи пристрою, що розширить область його використання. На представленому кресленні схематично показано: на Фіг.1 - в розрізі загальний вигляд пристрою; на Фіг.2 вигляд збоку пристрою. Відповідно до креслення пристрій для автоматичного захисту металорізальних верстатів від перенавантаження містить вимірювач крутного моменту, виконаний у вигляді планетарного редуктора, ведуча ланка 1 якого з'єднана з веденим шківом 2 приводу від електродвигуна, а ведена ланка 3 через сателіти 4 - зі шпинделем 5 металорізального верстата 6. Зупинна ланка 7 через сателіти 4 знаходиться у зв'язку з ведучою 1 і веденою ланкою 3, а за допомогою важеля 8, з'єднувальної ланки 9 і пальця 10 шарнірно з'єднана з вузлом податливої опори і гідравлічним демпфером. Вузол податливої опори містить шток 11, регулювальну гайку 12, сідло 13, відновлювальну пружину 14 і нерухомий упор 15. Гідравлічний демпфер має шток 16 з поршнем 17, установленими в корпусі 18 гідравлічного демпфера з дроселем і регулювальною голкою 19. Для забезпечення герметичності і зменшення сил тертя в з'єднаннях шток-кришки корпусу використані сильфони 20, 21 одні торці з'єднані зі штоком, а другі - з кришками. Шток 16, своїм протилежним від з'єднувальної ланки боком, знаходиться в постійному зв'язку з механізмом 22 безступеневого змінювання швидкості робочої подачі або з кінцевим вимикачем електроприводу, спрацьовуючого при зростанні крутного моменту за допустимі межі. Принцип дії пристрою розглянемо для наступних характерних режимів роботи металорізальних верстатів: а) установленому режимі, коли момент опору різання рівний крутному моменту приводу; б) при збільшенні моменту опору різання; в) при зменшенні моменту опору різання. У першому випадку, коли момент опору різання рівний моменту, що розвиває привід, виникаючий при цьому на зупинній ланці 7 реактивний момент (перекидаючий) зрівноважиться зусиллям від стискнутої відновлювальної пружини 14, в результаті чого ланка 7 буде займати певне положення, утримуючи механізм 22 регулятора безступеневого змінювання швидкості робочої подачі в також певному положенні, при якому забезпечується оптимальне навантаження силового приводу. При збільшенні моменту опору різання пропорційно збільшується перекидальний момент на зупинній ланці планетарного редуктора. В результаті ланка 7, долаючи зусилля відновлювальної пружини 14, повернеться (відповідно кресленню) за годинниковою стрілкою і через шток 16 перемістить механізм 22 регулятора безступеневого змінювання швидкості, зменшуючи при цьому величину робочої подачі. Зменшення подачі буде відбуватися протягом всього періоду часу, при якому момент опору різання буде перевершувати гранично допустиму величину. При зменшенні моменту опору різання пристрій буде працювати аналогічно, лише з тією різницею, що всі його рухомі деталі будуть переміщуватися у протилежний бік. Небажані високочастотні коливання в силовому приводі, обумовлені змінним опором різання, різкими включеннями і відключеннями верстата, змінюванням параметрів струму мережі електроприводу і рядом інших причин, зв'язаних з особливостями експлуатації металорізальних верстатів, гасяться гідравлічним демпфером, в результаті дроселювання робочої рідини при перетіканні її, від переміщення поршня 17, через дросель із однієї порожнини демпфера в другу. Ступінь демпфування, з метою оптимальної настройки, може змінюватися шляхом викручування регулювальної голки 19. Запропонований пристрій не викликає особливих труднощів при його реалізації, оскільки в теперішній час планетарні редуктори на достатньо високому рівні освоєні і широко використовуються в різних галузях машинобудування. Використання запропонованого пристрою для автоматичного захисту металорізальних верстатів від перенавантаження, в порівнянні з відомими, дасть можливість: - спростити конструкцію шляхом вилучення спеціально улаштованих вимірювачів крутного моменту у вигляді моментних муфт і залучення для цього планетарних механізмів, що органічно входять в конструкцію силового приводу металорізальних верстатів; - підвищити динамічну точність роботи пристрою, а отже і точність обробки на металорізальних верстатах; - більш ефективно використовувати сформовану пристроєм інформацію кращої якості про стан навантаження для іншої мети, наприклад, в програмному керуванні, системах автоматики тощо; - розширити область використання пристрою, що в загальному дасть народному господарству певний економічний ефект.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic protection of metal-cutting machine tools from overload
Автори англійськоюBozhok Arkadii Mykhailovych, Heras'kin Volodymyr Mykolaiovych
Назва патенту російськоюУстройство для автоматической защиты металлорежущих станков от перегрузки
Автори російськоюБожок Аркадий Михайлович, Гераськин Владимир Николаевич
МПК / Мітки
МПК: B23Q 11/00
Мітки: пристрій, захисту, верстатів, перевантаження, автоматичного, металорізальних
Код посилання
<a href="https://ua.patents.su/3-22107-pristrijj-dlya-avtomatichnogo-zakhistu-metalorizalnikh-verstativ-vid-perevantazhennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного захисту металорізальних верстатів від перевантаження</a>
Копіювальна слідкуюча система пропорційного керування для металорізальних верстатів
Номер патенту: 9773
Опубліковано: 30.09.1996
Автори: Лавріненко Анатолій Костянтинович, Дубров Борис Іванович
МПК: B23Q 35/00
Мітки: система, верстатів, металорізальних, пропорційного, керування, слідкуюча, копіювальна
Формула / Реферат:
(57) Копировальная следящая система пропорционального управления для металлорежущих станков, содержащая копировальный датчик, предварительный усилитель-выпрямитель, усилители сигналов задающего и следящего каналов и электроприводов, отличающаяся тем, что она снабжена дистанционным регулятором чувствительности датчика, преобразователем уровня, блоком выделения модуля сигнала и нелинейными блоками, причем вход регулятора чувствительности...
