Спосіб виготовлення нероз’ємних ливарних форм
Номер патенту: 19722
Опубліковано: 25.12.1997
Автори: Католіченко Володимир Іванович, Краснощоков Марко Михайлович, Шинський Олег Йосипович
Формула / Реферат
Способ изготовления неразъемных литейных форм, включающий установку модели с литниковой системой в опоку, заполнение ее ферромагнитным сыпучим материалом и упрочнение материала вибрацией и магнитным полем, отличающийся тем, что до наложения на форму магнитного поля, поверхностные слои ферромагнитного сыпучего материала, примыкающие к модели, замораживают в плоскостях, перпендикулярных силовым линиям магнитного поля.
Текст
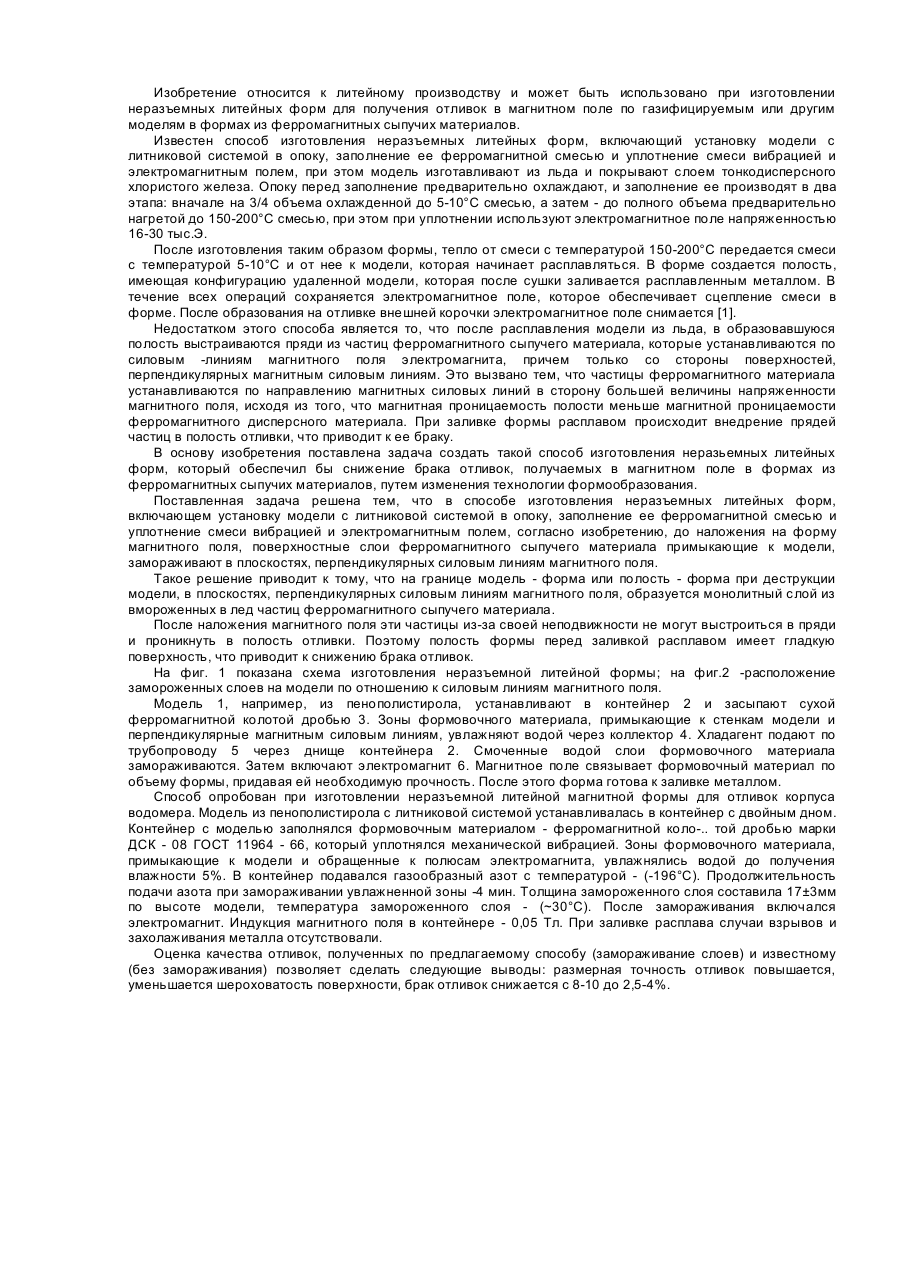
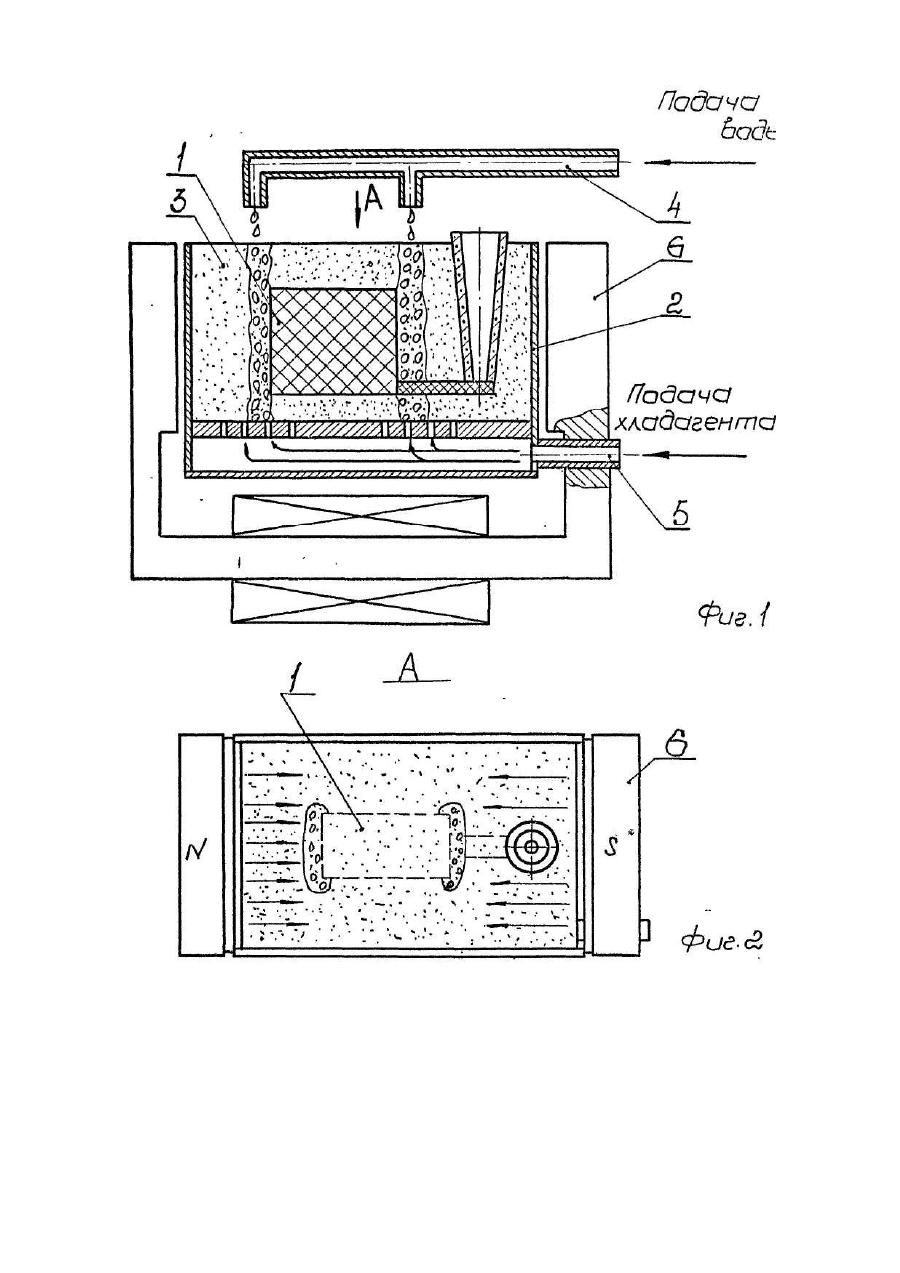
Изобретение относится к литейному производству и может быть использовано при изготовлении неразъемных литейных форм для получения отливок в магнитном поле по газифицируемым или другим моделям в формах из ферромагнитных сыпучих материалов. Известен способ изготовления неразъемных литейных форм, включающий установку модели с литниковой системой в опоку, заполнение ее ферромагнитной смесью и уплотнение смеси вибрацией и электромагнитным полем, при этом модель изготавливают из льда и покрывают слоем тонкодисперсного хлористого железа. Опоку перед заполнение предварительно охлаждают, и заполнение ее производят в два этапа: вначале на 3/4 объема охлажденной до 5-10°С смесью, а затем - до полного объема предварительно нагретой до 150-200°С смесью, при этом при уплотнении используют электромагнитное поле напряженностью 16-30 тыс.Э. После изготовления таким образом формы, тепло от смеси с температурой 150-200°С передается смеси с температурой 5-10°С и от нее к модели, которая начинает расплавляться. В форме создается полость, имеющая конфигурацию удаленной модели, которая после сушки заливается расплавленным металлом. В течение всех операций сохраняется электромагнитное поле, которое обеспечивает сцепление смеси в форме. После образования на отливке внешней корочки электромагнитное поле снимается [1]. Недостатком этого способа является то, что после расплавления модели из льда, в образовавшуюся полость выстраиваются пряди из частиц ферромагнитного сыпучего материала, которые устанавливаются по силовым -линиям магнитного поля электромагнита, причем только со стороны поверхностей, перпендикулярных магнитным силовым линиям. Это вызвано тем, что частицы ферромагнитного материала устанавливаются по направлению магнитных