Спосіб одержання захисної оболонки кабелю
Номер патенту: 25322
Опубліковано: 30.10.1998
Автори: Гуляєв Борис Васильович, Луіс Ернандо Муньоз Кастан'єда

Формула / Реферат
1. Способ получения защитной оболочки кабеля, включающий последовательное нанесение на токопроводящие жилы внутреннего и наружного слоев защитной оболочки методом прессования полимерного материала с охлаждением внутреннего слоя перед нанесением наружного слоя, отличающийся тем, что охлаждение внутреннего слоя выполняют до температуры на 15 - 25% ниже температуры прессования полимерного материала внутреннего слоя, а перед нанесением наружного слоя на внутренний слой накладывают оплетку из армирующих элементов.
2. Способ по п.1, отличающийся тем, что внутренний слой наносят при минимально допустимой температуре прессования полимерного материала внутреннего слоя, а наружный слой наносят при максимально допустимой температуре прессования полимерного материала наружного слоя.
3. Способ по п.1, отличающийся тем, что внутренний слой наносят толщиной, составляющей 2/3 общей толщины защитной оболочки.
4. Способ по п.1, отличающийся тем, что в качестве армирующих элементов используют пряди синтетических нитей.
5. Способ по п.1, отличающийся тем, что армирующую оплетку накладывают с шагом навивки армирующих элементов, определяемым по зависимости
Ly = (2 - 3)Lc,
где Ly - шаг навивки армирующих элементов;
Lc - шаг скрутки токопроводящих жил.
6. Способ по пп.1 и 4, отличающийся тем, что армирующую оплетку накладывают с просветом между отдельными прядями армирующих элементов, определяемым по зависимости
a = (0,8 - 1,0)b,
где a - величина просвета между отдельными прядями армирующих элементов;
b - ширина пряди.
Текст
Изобретение относится к технологии производства кабельных изделий и может найти применение в производстве шахтных гибких кабелей для питания передвижных потребителей в забое шахты, в том числе бурильного инструмента. Шахтные кабели в условиях эксплуатации непрерывно передвигаются за машинами и постоянно подвергаются механическим воздействиям: истиранию и раздиру при волочении их по почве, растягивающим усилиям, ударам и раздавливанию при падении на них кусков угля и породы. Для защиты изоляции жил от механических повреждений шахтные кабели выполняются с защитной оболочкой. Технология изготовления защитной оболочки во многом определяет ее механические свойства. Чем выше механическая прочность оболочки, стойкость к истиранию и раздиру, тем выше эксплуатационные характеристики кабеля. Известна технология производства шахтных гибких кабелей (марки КОГВЭШ), которая предусматривает скрутку изолированных токопроводящих жил вокруг сердечника из изоляционного материала, обмотку скрученных жил синтетической пленкой и наложение поверх синтетической пленки защитной оболочки их ПВХ-пластиката (Белоруссов Н.И. и др. Электрические кабели, провода и шнуры: Справ. - М.: Энергоатомиздат, 1988. - С.125 - 126). Наложение защитной оболочки из ПВХ-пластиката выполняют методом прессования (Троицкий И.