Спосіб отвердіння ливарних форм і стрижнів з рідкоскляних сумішей
Номер патенту: 25410
Опубліковано: 30.10.1998
Автори: Сахарук Людмила Василівна, Паздерський Юрій Антонович, Гида Володимир Михайлович, Макаревич Олександр Павлович, Скачко Володимир Петрович
Формула / Реферат
Способ отверждения литейных форм и стержней из жидкостекольных смесей, включающей смешивание наполнителя (например, песка) и жидкого стекла, уплотнение смеси, продувку ее газообразным отвердителем, отличающийся тем, что продувку производят метилформиатом нагретым до температуры, превышающей его температуру кипения на 1 - 30°C в течение 5 - 50с в зависимости от размеров форм и стержней, а компоненты смеси берут в соотношении, мас.%:
Наполнитель (например, песок)
94,8 - 97,9
Жидкое стекло
1,9 - 4,7
Метилформиат
0,2 - 0,5
Текст
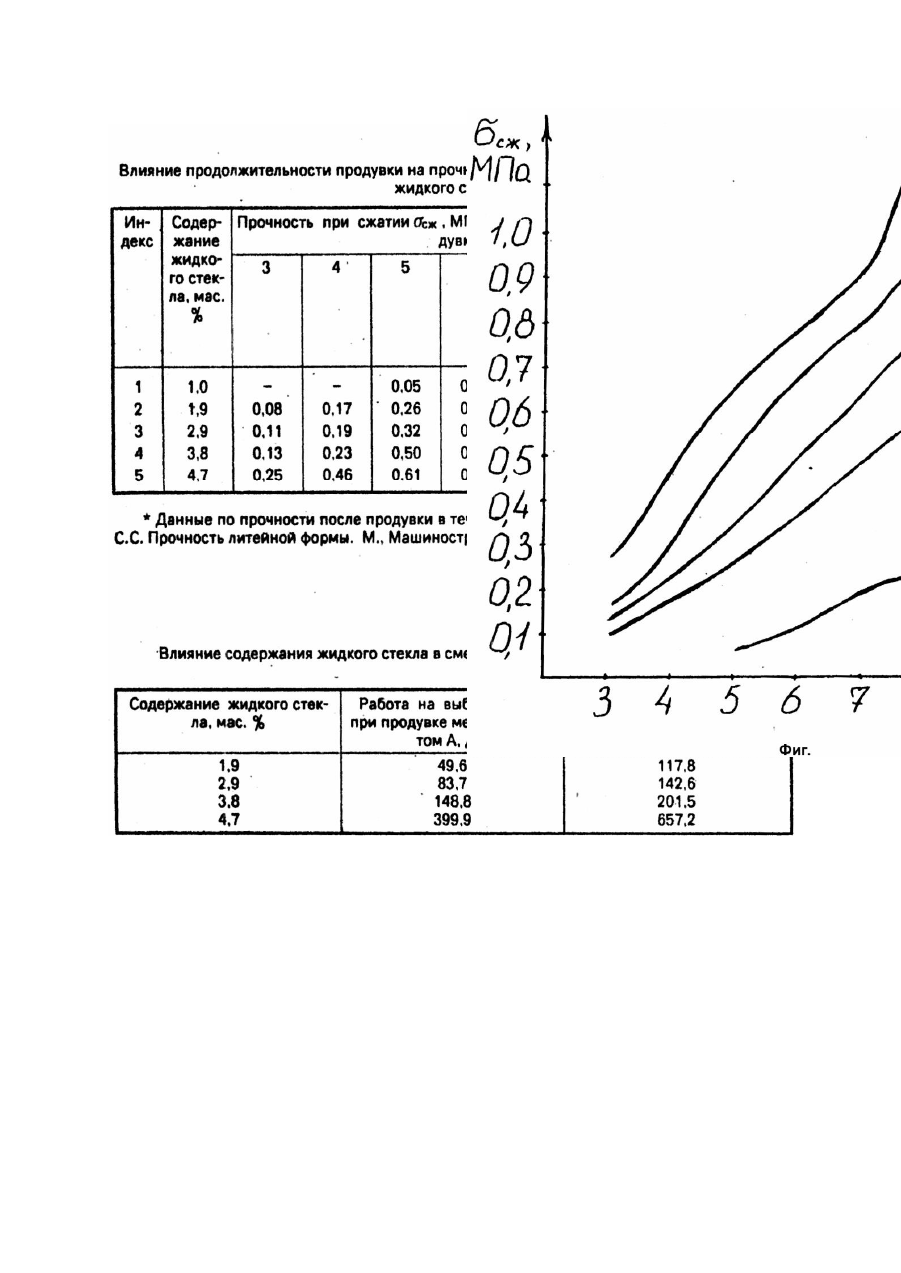
Изобретение относится к литейному производству, в частности, к процессу изготовления форм и стержней. Известен способ отверждения литейных форм и стержней из смоляных смесей (Betaset процесс), представляющий собой процесс отверждения литейных форм и стержней из смесей на основе щелочных смол метилформиатом. Время отверждения составляет 3 - 30с. Метилформиат берется в количестве 15 - 30% относительно содержания смолы (Foundry Trade Gournal. -1989. - V.163. No3383. - P.19 - 20 - 24). Этот способ пригоден только для смол со значительным количеством щелочи. Смеси, используемые в данном способе, отличаются высокой стоимостью, токсичностью и дефицитностью материалов. Наиболее близким к изобретению по технологической сущности является способ отверждения литейных форм и стержней углекислым газом (CO2-процесс). Сущность этой технологии состоит в следующем: в формовочную смесь (песок) вводится 5 - 8% жидкого стекла, смесь уплотняется в стержневом ящике или опоке, после чего формы и стержни продуваются углекислым газом в течение 1,0 2мин (Лясс А.М. Быстротвердеющие смеси с жидким стеклом. - М.: Ма шиностроение, 1965. 332с.). Недостатками этой технологии являются плохая выбиваемость смесей, прочность форм, и стержней, большой расход жидкого стекла из-за реализации его связующи х свойств всего на 20%, плохая регенерируемость отработанных смесей и низкая газопроницаемость. В основу изобретения поставлена задача усовершенствования способа отверждения литейных форм и стержней из жидкостекольных смесей путем повышения прочности вследствие замены отвердителя, причем количество связующего и о твердителя, вводимых в смесь, уменьшается в 2 - 3 раза, что значительно улучшает выбиваемость, регенерируемость отработанных смесей, повышает газопроницаемость смесей, что способствует уменьшению брака отливок по газовым раковинам и газовой пористости. Поставленная задача решается тем, что в известном способе отверждения литейных форм и стержней из жидкостекольных смесей, включающем смешивание наполнителя (песок) и жидкого стекла, уплотнение смеси и продувку ее газообразным отвердителем, согласно настоящему изобретению, продувку производят метилформиатом, нагретым до температуры, превышающей его температур у кипения на 1 30°C в течение 5 - 50с в зависимости от размеров форм и стержней (их массы). Компоненты смеси берут в соотношении, мас.