силовых линий в сторону большей величины напряженности магнитного поля, исходя из того, что магнитная проницаемость полости меньше магнитной проницаемости ферромагнитного дисперсного материала. При заливке формы расплавом происходит внедрение прядей частиц в полость отливки, что приводит к ее браку. В основу изобретения поставлена задача создать такой способ изготовления неразьемных литейных форм, который обеспечил бы снижение брака отливок, получаемых в магнитном поле в формах из ферромагнитных сыпучих материалов, путем изменения технологии формообразования. Поставленная задача решена тем, что в способе изготовления неразъемных литейных форм, включающем установку модели с литниковой системой в опоку, заполнение ее ферромагнитной смесью и уплотнение смеси вибрацией и электромагнитным полем, согласно изобретению, до наложения на форму магнитного поля, поверхностные слои ферромагнитного сыпучего материала примыкающие к модели, замораживают в плоскостях, перпендикулярных силовым линиям магнитного поля. Такое решение приводит к тому, что на границе модель - форма или полость - форма при деструкции модели, в плоскостях, перпендикулярных силовым линиям магнитного поля, образуется монолитный слой из вмороженных в лед частиц ферромагнитного сыпучего материала. После наложения магнитного поля эти частицы из-за своей неподвижности не могут выстроиться в пряди и проникнуть в полость отливки. Поэтому полость формы перед заливкой расплавом имеет гладкую поверхность, что приводит к снижению брака отливок. На фиг. 1 показана схема изготовления неразъемной литейной формы; на фиг.2 -расположение замороженных слоев на модели по отношению к силовым линиям магнитного поля. Модель 1, например, из пенополистирола, устанавливают в контейнер 2 и засыпают сухой ферромагнитной колотой дробью 3. Зоны формовочного материала, примыкающие к стенкам модели и перпендикулярные магнитным силовым линиям, увлажняют водой через коллектор 4. Хладагент подают по трубопроводу 5 через днище контейнера 2. Смоченные водой слои формовочного материала замораживаются. Затем включают электромагнит 6. Магнитное поле связывает формовочный материал по объему формы, придавая ей необходимую прочность. После этого форма готова к заливке металлом. Способ опробован при изготовлении неразъемной литейной магнитной формы для отливок корпуса водомера. Модель из пенополистирола с литниковой системой устанавливалась в контейнер с двойным дном. Контейнер с моделью