Д. Производство кабельных изделий. - М.: Высш. шк., 1988. - С.124 - 125). Предварительно скрученные токопроводящие жилы в виде заготовки под защитную оболочку с отдающего устройства подают в головку экструдера. В головке экструдера размягченный ПВХ-пластикат выдавливают в кольцевой зазор между дорном и матрицей и в виде оболочки накладывают на скрученные токопроводящие жилы. После экструдера кабель с наложенной оболочкой подают в охлажденную водяную ванну, в которой материал оболочки охлаждают до температуры затвердения ПВХпластиката. После охлаждающей ванны кабель подают в устройство для сушки и далее в приемное устройство. По такой технологии получают кабель, токопроводящие жилы которого покрыты однослойной защитной оболочкой из ПВХ-пластиката. Общими признаками описанного аналога и заявляемого технического решения являются: нанесение на токопроводящие жилы кабеля защитной оболочки методом прессования полимерного материала; охлаждение защитной оболочки после нанесения ее на токопроводящие жилы. При такой технологии механические свойства защитной оболочки, а значит и эксплуатационные характеристики кабеля определяются материалом оболочки. Дальнейшее повышение механических свойств защитной оболочки без увеличения ее толщины невозможно. Увеличение толщины оболочки ограничено требованиями к весу от одного погонного метра кабеля и к его гибкости. Кроме того выполнение оболочки однослойной снижает ее защитные функции, так как даже небольшие трещины и раздиры на поверхности кабеля часто приводят к сквозным повреждениям оболочки. В качестве прототипа выбран способ двухслойного прессования защитной оболочки кабеля из полимерного материала двумя последовательно расположенными экструдерами (Троицкий И.Д. Производство кабельных изделий. - М.: Высш. шк., 1988. - С.169 - 171). Скрученные токопроводящие жилы подают в первый экструдер, при помощи которого на токопроводящие жилы наносят внутренний слой защитной оболочки. Внутренний слой защитной оболочки после первого экструдера охлаждают и полученную заготовку кабеля направляют во второй экструдер, при помощи которого на внутренний слой наносят наружный слой защитной оболочки. Таким образом получают двухслойную защитную оболочку кабеля за один проход. Материал внутреннего и наружного слоев оболочки может быть разным. Например, внутренний слой выполняют из полиэтилена, наружный слой - из ПВХпластиката или шлангового полиэтилена. Каждый из экструдеров работает самостоятельно и практически каждый из них может перерабатывать любую пластмассу, пригодную для изготовления оболочек кабелей методом прессования. Устанавливая определенные температурные режимы прессования можно добиться того, чтобы оба слоя приварились друг к другу и образовывали монолитную оболочку. При других режимах можно получить частичную или полную неприварку слоев. При необходимости каждый из экструдеров может быть использован для переработки одного и того же материала. В результате получают двухслойную оболочку из одного материала, слои которой приварены друг к другу, образуя монолитную оболочку, или двухслойную оболочку из одного и того же материала с частичной или полной неприваркой