Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням
Номер патенту: 15582
Опубліковано: 17.07.2006
Автори: Усачев Петро Антонович, Діордіца Ірина Миколаївна, Скицюк Володимир Іванович
Формула / Реферат
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням, що заснований на утворенні електричного ланцюга з різального інструмента, ізольованого від верстата, та деталі, яку оброблюють, реєстрації від зони контакту різального інструмента з деталлю електричного інформаційного сигналу, параметри якого залежать від ступеня зносу різального інструмента, який відрізняється тим, що додатково формують електричний сигнал з часовими проміжками, за параметрами якого визначають частоту генерації на першому проміжку, запам'ятовують це значення, реєструють частоту генерації на подальших часових проміжках отриманого сигналу, порівнюють частоти сигналу на кожному з часових проміжків, визначають різницю частот сигналу внаслідок взаємодії різального інструмента з деталлю і формують сигнал, що визначає ступінь зносу задньої грані різального інструмента.
Текст
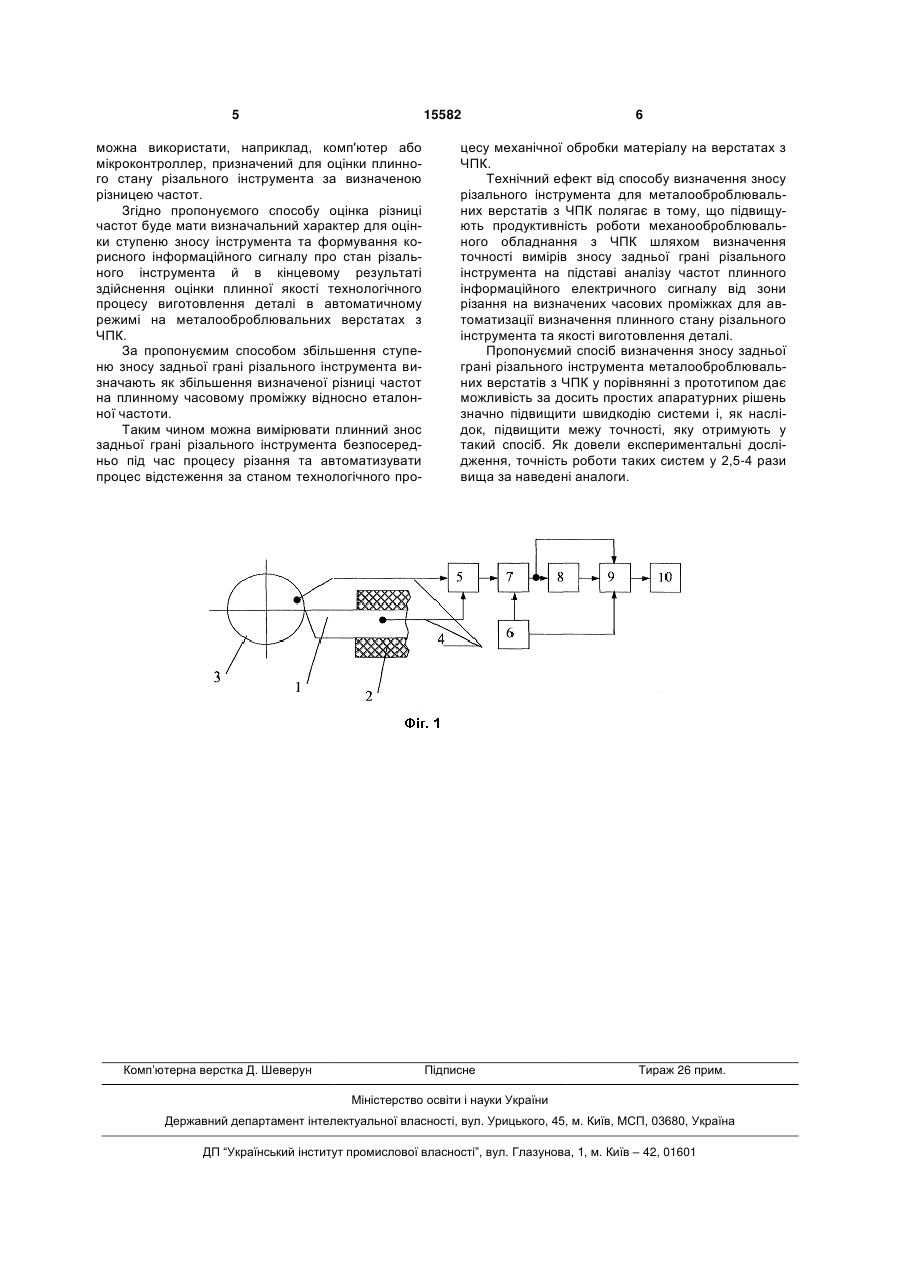
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням, що заснований на утворенні електричного ланцюга з різального інструмента, ізольованого від верстата, та деталі, яку оброблюють, реєстрації від зони контакту різа 3 сигналу визначають різницю частот у першому часовому проміжку та у всіх подальших проміжках, і за різницею між отриманими частотами оцінюється ступінь зносу задньої грані різального інструмента, що призводить до підвищення ефективності визначення стану різального інструмента під час механічної обробки на металооброблювальних верстатах. Поставлена задача виконується тим, що в способі визначення зносу різального інструмента для металооброблювальних верстатів з ЧПК, що заснований на утворенні електричного ланцюга з різального інструмента, ізольованого від верстата, та деталі, яку оброблюють, реєстрації від зони контакту різального інструмента з деталлю електричного інформаційного сигналу, параметри якого залежать від ступеню зносу різального інструмента, згідно корисної моделі, додатково формують електричний сигнал з часовими проміжками, за параметрами якого визначають частоту генерації на першому проміжку, запам'ятовують це значення, реєструють частоту генерації на подальших часових проміжках отриманого сигналу, порівнюють частоти сигналу на кожному з часових проміжків, визначають різницю частот сигналу внаслідок взаємодії різального інструмента з деталлю і формують сигнал, що визначає ступінь зносу задньої грані різального інструмента. Підвищення точності обробки деталей різальним інструментом металооброблювальних верстатів з ЧПК завдяки запропонованому способу досягається тим, що на підставі реєстрації зміни параметрів електричного інформаційного сигналу, який утворюється від інструмента та оброблюваної деталі, що знаходяться у контакті, у процесі їх взаємодії, тобто процесу механічної обробки деталі, плинного порівняння частоти отриманого сигналу у першому часовому проміжку з частотами сигналу у кожному з подальших часових проміжків сигналу та внаслідок обчислення різниці частот цих сигналів визначають ступінь зносу задньої грані різального інструмента. Підвищення ефективності способу визначення зносу різального інструмента для металооброблювальних верстатів з ЧПК досягається тим, що