заполнялся формовочным материалом - ферромагнитной коло-.. той дробью марки ДСК - 08 ГОСТ 11964 - 66, который уплотнялся механической вибрацией. Зоны формовочного материала, примыкающие к модели и обращенные к полюсам электромагнита, увлажнялись водой до получения влажности 5%. В контейнер подавался газообразный азот с температурой - (-196°С). Продолжительность подачи азота при замораживании увлажненной зоны -4 мин. Толщина замороженного слоя составила 17±3мм по высоте модели, температура замороженного слоя - (~30°С). После замораживания включался электромагнит. Индукция магнитного поля в контейнере - 0,05 Тл. При заливке расплава случаи взрывов и захолаживания металла отсутствовали. Оценка качества отливок, полученных по предлагаемому способу (замораживание слоев) и известному (без замораживания) позволяет сделать следующие выводы: размерная точность отливок повышается, уменьшается шероховатость поверхности, брак отливок снижается с 8-10 до 2,5-4%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing non-detachable casting moulds
Автори англійськоюShynskyi Oleh Yosypovych, Katolichenko Volodymyr Ivanovych, Krasnoschokov Marko Mykhailovych
Назва патенту російськоюСпособ изготовления неразъемных литейных форм
Автори російськоюШинский Олег Иосифович, Католиченко Владимир Иванович, Краснощоков Марк Михайлович
МПК / Мітки
МПК: B22C 9/00
Мітки: ливарних, виготовлення, нероз'ємних, спосіб, форм
Код посилання
<a href="https://ua.patents.su/2-19722-sposib-vigotovlennya-nerozehmnikh-livarnikh-form.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення нероз’ємних ливарних форм</a>
Формовочна машина для виготовлення ливарних форм
Номер патенту: 31
Опубліковано: 28.02.1997
Автори: Аксенко Олександр Олександрович, Бернацька Ірина Миколайовна, Коляда Володимир Олександрович, Плужніков Юрій Михайлович, Зміївський Микола Никифорович, Рябонеділя Віталій Миколайович, Пучканьов Анатолій Михайлович
МПК: B22C 15/00
Мітки: форм, ливарних, формовочна, машина, виготовлення
Формула / Реферат:
1.Формовочная машина для изготовления литейных форм, содержащая коаксиально размещенные друг относительно друга в отверстии корпуса прессовый поршень и фланцевый ограничитель перемещения последнего, рабочий стол, прессовую плиту и поворотные штифты, попарно установленные с двух сторон рабочего стола, отличающаяся тем, что попарно установленные с каждой из сторон рабочего стола штифты кинематически связаны между собой посредством общего...
