Спосіб виготовлення оболонки протектора протиобліднювальної системи
Номер патенту: 18503
Опубліковано: 25.12.1997
Автори: Цепенюк Михайло Давидович, Піонтковський Богуслав Іванович, Юркевич Генадій Євгенійович, Шишков Віктор Володимирович
Формула / Реферат
Способ изготовления оболочки протектора противообледенительной системы, включающий формование поверхностных и промежуточного слоев из эластичного материала, соединение их между собой и вулканизацию эластичного материала, причем поверхностные слои перед формованием армируют тканью, а в промежуточном формируют внутренние полости, отличающийся тем, что промежуточный слой формируют послойно, при этом на один из сформированных поверхностных слоев накладывают каландрованный эластичный материал промежуточного слоя, накладывают на него технологические шаблоны в местах расположения формируемых полостей и заполняют пространство между шаблонами жгутами того же каландрованного материала и покрывают шаблоны таким же материалом, после чего осуществляют предварительную тепломеханическую обработку, затем извлекают шаблоны, накладывают другой поверхностный слой и осуществляют заключительную тепломеханическую обработку оболочки.
Текст
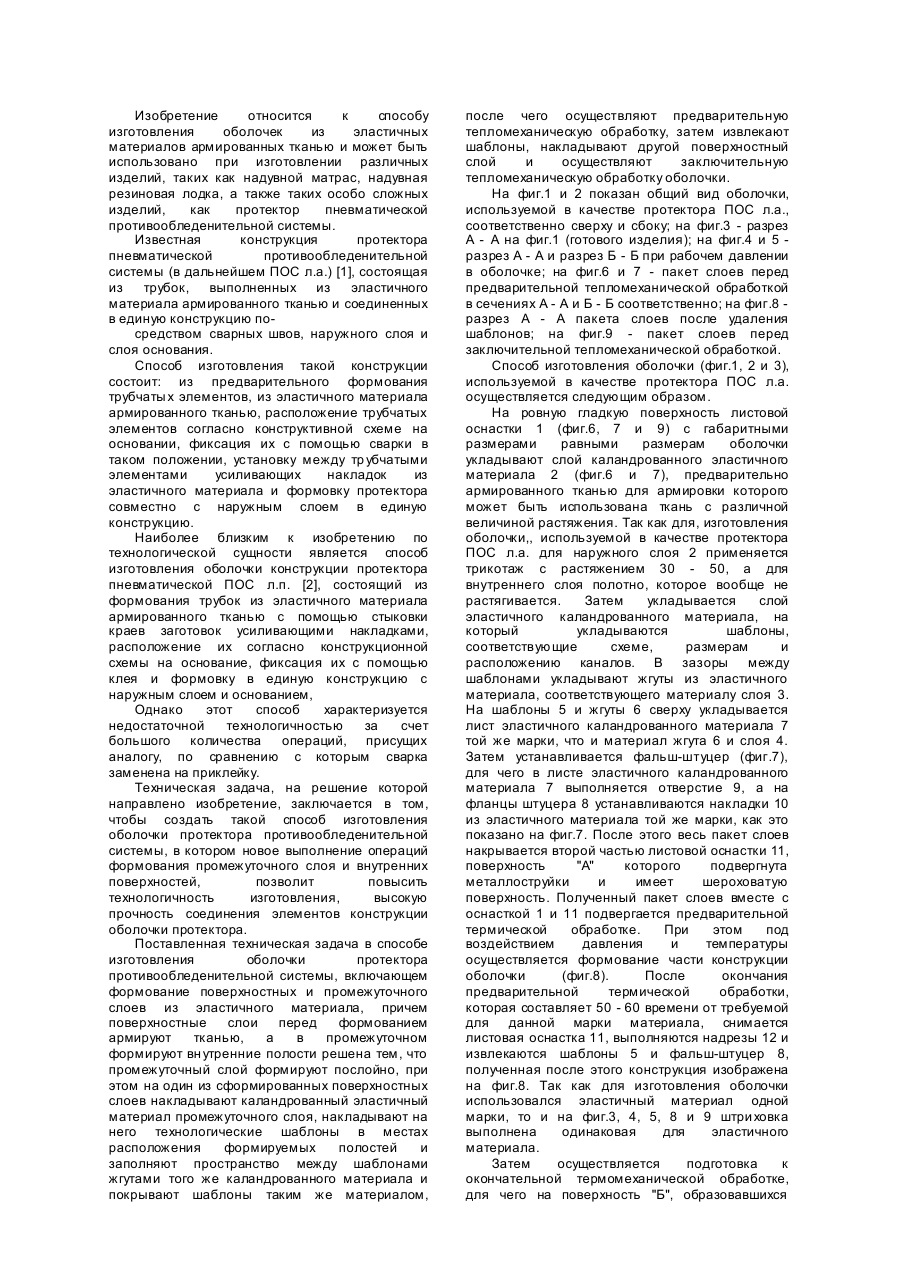
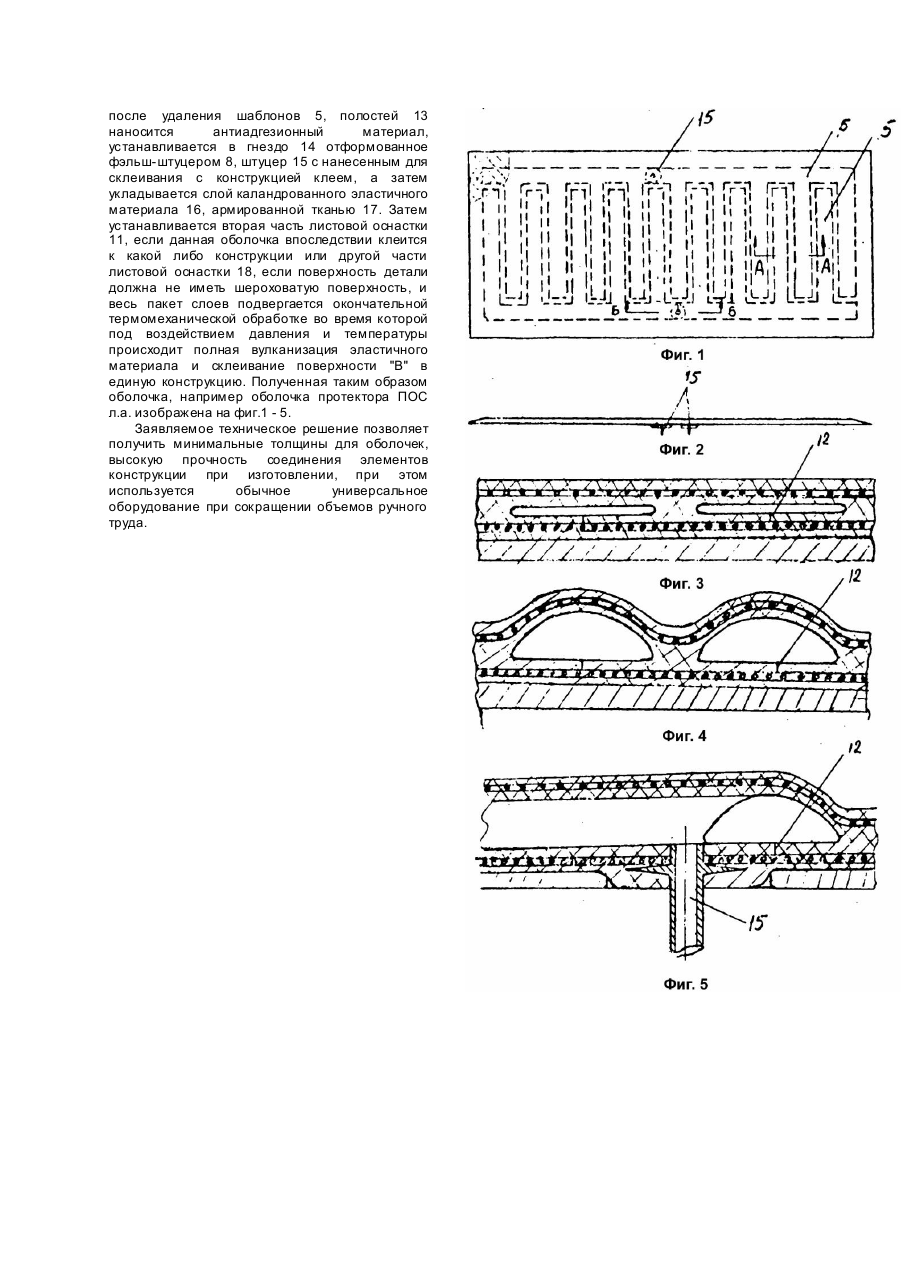
Изобретение относится к способу изготовления оболочек из эластичных материалов армированных тканью и может быть использовано при изготовлении различных изделий, таких как надувной матрас, надувная резиновая лодка, а также таких особо сложных изделий, как протектор пневматической противообледенительной системы. Известная конструкция протектора пневматической противообледенительной системы (в дальнейшем ПОС л.а.) [1], состоящая из трубок, выполненных из эластичного материала армированного тканью и соединенных в единую конструкцию посредством сварных швов, наружного слоя и слоя основания. Способ изготовления такой конструкции состоит: из предварительного формования трубчаты х элементов, из эластичного материала армированного тканью, расположение трубчатых элементов согласно конструктивной схеме на основании, фиксация их с помощью сварки в таком положении, установку между тр убчатыми элементами усиливающих накладок из эластичного материала и формовку протектора совместно с наружным слоем в единую конструкцию. Наиболее близким к изобретению по технологической сущности является способ изготовления оболочки конструкции протектора пневматической ПОС л.