пропонуємий спосіб здійснює на підставі утворення електричного ланцюга з різального інструмента, деталі, яку оброблюють, з наступною реєстрацією та аналізом зміни параметрів цих сигналів в залежності від їх частоти в визначених часових проміжках, порівняння з частотою у першому проміжку результатів вимірювання частот на подальших часових інтервалах і за результатами визначення різниці частот здійснює оцінку ступеню зносу задньої грані різального інструмента. Сутність пропонуємого способу визначення зносу різального інструмента для металооброблювальних верстатів з ЧПК пояснена кресленням (Фіг.), де наведено структурну схему прилада, на прикладі якого розглянемо спосіб. Зношення задньої грані робочої частини різального інструмента при механічній обробці матеріалів на металооброблювальних верстатів з ЧПК під час експлуатації призводить до виникнення розходжень між заданими у програмі та реальни 15582 4 ми розмірами деталі. Оскільки знос інструмента має кінцевий розмір, за рахунок його зношення створюється похибка, яка впливає на кінцеву точність виготовлення оброблюваної деталі. Таким чином в умовах автоматизованого виробництва визначення ступеню зносу інструмента та контроль за розмірами виготовлення деталі є основними задачами підвищення якості технологічного процесу. Визначення зносу інструмента за допомогою існуючих зараз складних електронних систем контролю параметрів сигналів від зони різання є надто складними у застосуванні та мають високу собівартість. Тому існує проблема швидкого контролю точності роботи верстата шляхом оцінки зносу різального інструмента із задовільною точністю та її зв'язку з розмірами та точністю, необхідною для виготовлення деталі, яка не вимагала б складного апаратурного забезпечення. Згідно пропонуємого способу на різальному інструменті 1 (Фіг.1), який є ізольованим від верстата ізолятором 2 та знаходиться у контакті з деталлю З, встановлюють пристрій 4 для передачі електричного сигналу від деталі 3, яку оброблюють, та від інструмента 1, тобто від зони різання під час механічної обробки, на прилад, реалізуючий спосіб. Таким чином утворюють електричний замкнений ланцюг з різального інструмента 1 та деталі 3. Вихідний інформаційний сигнал від цього електричного ланцюга надходить через пристрій 4 для подальшої обробки у сукупності відповідних блоків. Зона контакту верхівки різального інструмента 1 та поверхні деталі 3 під час процесу різання є джерелом електричних сигналів, які залежать від стану різального інструмента 1, тобто від ступеню зносу задньої грані інструмента 1. Контроль за станом різального інструмента 1 необхідний для визначення плинної якості поверхні деталі 3, яку оброблюють. Надалі утворюють електричний сигнал, котрий виконує також і функцію вимірювального сигналу, за зміною параметрів якого визначають зміну зносу різального інструмента внаслідок різання матеріалу. Таким чином в електричний ланцюг введений RC генератор 5 для утворення електричних сигналів та блок 6 формування сигналів певного часового проміжку, а також вимірювач 7 частоти сигналу на визначеному часовому проміжку. Частоту електричного сигналу, яка відповідає входженню у вимірювальну зону, реєструють при формуванні певного часового проміжку. На вимірювач 7 частоти надходять електричні сигнали від зони контакту інструмента 1 та деталі 3 в процесі різання через генератор 5 