слоев. Общими признаками прототипа и заявляемого решения являются: нанесение на токопроводящие жилы внутреннего слоя защитной оболочки; охлаждение внутреннего слоя; нанесение на внутренний слой наружного слоя защитной оболочки. Способ получения защитной оболочки по прототипу, как и выше описанный аналог не позволяет повысить защитные механические свойства оболочки без увеличения ее толщины, так как свойства защитной оболочки определяются механическими свойствами материалов внутреннего и наружного слоев оболочки, а также толщиной этих слоев. В основу изобретения поставлена задача усовершенствования способа получения защитной оболочки кабеля, в котором за счет введения дополнительных технологических операций и режимов выполнения операций обеспечивается увеличение сопротивляемости защитной оболочки разрыву, раздиру и истиранию без увеличения толщины оболочки чем достигается повышение ее защитных функций без увеличения веса погонного метра кабеля и без ухудшения его гибкости. Поставленная задача решается тем, что в способе получения защитной оболочки кабеля, включающем последовательное нанесение на токопроводящие жилы внутреннего и наружного слоев защитной оболочки методом прессования полимерного материала с охлаждением внутреннего слоя перед нанесением наружного слоя, согласно изобретению, охлаждение внутреннего слоя выполняют до температуры на 15 - 25% ниже температуры прессования полимерного материала внутреннего слоя, а перед нанесением наружного слоя на внутренний слой накладывают оплетку из армирующих элементов. Перечисленные признаки составляют сущность изобретения. Целесообразно с точки зрения достижения максимального эффекта: внутренний слой защитной оболочки наносить при минимально допустимой температуре прессования полимерного материала внутреннего слоя, а наружный слой защитной оболочки наносить при максимально допустимой температуре прессования полимерного материала наружного слоя; это позволяет при минимальных энергозатратах на разогрев полимерных материалов получить привариваемость внутреннего и наружного слоев защитной оболочки и обеспечить ее монолитность; внутренний слой защитной оболочки наносить толщиной, составляющей 2/3 общей толщины защитной оболочки; в таком случае разрушение механическими воздействиями наружного слоя оболочки не приводит к существенному ухудшению защитных свойств оболочки в целом; в качестве армирующих элементов использовать пряди синтетических нитей, что целесообразнее с точки зрения уменьшения толщины защитной оболочки по сравнению с использованием канатиков, тросиков, шнуров, свитых из синтетических нитей; армирующую оплетку накладывать с шагом навивки армирующих элементов, превышающим шаг скрутки токопроводящих жил в 2 - 3 раза; такое выполнение оплетки повышает прочность кабеля при нагружении его растягивающими усилиями, а также в условиях сложного нагружения типа "изгиб - натяжение"; накладывать армирующую оплетку с просветом между отдельными прядями, величина которого составляет 0,8 - 1,0 ширины пряди; такое выполнение оплетки обеспечивает оптимальные условия для