%: Наполнитель (например, песок) 94,8 - 97,9 Жидкое стекло 1,9 - 4,7 Метилформиат 0,2 - 0,5 Требования к метилформиату (ТУ 6 - 01 1857 - 88): 1) внешний вид - бесцветная жидкость; 2) массовая доля метилформиата, % - 96,0; 3) массовая доля метанола, % - менее 4,0. По ГОСТ 19433 - 81 метилформиат относится к подклассу 3.1, классификационный шифр 3111. Метилформиат - эфир, образующийся из муравьиной кислоты (HCCOH) - простейшей одноосновной карбоновой кислоты - и метилового спирта (CH3OH). Он представляет собой бесцветную прозрачную жидкость со специфическим запахом, с температурой кипения 31,5°C (при одной атмосфере) и плотностью 0,974кг/м 3. ПДК - 25 мг/м 3. Так как эта низкокипящая жидкость устойчива при хранении и транспортировке она соединяет в себе многие ценные свойства. Сейчас на Украине метилформиат производится в Бориславском НИИ "Синтез" концерна "Укрмедбиопром". Упрочнение литейных форм и стержней происходит в результате разложения силикатов натрия и образования силикагеля. При CO2процессе оно идет по схеме Взаимодействие жидкого стекла с метилформиатом проходит через гидролиз его в щелочной среде Скорость отверждения и прочность жидкостекольных смесей зависят от природы образующейся кислоты и скорости ее образования. При продувке жидкостекольных смесей метилформиатом образуется более сильная, чем карбонатная, муравьиная кислота и скорость образования монокремниевой кислоты (Si(OH)4) меньше, следовательно прочность должна быть выше, чем при CO-процессе. Это объясняется еще и тем, что происходит самопроизвольное диспергирование эфира в жидком стекле и образование его глобулярных включений, которые продолжают по мере отверждения измельчаться, образуя в пленке глобулы размером 0,05 - 0,1мкм (Рыжков И.В., Толстой B.C. Физико-химические основы формирования свойств смеси с жидким стеклом. X.: Ви ща шк., 1975. - 139с.]. На графике (фиг.) представлена зависимость прочности при сжатии от продолжительности продувки. Способ отверждения литейных форм и стержней из жидкостекольных смесей осуществляют следующим образом; в лопастной смеситель периодического действия загружают наполнитель (песок) в количестве 94,8 97,9масс.%, затем формовочную смесь добавляют связующее (жидкое стекло) в количестве 1,9 - 4,7масс.% и перемешивают 1,5 3 минуты. Готовую смесь уплотняют в стержневом ящике или форме и затем в течение 5 - 50с продувают парами метилформиата в количестве 0,2 - 0,5масс.%. Для перевода отвердителя в газообразное состояние его нагревают выше температуры его кипения на 1 30°C. Отверждение литейных форм и стержней производили в лабораторных условиях. Опыты подтверждают наличие существенных признаков, характеризующи х изобретение. Пример 1. На 98,9мас.% кварцевого песка вводили 1,0мас.% жидкого стекла, смесь перемешивали в течение 1,5 - 2мин, затем уплотняли в стержневом ящике и продували парами метилформиата в количестве 0,1мас.% в течение 3 - 8с, а также с выходом за эти пределы. Отвердитель предварительно нагревали до температуры 55°C. Результаты опыта приведены на графике (кривая 1) и в таблицах. Пример 2. На 97,9мас.