та від блоку 6 формування сигналів. Вимірюють частоту на цьому проміжку, запам'ятовують цю частоту блоком 8 та визначають її як еталонну, за якою порівнюють з плинним значенням частоти, вимірюваної на іншому наступному часовому проміжку. Надалі вимірюють частоту на подальших визначених часових проміжках та порівнюють її з частотою, виміряною на першому проміжку, за допомогою блоку 9. Таким чином визначають різницю між вимірюваними частотами та надалі оцінюють її змінення у процесі різання. Блок 10, в якості котрого 5 15582 можна використати, наприклад, комп'ютер або мікроконтроллер, призначений для оцінки плинного стану різального інструмента за визначеною різницею частот. Згідно пропонуємого способу оцінка різниці частот буде мати визначальний характер для оцінки ступеню зносу інструмента та формування корисного інформаційного сигналу про стан різального інструмента й в кінцевому результаті здійснення оцінки плинної якості технологічного процесу виготовлення деталі в автоматичному режимі на металооброблювальних верстатах з ЧПК. За пропонуємим способом збільшення ступеню зносу задньої грані різального інструмента визначають як збільшення визначеної різниці частот на плинному часовому проміжку відносно еталонної частоти. Таким чином можна вимірювати плинний знос задньої грані різального інструмента безпосередньо під час процесу різання та автоматизувати процес відстеження за станом технологічного про Комп’ютерна верстка Д. Шеверун 6 цесу механічної обробки матеріалу на верстатах з ЧПК. Технічний ефект від способу визначення зносу різального інструмента для металооброблювальних верстатів з ЧПК полягає в тому, що підвищують продуктивність роботи механооброблювального обладнання з ЧПК шляхом визначення точності вимірів зносу задньої грані різального інструмента на підставі аналізу частот плинного інформаційного електричного сигналу від зони різання на визначених часових проміжках для автоматизації визначення плинного стану різального інструмента та якості виготовлення деталі. Пропонуємий спосіб визначення зносу задньої грані різального інструмента металооброблювальних верстатів з ЧПК у порівнянні з прототипом дає можливість за досить простих апаратурних рішень значно підвищити швидкодію системи і, як наслідок, підвищити межу точності, яку отримують у такий спосіб. Як довели експериментальні дослідження, точність роботи таких систем у 2,5-4 рази вища за наведені аналоги. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of determining the wear of cutting tool for nc metal-working machines
Автори англійськоюSkytsiuk Volodymyr Ivanovych, Diorditsa Iryna Mykolaivna
Назва патенту російськоюСпособ определения износа режущего инструмента для металлообрабатывающих станков с числовым программным управлением
Автори російськоюСкицюк Владимир Иванович, Диордица Ирина Николаевна
МПК / Мітки
МПК: B23B 25/00, B23Q 15/00
Мітки: числовим, керуванням, зносу, інструмента, металооброблювальних, спосіб, визначення, різального, верстатів, програмним
Код посилання
<a href="https://ua.patents.su/3-15582-sposib-viznachennya-znosu-rizalnogo-instrumenta-dlya-metaloobroblyuvalnikh-verstativ-z-chislovim-programnim-keruvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням</a>
Спосіб визначення зносу різального інструмента
Номер патенту: 75978
Опубліковано: 15.06.2006