свариваемости внутреннего и наружного слоев защитной оболочки и ее монолитность при наличии армирующей оплетки между слоями. Достигаемый технический результат (увеличение сопротивляемости защитной оболочки разрыву, раздиру и истиранию без увеличения толщины оболочки) находится в причинно-следственной связи с признаками, составляющими сущность изобретения, так как выполнение армирующей оплетки между внутренним и наружным слоями защитной оболочки при условиях, обеспечивающих возможность нанесения армирующей оплетки на внутренний слой и получения при этом монолитной защитной оболочки (охлаждение внутреннего слоя до температуры на 15 - 25% ниже температуры прессования полимерного материала внутреннего слоя) позволяет распределить усилия, воздействующие на кабель между изоляционными слоями оболочки, токопроводящими жилами и армирующей оплеткой, тем самым увеличить нагрузочную способность защитной оболочки без увеличения ее толщины, а также повысить сопротивляемость истиранию, так как износ наружного слоя оболочки до армирующей оплетки не приводит к существенному снижению защитных свойств оболочки, а армирующая оплетка по существу представляет собой слой защитной оболочки с повышенной сопротивляемостью истиранию, предотвращающий дальнейшее истирание оболочки. Ниже приводится описание заявляемого способа получения защитной оболочки кабеля и конкретные примеры его реализации. Скрученные изолированные токопроводящие жилы с подающего устройства, обеспечивающего равномерный сход и требуемое натяжение жил, направляют в первый экструдер, при помощи которого методом прессования полимерного материала на скрученные токопроводящие жилы наносят внутренний слой защитной оболочки. Целесообразно толщину внутреннего слоя выполнять равной 2/3 общей толщины защитной оболочки, что достигается выполнением и регулировкой экструдера. Температура прессования определяется свойствами полимерного материала, применяемого для внутреннего слоя оболочки. Целесообразно прессование выполнять при минимально допустимой температуре прессования используемого материала. Далее, после первого экструдера токопроводящие жилы с внутренним слоем защитной оболочки направляют в устройство охлаждения, например выполненное в виде водяной ванны или устройства обдува воздухом. Режим охлаждения выбирают из условия понижения температуры материала внутреннего слоя на 15 - 25% по сравнению с температурой прессования. Такое охлаждение обеспечивает частичное отверждение материала внутреннего слоя оболочки, достаточное для последующего нанесения на внутренний слой оболочки армирующей оплетки с частичным погружением элементов армирующей оплетки в материал внутреннего слоя оболочки. После охлаждения на внутренний слой оболочки накладывают оплетку из армирующих элементов. В качестве армирующих элементов целесообразно использовать пряди синтетических нитей, например стекловолокно марки БС-7. Для наложения оплетки применяют известные оплеточные машины челночного или карусельного типа. Навивку армирующих элементов выполняют с шагом, превышающим в 2 - 3 раза шаг скрутки токопроводящих