% кварцевого песка вводили 1,9мас.% жидкого стекла, смесь перемешивали в течение 1,5 - 2мин, затем уплотняли в стержневом ящике и продували парами метилформиата в количестве 0,2мас.% в течение 3 - 8с. Отвердитель предварительно нагревали до температуры 55°C. Результаты опыта приведены на графике (кривая 2) и в таблицах. Пример 3. На 96,8мас.% кварцевого песка вводили 2,9мас.% жидкого стекла и далее как в примере 1. Метилформиат брали в количестве 0,3мас.%. Результаты опыта приведены на графике (кривая 3) и в таблицах. Пример 4. На 95,5мас.% кварцевого песка вводили 1,9мас.% жидкого стекла и далее как в примере 1. Метилформиат брали в количестве 0,4мас.%. Результаты опыта приведены на графике (кривая 4) и в таблицах. Пример 5. На 94,8мас.% кварцевого песка вводили 4,7мас.% жидкого стекла и далее как в примере 1. Метилформиат брали в количестве 0,5мас.%. Результаты опыта приведены на графике (кривая 5) и в таблицах. Для оценки технологических свойств формовочных и стержневых смесей использовался метод определения прочности при сжатии образца. ГОСТ 23409.7 78 регламентирует порядок изготовления и размеры стандартных образцов, требования к оснастке и режимы нагружения образцов при определении предела прочности при сжатии влажных, сухих и отвержденмых формовочных и стержневых смесей. Стандартные образцы диаметром 50 ± 2мм высотой 50 ± 2мм изготавливались тремя ударами лабораторного копра модели О30М с помощью груза, масса которого составляет m = 6,35 ± 0,15кг, а высота подъема h = 50 ± 0,25мм. Для определения прочности использовался прибор модели 04116. Прочность образцов при сжатии определялась сразу после их продувки метилформиатом. Выбиваемость формовочных и стержневых смесей характеризует степень трудности разрушения форм и удаления стержней из отливки после остывания. Создать в лаборатории условия напряженного состояния, соответствующие реальным при выбивке стержней и форм на различных установках, практически невозможно. Поэтому выбиваемость оценивали по условным показателям, характеризующим энергоемкость разрушения образца смеси, залитого в технологической пробе. Выбиваемость смеси определялась на автоматизированной установке, разработанной в КПП по методике ЦНИИТмаш. Рассчитывалась работа, затраченная на пробивку бойком стержней из опытных образцов смесей, залитых в технологическую пробу. В промышленных условиях была произведена продувка стержней метилформиатом в течение 50 с и 55с при нагреве до 55°C (состав, как в примере 3). В результате прочность после продувки составляла 0,48МПа и 0,36МПа. Таким образом можно сделать вывод, что время продувки превышающее 50с использовать нецелесообразно. Выводы: из табл.1 видно, что с увеличением содержания жидкого стекла и продолжительности продувки прочность смесей при сжатии увеличивается. Смеси с содержанием жидкого стекла 1мас.% использовать нецелесообразно, поскольку стержни из этих смесей имеют низкую прочность. Лучше всего использовать смеси с содержанием жидкого стекла 2 - 4мас.%, т.