п. [2], состоящий из формования трубок из эластичного материала армированного тканью с помощью стыковки краев заготовок усиливающими накладками, расположение их согласно конструкционной схемы на основание, фиксация их с помощью клея и формовку в единую конструкцию с наружным слоем и основанием, Однако этот способ характеризуется недостаточной технологичностью за счет большого количества операций, присущих аналогу, по сравнению с которым сварка заменена на приклейку. Техническая задача, на решение которой направлено изобретение, заключается в том, чтобы создать такой способ изготовления оболочки протектора противообледенительной системы, в котором новое выполнение операций формования промежуточного слоя и внутренних поверхностей, позволит повысить технологичность изготовления, высокую прочность соединения элементов конструкции оболочки протектора. Поставленная техническая задача в способе изготовления оболочки протектора противообледенительной системы, включающем формование поверхностных и промежуточного слоев из эластичного материала, причем поверхностные слои перед формованием армируют тканью, а в промежуточном формируют вн утренние полости решена тем, что промежуточный слой формируют послойно, при этом на один из сформированных поверхностных слоев накладывают каландрованный эластичный материал промежуточного слоя, накладывают на него технологические шаблоны в местах расположения формируемых полостей и заполняют пространство между шаблонами жгутами того же каландрованного материала и покрывают шаблоны таким же материалом, после чего осуществляют предварительную тепломеханическую обработку, затем извлекают шаблоны, накладывают другой поверхностный слой и осуществляют заключительную тепломеханическую обработку оболочки. На фиг.1 и 2 показан общий вид оболочки, используемой в качестве протектора ПОС л.а., соответственно сверху и сбоку; на фиг.3 - разрез А - А на фиг.1 (готового изделия); на фиг.4 и 5 разрез А - А и разрез Б - Б при рабочем давлении в оболочке; на фиг.6 и 7 - пакет слоев перед предварительной тепломеханической обработкой в сечениях А - А и Б - Б соответственно; на фиг.8 разрез А - А пакета слоев после удаления шаблонов; на фиг.9 - пакет слоев перед заключительной тепломеханической обработкой. Способ изготовления оболочки (фиг.1, 2 и 3), используемой в качестве протектора ПОС л.