Суміш для виготовлення ливарних форм та стержнів
Номер патенту: 18877
Опубліковано: 25.12.1997
Автори: Звягінцев Генадій Леонідович, Дубовий Валентин Семенович, Ілюха Микола Григорович, Будьоний Олександр Петрович, Большаніна Світлана Борисівна
МПК: B22C 1/00
Мітки: форм, стержнів, ливарних, суміш, виготовлення
Формула / Реферат:
1. Смесь для изготовления литейных форм и стержней, включающая огнеупорный наполнитель, жидкое стекло, алюминийоксидсодержащую добавку, отличающаяся тем, что она дополнительно содержит материал на основе природных сланцев с содержанием органических веществ 17-80% при следующем соотношении ингредиентов:Жидкое стекло 3,5-7,0Алюминийоксидсодержащая добавка 2,0-5,0Материал на основе природных...
Суміш для виготовлення ливарних стержнів та форм
Номер патенту: 21358
Опубліковано: 02.12.1997
Автори: Асєєв Володимир Дмитрович, Ятло Валентина Григорівна, Луньова Надія Аксентіївна, Шаульський Леонід Васильович, Клемчук Людмила Володимирівна, Яковлєв Микола Кирилович, Свєтікова Зоя Василівна, Гендлер Леонід Шмульович, Василенко Олександр Сергійович, Файвелович Євгенія Семенівна
МПК: B22C 1/00
Мітки: стержнів, виготовлення, форм, ливарних, суміш
Формула / Реферат:
1. Смесь для изготовления литейных стержней и форм, включающая фосфатное связующее, кварцевый песок, воду, глицерин и технологическую добавку, отличающаяся тем, что она в качестве технологической добавки дополнительно содержит железный сурик и олеиновую кислоту при следующем соотношении компонентов, мас.%:Фосфатное связующее 2,5-5,5...
Спосіб виготовлення металооболонкових форм
Номер патенту: 5265
Опубліковано: 28.12.1994
Автори: Марушевський Леонід Васильович, Біріньш Анріс Зігфрідович, Костенко Георгій Дмитрович
МПК: B22D 11/049
Мітки: виготовлення, форм, металооболонкових, спосіб
Формула / Реферат:
Способ изготовления металлооболочковых форм, преимущественно для наплавки жидкого металла на заготовку, включающий установку в полость кокиля нагретой модели, заполнение зазора между кокилем и моделью термореактивной смесью, отверждение смеси, охлаждение модели и извлечение ее из формы, отличающийся тем, что, с целью повышения качества, отверждение термореактивной смеси осуществляют нагретой моделью до образования твердого слоя толщиной...
Спосіб виготовлення магнітного носія інформації
Номер патенту: 1953
Опубліковано: 20.12.1994
Автори: Леснік Наталія Андріевна, Харитонський Сергій Якович
МПК: G11C 11/02
Мітки: спосіб, інформації, магнітного, носія, виготовлення
Формула / Реферат:
Способ изготовления магнитного носителя информации, основанный на последовательном нанесении в вакууме на диэлектрическую подложку двух слоев ферромагнитного материала с ядерным магнитным моментом, первый из которых наносят до толщины от 400 А до 600 А при температуре диэлектрической подложки от 423 до 573° К в постоянном магнитном поле напряженностью от 50 до 1000 Э, направленном параллельно плоскости подложки, и охлаждении носителя до...
Попередній патент: Спосіб запалювання агломераційної шихти
Наступний патент: Пристрій виявлення буксування та юзу коліс рейкового транспортного засобу
Випадковий патент: Полімерна композиція для еластичних матеріалів