Спосіб контролю дотику різального інструмента
Номер патенту: 25418
Опубліковано: 10.08.2007
Автори: Тимчик Григорій Семенович, Скицюк Володимир Іванович, Кінареєв Микола Сергійович
Формула / Реферат
Спосіб контролю дотику різального інструмента заснований на тому, що різальний інструмент охоплюють осердям індукційного перетворювача, по вихідному сигналу якого реєструють та контролюють присутність інструмента біля деталі та момент фізичного дотику, який відрізняється тим, що поряд з індукційним перетворювачем присутності та дотику встановлюють перетворювач електромагнітних шумів та перешкод, сигналом якого синхронізують струм високої частоти генератора поля та роботу ключового елемента, яким розподіляють сигнал перетворювача присутності та дотику на позитивну та негативну півхвилі, які перетворюються на імпульси, при цьому ті імпульси, які перевищують опорні рівні позитивної та негативної обвідної сигналу шумів та перешкод, підсумовують за логічною формулою "або" окремо по присутності та дотику, порівнюють на синхронність з імпульсним сигналом перешкоди, що формують разом з визначенням позитивної та негативної обвідної півхвилі, блокують імпульси присутності та дотику до реєструючих блоків у випадку їх збігання у часі, і не блокують за їх відсутності, при цьому дотик інструмента визначають по першому імпульсу, що надходить, а присутність інструмента біля деталі - по відрахуванню визначеної кількості імпульсів за встановлений термін часу.
Текст
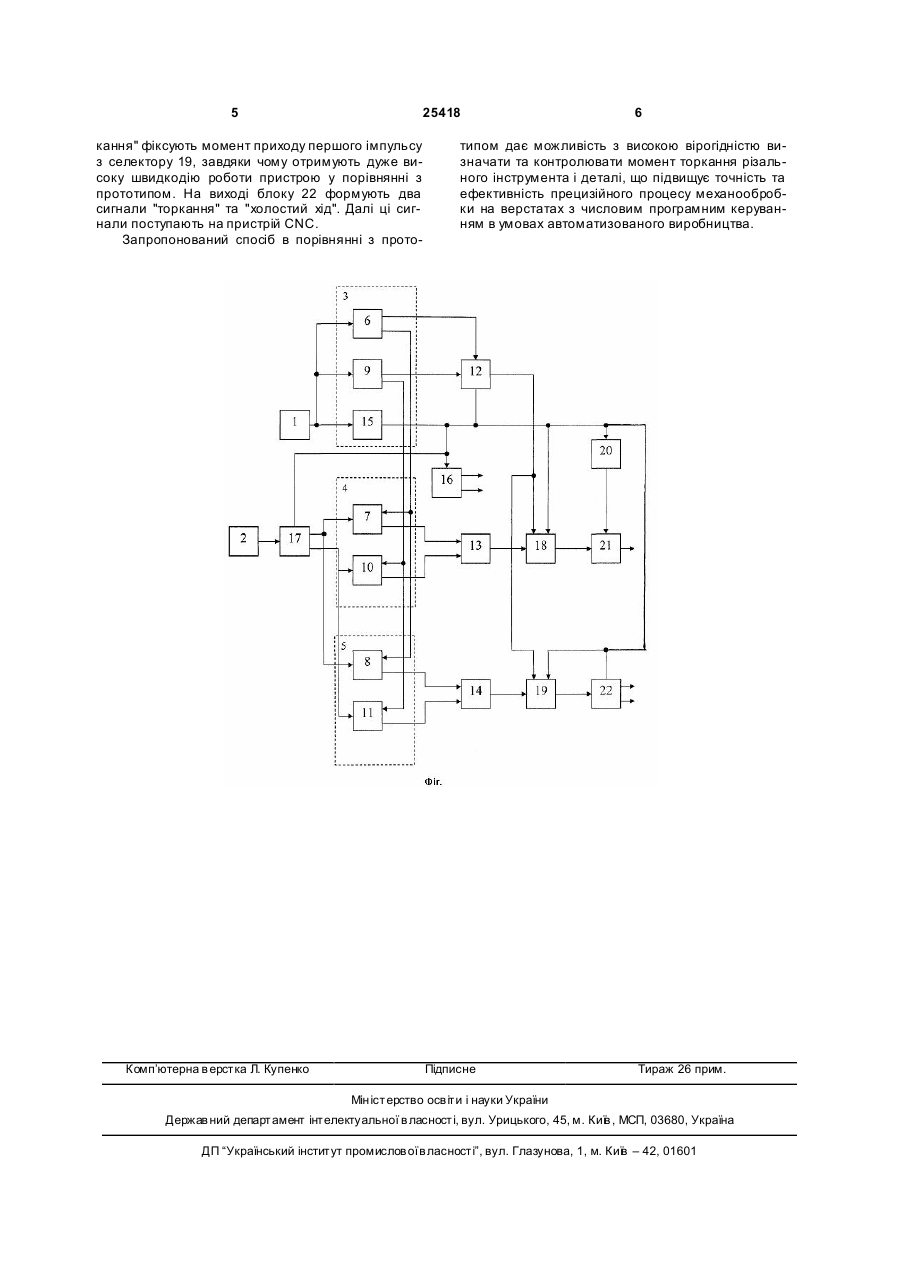
Спосіб контролю дотику різального інструмента заснований на тому, що різальний інструмент охоплюють осердям індукційного перетворювача, по вихідному сигналу якого реєструють та контролюють присутність інструмента біля деталі та момент фізичного дотику, який відрізняється тим, що поряд з індукційним перетворювачем присутності та дотику встановлюють перетворювач електромагнітних шумів та перешкод, сигналом якого 3 25418 досягалося би підвищення якості контролю торкання інструмента, що призводить до підвищення ефективності процесу механообробки матеріалів та контролю стану інструмента. Поставлена задача вирішується тим, що в способі контролю торкання різального інструмента, заснованому на тому, що різальний інструмент охоплюють осердям індукційного перетворювача, по вихідному сигналу якого контролюють присутність інструмента поблизу деталі та момент фізичного торкання, відрізняється тим, що поряд з індукційним перетворювачем присутності та торкання встановлюють перетворювач електромагнітних шумів та перешкод, сигналом якого синхронізують струм високої частоти генератора поля та роботу ключового елементу, котрим розподіляють сигнал перетворювача присутності та торкання на позитивну та негативн у півхвилі, які перепрацьовують на імпульси, при цьому ті імпульси, котрі перевищують опорні рівні позитивної та негативної огинаючої сигналу шумів та перешкод, сумують за логічною формулою "або" окремо по присутності та торканню, порівнюють на синхронність з імпульсним сигналом перешкоди, що формують разом з визначенням позитивної та негативної огинаючої півхвилі, не пропускають імпульси присутності та торкання до реєструючи х блоків в випадку їх збігання у часі, і пропускають за своєї відсутності, при цьому торкання інструмента визначають по першому