жил, при этом обеспечивают просвет между отдельными прядями армирующих элементов, ширина которого составляет 0,8 - 1,0 ширины пряди. После наложения армирующей оплетки заготовку подают во второй экструдер, при помощи которого методом прессования полимерного материала наносят наружный слой защитной оболочки. При этом целесообразно прессование выполнять при максимально допустимой температуре прессования полимерного материала наружного слоя. В качестве полимерных материалов можно применять поливинихлоридные пластикаты (ПВХ-пластикат), полиамиды (например, капрон), полиэтилен и его композиции, фторопласты. Наиболее широкое применение для шахтных гибких кабелей находит ПВХ-пластикат. Внутренний и наружный слои защитной оболочки могут быть выполнены из различных материалов или из одного и того же материала. Ниже приведены конкретные примеры реализации способа получения защитной оболочки кабеля из ПВХпластиката типа 0 - 40 (рецептура 288) с армировкой прядями стекловолокна марки БС-7. Пример 1. В качестве заготовки брали скрученные изолированные токопроводящие жилы. Количество жил - 5, в том числе три силовые жилы сечением 4мм2, жила заземления - 4мм2 и жила управления - 2,5мм2, шаг скрутки 50мм, изоляция жил: ПВХ-пластикат марки И40-14 (рецептура Э40-1). Заготовку подавали к первому экструдеру для нанесения на скрученные токопроводящие жилы внутреннего слоя защитной оболочки. Материал - ПВХ-пластикат марки 0 - 40 (рецептура 288). Температура прессования 145°C, которая является минимально допустимой температурой прессования данного материала. Толщина внутреннего слоя 1,7мм. После первого экструдера заготовку подавали в водяную ванну, где нанесенный на жилы внутренний слой оболочки охлаждали до температуры 123 - 125°C (ниже на 15% от температуры прессования). На охлажденный внутренний слой накладывали оплетку из прядей стекловолокна марки БС-7. Шаг навивки прядей 125мм. Ширина пряди 2,5 - 3,0мм. Просвет между отдельными прядями 2,0 - 2,5мм. Следует отметить, что охлаждение внутреннего слоя оболочки до более высокой температуры не позволяло наложить качественно оплетку из-за проваливания армирующих прядей в материал внутреннего слоя оболочки. После наложения оплетки заготовку подавали ко второму экструдеру для нанесения на оплетку наружного слоя защитной оболочки. Материал - ПВХ-пластикат марки 0 - 40. Температура прессования 175°C, которая является максимально допустимой температурой прессования для данного материала. Толщина наружного слоя 0,85мм. После нанесения наружного слоя защитной оболочки кабель подавали во вторую водяную ванну, где защитную оболочку охлаждали до температуры окружающей среды, после чего кабель в виде готового изделия направляли в приемное устройство. По указанной технологии получали кабель с монолитной армированной защитной оболочкой, так как при указанных температурных режимах обеспечивалась полная приварка внутреннего и наружного слоев защитной оболочки между которыми расположена армирующая оплетка. Результаты испытаний полученного кабеля: разрушающее усилие при растяжении кабеля - 485кг; сопротивление