к. при увеличении количества связующего работа выбивки возрастает, что следует из табл.2. При CO2-процессе используются смеси с содержанием жидкого стекла 4 - 8мас.%. Продувка углекислым газом производится в течение 1 - 5мин в зависимости от размеров форм и стержней, расход CO2 при этом составляет 2,5 - 5л/мин. Стержни и формы из этих смесей имеют прочность после продувки в течение 1мин и выдержки 24 часа практически такую же, как и стержни, изготовленные по заявляемому способу, сразу после продувки их метилформиатом. Но работа выбивки стержней из смесей, приготовленных по CO2-процессу, в 1,5 - 2 раза выше, как видно из табл.2. Это объясняется тем, что при 700 - 800°C под влиянием карбоната натрия Na2CO3 (при продувке метилформиатом отсутствует) происходит спекание глобул геля с образованием стекловидного слоя силиката на поверхности зерен наполнителя, Чем выше исходная прочность, тем больше степень спекания и больше остаточная прочность. В промышленных условиях смесь Может изготавливаться в любых смесителях периодического действия. Уплотнение смеси в формах и стержневых ящиках можно проводить любыми способами, но для обеспечения большей прочности лучше использовать уплотнение прессованием. Для продувки отвердителем необходима герметичная емкость для нагрева метилформиата. Таким образом, заявляемый способ отверждения литейных форм и стержней из жидкостекольных смесей, в отличие от прототипа, позволяет сократить в 2 - 3 раза содержание жидкого стекла в смеси при сохранении высокой прочности форм и стержней, снизить в 2 раза содержание отвердителя, уменьшить в 5 - 8 раз длительность отверждения и остаточную прочность смеси, улучшить выбиваемость в 1,5 - 2 раза и регенерируемость отработанных смесей, повысить газопроницаемость смеси, что способствует уменьшению брака отливок по газовым раковинам и газовой пористости.
ДивитисяДодаткова інформація
Автори англійськоюPazderskyi Yurii Antonovych, Hyda Volodymyr Mykhailovych, Skachko Volodymyr Petrovych
Автори російськоюПаздерский Юрий Антонович, Гида Владимир Михайлович, Скачко Владимир Петрович
МПК / Мітки
МПК: B22C 9/00
Мітки: стрижнів, отвердіння, сумішей, ливарних, форм, рідкоскляних, спосіб
Код посилання
<a href="https://ua.patents.su/3-25410-sposib-otverdinnya-livarnikh-form-i-strizhniv-z-ridkosklyanikh-sumishejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб отвердіння ливарних форм і стрижнів з рідкоскляних сумішей</a>
Суміш для виготовлення ливарних форм та стержнів
Номер патенту: 18877
Опубліковано: 25.12.1997
Автори: Звягінцев Генадій Леонідович, Будьоний Олександр Петрович, Дубовий Валентин Семенович, Большаніна Світлана Борисівна, Ілюха Микола Григорович
МПК: B22C 1/00
Мітки: форм, виготовлення, суміш, ливарних, стержнів
Формула / Реферат:
1. Смесь для изготовления литейных форм и стержней, включающая огнеупорный наполнитель, жидкое стекло, алюминийоксидсодержащую добавку, отличающаяся тем, что она дополнительно содержит материал на основе природных сланцев с содержанием органических веществ 17-80% при следующем соотношении ингредиентов:Жидкое стекло 3,5-7,0Алюминийоксидсодержащая добавка 2,0-5,0Материал на основе природных...