прийденному імпульсу, а присутність інструменту поблизу деталі - по відрахуванню визначеної кількості імпульсів за встановлений термін часу. Підвищення точності визначення стану різального інструмента досягається тим, що здійснюють реєстрацію електромагнітних шумів та перешкод та сумісну обробку розподілених на позитивну та негативну півхвилі сигналів присутності та торкання вершиною різального інструмента поверхні деталі. Це дає можливість формувати вихідні імпульси присутності та торкання для системи керування прецизійним верстатом з високою вірогідністю Ідентифікації. На фігурі наведена структурна схема, що пояснює суть роботи способу контролю торкання різального інструмента. Розглянемо спосіб, що пропонується, на прикладі роботи пристрою (Фіг.) Сигнал з виходу перетворювача 1 електромагнітних шумів та перешкод, який встановлено поряд з перетворювачем 2 присутності та торкання, надходить до блоку 3 обробки перешкоди та синхронізації. Присутність і торкання різального інструменту та деталі визначають блоком 4 "присутність" та блоком 5 "торкання". Обробку сигналів у кожному з блоків 3, 4, 5 здійснюють шляхом відокремлювання та подальшої обробки позитивної та негативної півхвиль сигналів від перетворювачів 1, 2. У каналі 6 обробки позитивної півхвилі блоку 3 обробки перешкоди та синхронізації відокремлюють позитивну частину півхвилі, порівнюють з встановленим рівнем. Величину його розраховують таким чином, що цей рівень обирають вище загального рівня шумів, який надходить з перетворювача 1, але нижчий за рівень імпульсних перешкод. Сигнали, які переви 4 щують цей рівень, перетворюють на імпульси перешкоди позитивної півхвилі. Одночасно з цими імпульсами формують огинаючу позитивної півхвилі, яка надходить до блоків 4 та 5 у канали 7 та 8 обробки позитивної півхвилі. Аналогічно у каналі 9 обробки негативної півхвилі з сигналу відокремлюють негативну півхвилю сигналу, порівнюють амплітуду з опорним рівнем, величину якого обирають за тим же принципом, що й для позитивної півхвилі. Таким же чином блоки 4, 5 містять канали 10, 11 обробки негативної півхвилі. У разі перевищення опорного рівня блок 3 формує імпульси перешкоди, які надходять до логічної комірки 12 "або", де логічно сумуються. Тому частота слідування імпульсів на виході комірки 12 у 2 рази більша, ніж робоча частота перетворювача 1. Одночасно з цими імпульсами формують огинаючу негативної півхвилі сигналу, яка надходить до каналу 10 блока 4 та каналу 11 блока 5. У цих каналах огинаюча є опорним рівнем при перетворенні синусоїдального корисного сигналу на імпульси. Перетворення сигналу на імпульси відбувається у разі перевищення опорного рівня. У логічних комірках 13 та 14 "або" імпульсні сигнали сумують. У комірці 13 сумують імпульсні сигнали позитивної та негативної півхвиль каналу "присутності", а у комірці 14 сумують імпульсні сигнали каналу торкання. Внаслідок такого сумування на виходах логічни х комірок 13 та 14 формують частоту, яка удвоє частоту роботи перетворювачів 1 та 2. У каналі синхронізації 15 блока 3 обробки формують імпульси у моменти перетину сигналу з перетворювача 1 нульового потенціалу, та розподіляють їх по споживачах, тобто логічна комірка 12, генератор 16 поля високочастотного струму, ключовий елемент 17, ключові імпульсні селектори 