Автори: Кузьменко Анатолій Григорович, Сторощук Володимир Андрійович, Стецьків Остап Петрович
МПК: G01N 3/56
Мітки: інструмента, різального, зносу, спосіб, визначення
Формула / Реферат:
Спосіб визначення зносу різального інструмента, який включає виготовлення циліндричної форми, тертя інструмента по ній, визначення зносу за формулою ,де - знос інструмента; - шлях тертя;
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні
Номер патенту: 48447
Опубліковано: 15.08.2002
Автори: Пасечник Анатолій Андрійович, Баннов Генадій Михайлович, Кузьменко Анатолій Григорович
МПК: G01L 1/00
Мітки: різального, точінні, повздовжньому, поверхнях, інструмента, спосіб, контактних, сіль, визначення
Формула / Реферат:
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні, що включає вимірювання складових сил різання при зрізанні стружки із зразка і визначення результуючих по їх сумі, який відрізняється тим, що попередньо у зразку виконується отвір, який заповнюється матеріалом, границя пружності якого значно менша границі пружності матеріалу зразка, вимірювання складових сили різання виконується при різанні...
Спосіб зміцнення різального інструмента
Номер патенту: 69699
Опубліковано: 15.09.2004
Автори: Розов Юрій Георгійович, Сошко Віктор Олександрович
МПК: C21D 6/00, C23C 22/00
Мітки: спосіб, інструмента, зміцнення, різального
Формула / Реферат:
Спосіб зміцнення різального інструмента, який здійснюють шляхом хіміко-термічної обробки його в активному середовищі, який відрізняється тим, що хіміко-термічну обробку здійснюють шляхом різання ним металевої заготовки з загартованої сталі на металорізальному верстаті в середовищі, що містить полімер.
Спосіб реєстрації присутності та торкання різального інструмента
Номер патенту: 30120
Опубліковано: 15.11.2000
Автори: Скицюк Володимир Іванович, Скицюк Максим Володимирович
МПК: B23Q 17/22
Мітки: присутності, торкання, інструмента, різального, спосіб, реєстрації
Формула / Реферат:
Спосіб реєстрації присутності та торкання різального інструмента, заснований на тому, що різальний інструмент охоплюють осердям індукційного перетворювача, по вихідному сигналу якого реєструють присутність інструмента поблизу деталі та момент фізичного торкання, який відрізняється тим, що поряд з індукційним перетворювачем присутності та торкання встановлюють перетворювач електромагнітних шумів та перешкод, сигналом якого синхронізують струм...
Система контролю стану різального інструмента
Номер патенту: 6505
Опубліковано: 16.05.2005
Автори: Скицюк Володимир Іванович, Клочко Михайло Маркович, Клочко Тетяна Реджинальдівна
МПК: B23B 25/00, G01N 3/58
Мітки: система, інструмента, стану, контролю, різального
Формула / Реферат:
Система контролю стану різального інструмента, що містить чутник торкання та вібрацій, підключений до інтегратора, однорівневі компаратори, піковий детектор, запам'ятовуючий пристрій, яка відрізняється тим, що вона оснащена кодованою матрицею опорів, першим та другим таймерами, першим та другим повторювачами, лічильниками імпульсів, дешифраторами рівнів інформаційного сигналу, індикаторами визначення стадій різального інструмента, при цьому...
Попередній патент: Спосіб спорудження безпросадочної конструкції спарених виробок неглибокого закладання
Наступний патент: Процес прогнозування малігнізації виразок шлунка
Випадковий патент: Склад добрива, який містить поживні мікроелементи, і спосіб його отримання