Суміш для виготовлення ливарних стержнів та форм
Номер патенту: 21358
Опубліковано: 02.12.1997
Автори: Асєєв Володимир Дмитрович, Яковлєв Микола Кирилович, Ятло Валентина Григорівна, Шаульський Леонід Васильович, Файвелович Євгенія Семенівна, Клемчук Людмила Володимирівна, Василенко Олександр Сергійович, Свєтікова Зоя Василівна, Луньова Надія Аксентіївна, Гендлер Леонід Шмульович
МПК: B22C 1/00
Мітки: ливарних, стержнів, суміш, форм, виготовлення
Формула / Реферат:
1. Смесь для изготовления литейных стержней и форм, включающая фосфатное связующее, кварцевый песок, воду, глицерин и технологическую добавку, отличающаяся тем, что она в качестве технологической добавки дополнительно содержит железный сурик и олеиновую кислоту при следующем соотношении компонентов, мас.%:Фосфатное связующее 2,5-5,5...
Вогнетривка суміш для ливарних форм ювелірних виробів
Номер патенту: 1906
Опубліковано: 20.12.1994
Автори: Литвиненко Дмитро Мартинович, Мартиненко Сергій Анатолієвич, Воловик Валерій Володимирович, Єрмоленко Юрій Іванович, Плющ Віктор Григорович, Шелюх Олег Олексійович, Купряков Ювеналій Прокопович
МПК: B22C 1/00
Мітки: виробів, ливарних, вогнетривка, ювелірних, форм, суміш
Формула / Реферат:
Огнеупорная смесь для литейных форм ювелирных изделий, содержащая высококремнеземистый наполнитель, нормально- и быстротвердеющий гипс, воду, отличающаяся тем, что, в качестве высококремнеземистого наполнителя смесь содержит термообработанный при 1500...1550°С кварцевый песок при следующем соотношении ингредиентов, в мас. %: Кварцевый песок, термообработанный при 1500...1550°С 54,88...64,10 ...
Спосіб виготовлення нероз’ємних ливарних форм
Номер патенту: 19722
Опубліковано: 25.12.1997
Автори: Католіченко Володимир Іванович, Шинський Олег Йосипович, Краснощоков Марко Михайлович
МПК: B22C 9/00
Мітки: форм, нероз'ємних, спосіб, виготовлення, ливарних
Формула / Реферат:
Способ изготовления неразъемных литейных форм, включающий установку модели с литниковой системой в опоку, заполнение ее ферромагнитным сыпучим материалом и упрочнение материала вибрацией и магнитным полем, отличающийся тем, что до наложения на форму магнитного поля, поверхностные слои ферромагнитного сыпучего материала, примыкающие к модели, замораживают в плоскостях, перпендикулярных силовым линиям магнитного поля.
Спосіб виготовлення ливарних магнітних форм
Номер патенту: 20000
Опубліковано: 25.12.1997
Автори: Шинський Олег Йосипович, Краснощоков Марко Михайлович, Католіченко Володимир Іванович
МПК: C07D 239/46, C07D 403/10, C07D 239/26, C07D 239/36, A61K 31/505
Мітки: ливарних, магнітних, виготовлення, спосіб, форм
Формула / Реферат:
Способ изготовления литейных магнитных форм, включающий установку модели с литниковой системой в контейнер, заполнение его ферромагнитным материалом, уплотнение материала вибрацией и упрочнение формы воздействием электромагнитного поля, отличающийся тем, что виброуплотнение материала и воздействие на форму электромагнитного поля осуществляют поочередно с периодом 3-5с, причем во время воздействия электромагнитного поля измеряют его индукцию в...
Попередній патент: Пристрій визначення відносної кутової швидкості при коливальному процесі керування орієнтацією космічного апарата
Наступний патент: Екзотермічна суміш для легування залізовуглецевих сплавів
Випадковий патент: Фітоаеротенк терещука