Пристрій для захисту від перевантаження електроприводу машин

Номер патенту: 9684
Опубліковано: 17.10.2005
Автори: Ганин Михайло Павлович, Гікавий Віктор Леонтійович
МПК: H02H 5/00
Мітки: захисту, машин, перевантаження, пристрій, електроприводу
Формула / Реферат:
Пристрій для захисту від перевантаження електроприводу машин, що містить електродвигун, у колі електропостачання якого встановлено комутатор і датчик струму, запобіжну муфту з встановленими на вхідному і вихідному її валах датчиками швидкості, трансмісію, робочий орган, суматор, помножувальний і задавальний пристрої, інерційну ланку, формувач сигналу надлишкової температури, блок порівняння, який відрізняється тим, що він обладнаний...
Спосіб підвищення точності обробки на металорізальних верстатах
Номер патенту: 61344
Опубліковано: 17.11.2003
Автори: Бабін Олег Фавієвич, Ковальов Віктор Дмитрович, Мельник Максим Сергойович
МПК: B23Q 35/00, B23Q 33/00
Мітки: обробки, точності, верстатах, металорізальних, спосіб, підвищення
Формула / Реферат:
Спосіб підвищення точності обробки на металорізальних верстатах, при якому під час обробки виконується корекція взаємного положення інструмента і виробу - у напрямку виконуваного розміру за допомогою приводу подачі на значення, що отримане на підставі попередніх вимірів похибок реальної поверхні, який відрізняється тим, що вимірюється реальна поверхня заготовки, а значення корекції отримується як різниця між поточною глибиною різання,...
Пристрій для захисту піднімального механізму підйомно-транспортного устаткування від перевантаження
Номер патенту: 19361
Опубліковано: 15.12.2006
Автори: Кабанцев Григорій Григорович, Кукса Євген Володимирович, Токарев Валерій Веніамінович, Токарев Веніамін Петрович, Власов Валерій Вікторович, Кирильченко Петро Миколайович
МПК: H02H 9/02, H02H 7/085, B66D 1/54
Мітки: механізму, пристрій, перевантаження, устаткування, піднімального, підйомно-транспортного, захисту
Формула / Реферат:
1. Пристрій для захисту піднімального механізму підйомно-транспортного устаткування від перевантаження, що містить ввімкнений у силове коло електродвигуна реверсивний контактор, який відрізняється тим, що у дві розривні фази силового кола електродвигуна між контактами реверсивного контактора і електродвигуном увімкнені тиристорні блоки регулювання струмів статорного кола, а в нерозривну фазу ввімкнене струмове реле.2. Пристрій за п. 1,...
Пристрій для захисту електродвигуна від перевантаження
Номер патенту: 26003
Опубліковано: 26.02.1999
Автор: Гаврилюк Василь Павлович
МПК: H02H 7/085
Мітки: захисту, перевантаження, пристрій, електродвигуна
Формула / Реферат:
Устройство для защиты электродвигателя от перегрузки, содержащее трансформатор тока, реле тока, кнопку "пуск" с первым и вторым замыкающими контактами, первую цепочку, подключенную к источнику питания, состоящую из последовательно соединенных первого замыкающего контакта кнопки "пуск" и катушки реле времени с двумя замыкающими контактами с задержкой на возврат, вторую цепочку, состоящую из последовательно соединенных...
Попередній патент: Спосіб одержання сорбенту з пектиновмісної сировини
Наступний патент: Пристрій для обробки пластичних матеріалів
Випадковий патент: Рекламна конструкція для спортивних воріт