18 та 19, таймер 20, блоки 20 та 21 реєстрації, які виконують функцію загальної синхронізації всього пристрою. Ключовий елемент 17 розподіляє сигнал з перетворювача 2 на позитивну та негативну півхвилі для подальшої обробки. З логічної комірки 13 імпульси надходять до ключового імпульсного селектора 18, яким керують імпульси перешкоди, що надходять з логічної комірки 12 "або". В моменти приходу імпульсів з комірки 12 селектор 18 перекриває сигнал до блоку 21 реєстрації. Імпульси синхронізації є стартовими у роботі селектора 18. Контроль проходження імпульсів через селектор 18 виконують кожні півперіода робочої частоти перетворювачів 1 та 2. У блоці реєстрації 21 підраховують кількість імпульсів, залежну від інтенсивності перешкод, яка прийшла за термін часу, що визначають таймером 20. У разі перевищення цієї кількості у реєструючому блоці 21 формують сигнал "присутність". З логічної комірки 14 "або" імпульси надходять до ключового імпульсного селектора 19, яким керують імпульси, що надходять з логічної комірки 12 "або". У моменти надходження імпульсів з комірки 12 селектор 19 закривається, блокуючи до блоку 20 реєстрації імпульси торкання. Імпульси синхронізації є стартовими у роботі селектора 19. Контроль проходження імпульсів через селектор 19 виконують кожні півперіоду робочої частоти перетворювачів 1 та 2. У блоці 22 реєстрації "тор 5 25418 кання" фіксують момент приходу першого імпульсу з селектору 19, завдяки чому отримують дуже високу швидкодію роботи пристрою у порівнянні з прототипом. На виході блоку 22 формують два сигнали "торкання" та "холостий хід". Далі ці сигнали поступають на пристрій CNC. Запропонований спосіб в порівнянні з прото Комп’ютерна в ерстка Л. Купенко 6 типом дає можливість з високою вірогідністю визначати та контролювати момент торкання різального інструмента і деталі, що підвищує точність та ефективність прецизійного процесу механообробки на верстатах з числовим програмним керуванням в умовах автоматизованого виробництва. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of touch of cutting tool
Автори англійськоюTymchyk Hryhorii Semenovych, Skytsiuk Volodymyr Ivanovych
Назва патенту російськоюСпособ контроля прикосновения режущего инструмента
Автори російськоюТымчик Григорий Семенович, Скицюк Владимир Иванович
МПК / Мітки
МПК: B23Q 15/00
Мітки: інструмента, контролю, різального, дотику, спосіб
Код посилання
<a href="https://ua.patents.su/3-25418-sposib-kontrolyu-dotiku-rizalnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю дотику різального інструмента</a>
Спосіб реєстрації присутності та торкання різального інструмента
Номер патенту: 30120
Опубліковано: 15.11.2000
Автори: Скицюк Максим Володимирович, Скицюк Володимир Іванович
МПК: B23Q 17/22
Мітки: спосіб, різального, інструмента, реєстрації, торкання, присутності
Формула / Реферат:
Спосіб реєстрації присутності та торкання різального інструмента, заснований на тому, що різальний інструмент охоплюють осердям індукційного перетворювача, по вихідному сигналу якого реєструють присутність інструмента поблизу деталі та момент фізичного торкання, який відрізняється тим, що поряд з індукційним перетворювачем присутності та торкання встановлюють перетворювач електромагнітних шумів та перешкод, сигналом якого синхронізують струм...