защитной оболочки раздиру - 21кг. Для сравнения аналогичный кабель с однослойной оболочкой из ПВХ-пластиката марки 0 - 40 толщиной 2,6мм имеет следующие механические характеристики: разрушающее усилие при растяжении кабеля - 404кг; сопротивление защитной оболочки раздиру - 13,5кг. Пример 2. Заготовка и технология выполнения защитной оболочки такие же, как и в примере 1. Отличие в температуре охлаждения внутреннего слоя оболочки после первого экструдера перед наложением армирующей оплетки. В данном случае внутренний слой охлаждали до температуры 115 - 116°C (на 20% ниже температуры прессования). В результате был получен кабель с монолитной армированной защитной оболочкой со следующими механическими характеристиками: разрушающее усилие при растяжении кабеля - 481кг; сопротивление защитной оболочки раздиру - 22,0кг. Пример 3. Заготовка и технология выполнения защитной оболочки такие же, как и в примере 1. Отличием является режим охлаждения внутреннего слоя перед наложением армирующей оплетки - внутренний слой охлаждали до 108 - 109°C (на 25% ниже температуры прессования). Был получен кабель с монолитной армированной защитной оболочкой со следующими механическими характеристиками: разрушающее усилие при растяжении кабеля - 480кг; сопротивление защитной оболочки раздиру - 20,0кг. Следует отметить, что при более глубоком охлаждении внутреннего слоя перед наложением армирующей оплетки (более чем на 25% от температуры прессования) имеет место частичная неприварка внутреннего и наружного слоев защитной оболочки, что приводит к нарушению монолитности оболочки и ухудшению ее защитных свойств. Изложенное выше, а также приведенные примеры свидетельствуют, что заявляемый способ позволяет получить кабель с повышенной сопротивляемостью защитной оболочки разрыву, раздиру и истиранию без увеличения толщины защитной оболочки, а значит без увеличения веса погонного метра кабеля и без ухудшения его гибкости.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: H01B 13/22
Мітки: одержання, спосіб, кабелю, оболонки, захисної
Код посилання
<a href="https://ua.patents.su/3-25322-sposib-oderzhannya-zakhisno-obolonki-kabelyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання захисної оболонки кабелю</a>
Спосіб виготовлення оболонки протектора протиобліднювальної системи
Номер патенту: 18503
Опубліковано: 25.12.1997
Автори: Піонтковський Богуслав Іванович, Цепенюк Михайло Давидович, Юркевич Генадій Євгенійович, Шишков Віктор Володимирович
МПК: B64D 15/00, B29D 22/00
Мітки: протектора, протиобліднювальної, виготовлення, системі, спосіб, оболонки
Формула / Реферат:
Способ изготовления оболочки протектора противообледенительной системы, включающий формование поверхностных и промежуточного слоев из эластичного материала, соединение их между собой и вулканизацию эластичного материала, причем поверхностные слои перед формованием армируют тканью, а в промежуточном формируют внутренние полости, отличающийся тем, что промежуточный слой формируют послойно, при этом на один из сформированных поверхностных слоев...