а. осуществляется следующим образом. На ровную гладкую поверхность листовой оснастки 1 (фиг.6, 7 и 9) с габаритными размерами равными размерам оболочки укладывают слой каландрованного эластичного материала 2 (фиг.6 и 7), предварительно армированного тканью для армировки которого может быть использована ткань с различной величиной растяжения. Так как для, изготовления оболочки,, используемой в качестве протектора ПОС л.а. для наружного слоя 2 применяется трикотаж с растяжением 30 - 50, а для внутреннего слоя полотно, которое вообще не растягивается. Затем укладывается слой эластичного каландрованного материала, на который укладываются шаблоны, соответствующие схеме, размерам и расположению каналов. В зазоры между шаблонами укладывают жгуты из эластичного материала, соответствующего материалу слоя 3. На шаблоны 5 и жгуты 6 сверху укладывается лист эластичного каландрованного материала 7 той же марки, что и материал жгута 6 и слоя 4. Затем устанавливается фальш-штуцер (фиг.7), для чего в листе эластичного каландрованного материала 7 выполняется отверстие 9, а на фланцы штуцера 8 устанавливаются накладки 10 из эластичного материала той же марки, как это показано на фиг.7. После этого весь пакет слоев накрывается второй частью листовой оснастки 11, поверхность "А" которого подвергнута металлоструйки и имеет шероховатую поверхность. Полученный пакет слоев вместе с оснасткой 1 и 11 подвергается предварительной термической обработке. При этом под воздействием давления и температуры осуществляется формование части конструкции оболочки (фиг.8). После окончания предварительной термической обработки, которая составляет 50 - 60 времени от требуемой для данной марки материала, снимается листовая оснастка 11, выполняются надрезы 12 и извлекаются шаблоны 5 и фальш-штуцер 8, полученная после этого конструкция изображена на фиг.8. Так как для изготовления оболочки использовался эластичный материал одной марки, то и на фиг.3, 4, 5, 8 и 9 штри ховка выполнена одинаковая для эластичного материала. Затем осуществляется подготовка к окончательной термомеханической обработке, для чего на поверхность "Б", образовавшихся после удаления шаблонов 5, полостей 13 наносится антиадгезионный материал, устанавливается в гнездо 14 отформованное фэльш-штуцером 8, штуцер 15 с нанесенным для склеивания с конструкцией клеем, а затем укладывается