Система контролю стану різального інструмента
Номер патенту: 6505
Опубліковано: 16.05.2005
Автори: Клочко Михайло Маркович, Клочко Тетяна Реджинальдівна, Скицюк Володимир Іванович
МПК: B23B 25/00, G01N 3/58
Мітки: система, контролю, стану, інструмента, різального
Формула / Реферат:
Система контролю стану різального інструмента, що містить чутник торкання та вібрацій, підключений до інтегратора, однорівневі компаратори, піковий детектор, запам'ятовуючий пристрій, яка відрізняється тим, що вона оснащена кодованою матрицею опорів, першим та другим таймерами, першим та другим повторювачами, лічильниками імпульсів, дешифраторами рівнів інформаційного сигналу, індикаторами визначення стадій різального інструмента, при цьому...
Спосіб визначення дотику, переважно визначення дотику у спортивних змаганнях
Номер патенту: 7251
Опубліковано: 15.06.2005
Автори: Макарущенко Андрій Миколайович, Лерер Юрій Олександрович, Жадан Олексій Олексійович, Левін Семен Анатолійович
МПК: G07C 11/00
Мітки: визначення, дотику, переважно, змаганнях, спортивних, спосіб
Формула / Реферат:
1. Спосіб визначення дотику, переважно визначення дотику в спортивних змаганнях, що передбачає реєстрацію проходження електричного сигналу через предмети, дотик яких фіксують, та одержання висновку про наявність дотику по реєстрації проходження сигналу, який відрізняється тим, що як електричний сигнал застосовують модульовані імпульси, імпульси формують з частотою модуляції в межах 50-10000 кГц, з тривалістю імпульсу в межах 10-100...
Спосіб зміцнення різального інструмента
Номер патенту: 69699
Опубліковано: 15.09.2004
Автори: Розов Юрій Георгійович, Сошко Віктор Олександрович
МПК: C21D 6/00, C23C 22/00
Мітки: інструмента, зміцнення, різального, спосіб
Формула / Реферат:
Спосіб зміцнення різального інструмента, який здійснюють шляхом хіміко-термічної обробки його в активному середовищі, який відрізняється тим, що хіміко-термічну обробку здійснюють шляхом різання ним металевої заготовки з загартованої сталі на металорізальному верстаті в середовищі, що містить полімер.
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням
Номер патенту: 15582
Опубліковано: 17.07.2006
Автори: Скицюк Володимир Іванович, Усачев Петро Антонович, Діордіца Ірина Миколаївна
МПК: B23Q 15/00, B23B 25/00
Мітки: визначення, програмним, металооброблювальних, зносу, різального, керуванням, спосіб, числовим, інструмента, верстатів
Формула / Реферат:
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням, що заснований на утворенні електричного ланцюга з різального інструмента, ізольованого від верстата, та деталі, яку оброблюють, реєстрації від зони контакту різального інструмента з деталлю електричного інформаційного сигналу, параметри якого залежать від ступеня зносу різального інструмента, який відрізняється тим, що додатково...
Попередній патент: Екструзійна головка
Наступний патент: Спосіб отримання елементів стружки зразка для визначення коефіцієнта її усадки
Випадковий патент: Спосіб переднапруження металевої обойми