Рідка композиція, що фотополімеризується, для одержання захисної маски друкарських плат
Номер патенту: 19839
Опубліковано: 25.12.1997
Автори: Дорошенко Віктор Антоновіч, Мартинюк Лілія Іванівна, Шевчук Анатолій Васильович, Смоляк Таміла Федорівна, Чабан Катеріна Захарівна
МПК: G03F 7/004
Мітки: маски, одержання, захисної, друкарських, рідка, фотополімерізується, композиція, плат
Формула / Реферат:
Жидкая фотополимеризующаяся композиция для получения защитной маски печатных плат, включающая полимеризаци-онноспособное акрилсодержащее соединение a,w-метакрилди(диэтиленгликоль)-фгалат, фотоинициатор, винилтриэтоксисилан и окрашивающее вещество, отличающаяся тем, что в качестве фотоинициатора композиция содержит 2,2-диметокси-2-фенилацетофенон, в качестве окрашивающего вещества - пигмент фталоцианиновый зеленый и дополнительно она содержит...
Спосіб з’єднання трубчастої оболонки з трубчастою деталлю
Номер патенту: 19716
Опубліковано: 25.12.1997
Автор: Блінов Анатолій Васильович
МПК: F16L 13/00
Мітки: спосіб, деталлю, оболонки, трубчастої, трубчастою, з'єднання
Формула / Реферат:
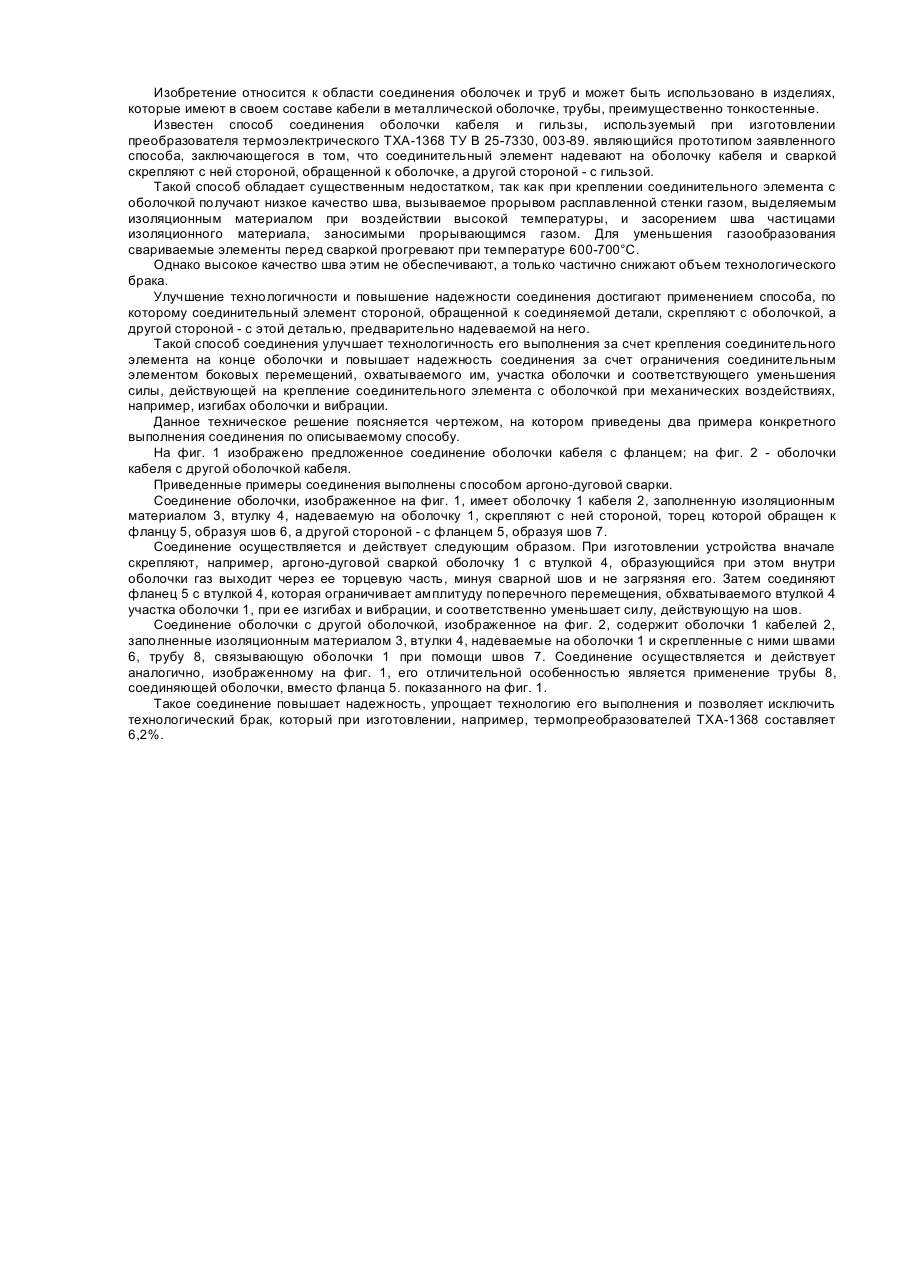
Способ соединения трубчатой оболочки с трубчатой деталью, по которому соединяемые элементы связывают промежуточным соединительным элементом, надеваемым на оболочку, отличающийся тем, что соединительный элемент стороной, обращенной к соединяемой детали, скрепляют с оболочкой, а другой стороной - с этой деталью, предварительно надеваемой на него,
Балон
Номер патенту: 2593
Опубліковано: 26.12.1994
Автори: Пелагенко Андрій Петрович, Озеров Валентин Іванович, Полевой Володимир Олександрович, Савиченко Олександр Онисимович
МПК: F17C 1/00
Мітки: балон
Формула / Реферат:
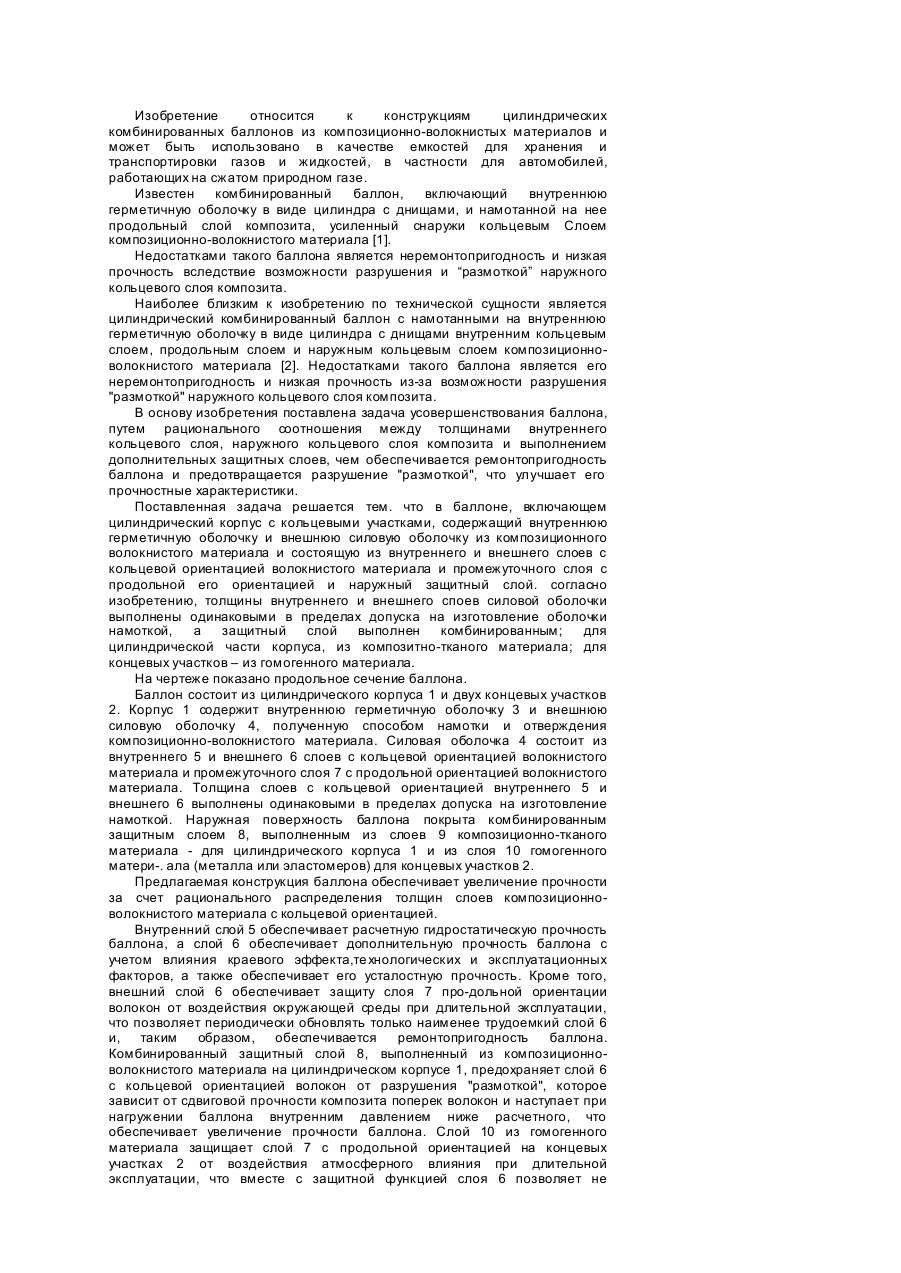
Баллон, включающий цилиндрический корпус с концевыми участками, содержащий внутреннюю герметичную оболочку и внешнюю силовую оболочку, выполненную из композиционно-волокнистого материала и состоящую из внутреннего и внешнего слоев с кольцевой ориентацией волокнистого материала и промежуточного слоя с продольной его ориентацией, и наружный защитный слой, отличающийся тем, что толщина внутреннего и внешнего слоев силовой оболочки выполнены...
Укладальник кабелю
Номер патенту: 13549
Опубліковано: 25.04.1997
Автори: Сероноженко Віктор Ілліч, Сищенко Віталій Федорович, Дудкин Володимир Григорович, Дерев'янко Раіса Георгійовна
МПК: H02G 11/00
Мітки: укладальник, кабелю
Формула / Реферат:
Укладчик кабеля, содержащий корпус с роликовой подвеской, направляющий элемент для кабеля, шарнирно установленный на оси, связанный гибкой передачей с механизмом для регулирования натяжения кабеля и привод, отличающийся тем, что, с целью повышения надежности, содержит командоаппарат с валом, установленный на корпусе, механизм для регулирования натяжения кабеля выполнен в виде оси, закрепленной в корпусе, снабженной пружиной с элементами...
Попередній патент: Мобільна пускова установка некерованих реактивних снарядів
Наступний патент: Електричний кабель
Випадковий патент: Текстильна тканина з полімерних волокон, спосіб її виготовлення та застосування