слой каландрованного эластичного материала 16, армированной тканью 17. Затем устанавливается вторая часть листовой оснастки 11, если данная оболочка впоследствии клеится к какой либо конструкции или другой части листовой оснастки 18, если поверхность детали должна не иметь шероховатую поверхность, и весь пакет слоев подвергается окончательной термомеханической обработке во время которой под воздействием давления и температуры происходит полная вулканизация эластичного материала и склеивание поверхности "В" в единую конструкцию. Полученная таким образом оболочка, например оболочка протектора ПОС л.а. изображена на фиг.1 - 5. Заявляемое техническое решение позволяет получить минимальные толщины для оболочек, высокую прочность соединения элементов конструкции при изготовлении, при этом используется обычное универсальное оборудование при сокращении объемов ручного труда.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the shell of the protector of de-icing system
Автори англійськоюTsepeniuk Mykhailo Davydovych, Yurkevych Henadii Yevheniovych, Shyshkov Viktor Volodymyrovych, Piontkovskyi Bohuslav Ivanovych
Назва патенту російськоюСпособ изготовления оболочки протектора противообледенительной системы
Автори російськоюЦепенюк Михаил Давидович, Юркевич Геннадий Евгеньевич, Шишков Виктор Владимирович, Пионтковский Богуслав Иванович
МПК / Мітки
МПК: B64D 15/00, B29D 22/00
Мітки: спосіб, оболонки, протиобліднювальної, виготовлення, протектора, системі
Код посилання
<a href="https://ua.patents.su/3-18503-sposib-vigotovlennya-obolonki-protektora-protioblidnyuvalno-sistemi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення оболонки протектора протиобліднювальної системи</a>
Пристрій для збору діагностичного матеріалу слизової оболонки порожнини рота

Номер патенту: 17631
Опубліковано: 06.05.1997
Автори: Ганіна Калерія Павлівна, Центіло Тетяна Дмитрівна, Кодола Микола Аврамович
МПК: A61C 17/00
Мітки: рота, збору, діагностичного, матеріалу, слизової, оболонки, порожнини, пристрій
Формула / Реферат:
Устройство для сбора диагностического материала слизистой оболочки полости рта, содержащее шпатель, отличающееся тем, что в устройства введен еще один шпатель, при этом шпатели соединены шарнирно, причем на одном из шпателей микрометрическими винтами закреплены скребки, которые установлены с возможностью перемещения относительно шпателя.
Спосіб виготовлення герметизуючого шара покришок пневматичних шин
Номер патенту: 2414
Опубліковано: 26.12.1994
Автори: Смелянський Володимир Михайлович, Смірнов Олександр Генадійович
МПК: B29D 30/00
Мітки: виготовлення, герметизуючого, шара, шин, пневматичних, спосіб, покришок
Формула / Реферат:
Способ изготовления герметизирующего слоя покрышек пневматических шин по авт. св. N1593971, отличающийся тем, что, с целью повышения качества бескамерных покрышек за счет устранения деформации изолирующего материала, перед дублированием и прикаткой всех слоев изделия верхний слой подают изолирующим материалом к транспортной ленте.
Спосіб виготовлення тонкої берилієвої фольги
Номер патенту: 12891
Опубліковано: 28.02.1997
Автори: Карпов Євген Семенович, Волокита Генадій Іванович, Папіров Ігор Ісакович, Шокуров Володимир Сергійович
МПК: C23C 14/22
Мітки: тонкої, спосіб, фольги, берилієвої, виготовлення
Формула / Реферат:
Способ изготовления тонкой бериллиевой фольги, включающий многостадийное осаждение паров бериллия на подложку, Отделение конденсата и последующую термообработку, отличающееся тем, что после осаждения паров бериллия толщиной 0,5-5 мкм проводят осаждение слоя окиси бериллия толщиной 2-10 нм, причем цикл осаждения слоев бериллия и окиси бериллия повторяют многократно, при этом осаждают не менее пяти слоев бериллия.
Спосіб виготовлення магнітооптичного носія інформації на скляній підкладці
Номер патенту: 14411
Опубліковано: 25.04.1997
Автори: Ус Юрій Федорович, Леонець Володимир Адамович, Козюба Михайло Михайлович, Алтухов Сергій Миколайович, Ківенко Сергій Анатолійович, Крупа Микола Миколайович, Панченко Юрій Анатолійович, Рябоконь Ігор Михайлович
МПК: G11B 7/26
Мітки: скляний, виготовлення, спосіб, підкладці, носія, інформації, магнітооптичного
Формула / Реферат:
1. Способ изготовления магнитооптического носителя информации на стеклянной подложке, включающий нанесение на подложку разметочного слоя, резку этого слоя лазерным излучением, нанесение регистрирующего и защитного слоев, отличающийся тем, что, с целью повышения выхода годных и надежности изготавливаемых носителей информации на разметочный слой после лазерной резки последовательно наносят слой редкоземельного металла толщиной 50 А и...
Пристрій для контролю спрацювання протектора шин
Номер патенту: 5101
Опубліковано: 28.12.1994
Автор: Вітов Альберт Анатолійович
Мітки: шин, спрацювання, пристрій, контролю, протектора
Формула / Реферат:
1. Устройство для контроля износа протектора шин, содержащее подвій корпус, опорную втулку и размещенные в корпусе щуп, подпружиненный к корпусу, сигнализатор предельно-допустимого износа шин и направляющую втулку для щупа, отличающееся тем, что, с целью упрощения конструкции, повышения надежности и удобства при эксплуатации, сигнализатор предельно-допустимого износа шин выполнен в виде магнита с отверстием, закрепленного в корпусе, и...
Попередній патент: Спіральний класифікатор
Наступний патент: Спосіб регулювання тиску пари у парогенераторі