Система контролю стану різального інструмента
Номер патенту: 6505
Опубліковано: 16.05.2005
Автори: Клочко Тетяна Реджинальдівна, Скицюк Володимир Іванович, Клочко Михайло Маркович

Формула / Реферат
Система контролю стану різального інструмента, що містить чутник торкання та вібрацій, підключений до інтегратора, однорівневі компаратори, піковий детектор, запам'ятовуючий пристрій, яка відрізняється тим, що вона оснащена кодованою матрицею опорів, першим та другим таймерами, першим та другим повторювачами, лічильниками імпульсів, дешифраторами рівнів інформаційного сигналу, індикаторами визначення стадій різального інструмента, при цьому на вхід матриці опорів підключені послідовно розташовані чутник торкання та вібрацій, перший повторювач, інтегратор, піковий детектор сигналу з другим повторювачем, а виходи матриці разом із входом інтегратора підключені до відповідних входів однорівневих компараторів по кількості визначених рівнів інформаційного сигнала від чутника торкання та вібрацій, котрий виконано двопараметричним з можливістю реєстрації вібраційної та електромагнітної складових інформаційного сигнала, а виходи компараторів через лічильники імпульсів підключені до відповідних дешифраторів рівнів сигналу, які підключені до запам'ятовуючого пристрою, виходи якого підключені до відповідних індикаторів визначення стадій різального інструмента, при цьому цифровий вихід чутника торкання та вібрацій підключений через перший таймер до пікового детектора та другого кодованого таймера, вихід якого одночасно підключений до входів лічильників імпульсів, входу запам’ятовуючого пристрою та виходу системи для формування наступного вводу сигналу з чутника торкання та вібрацій.
Текст
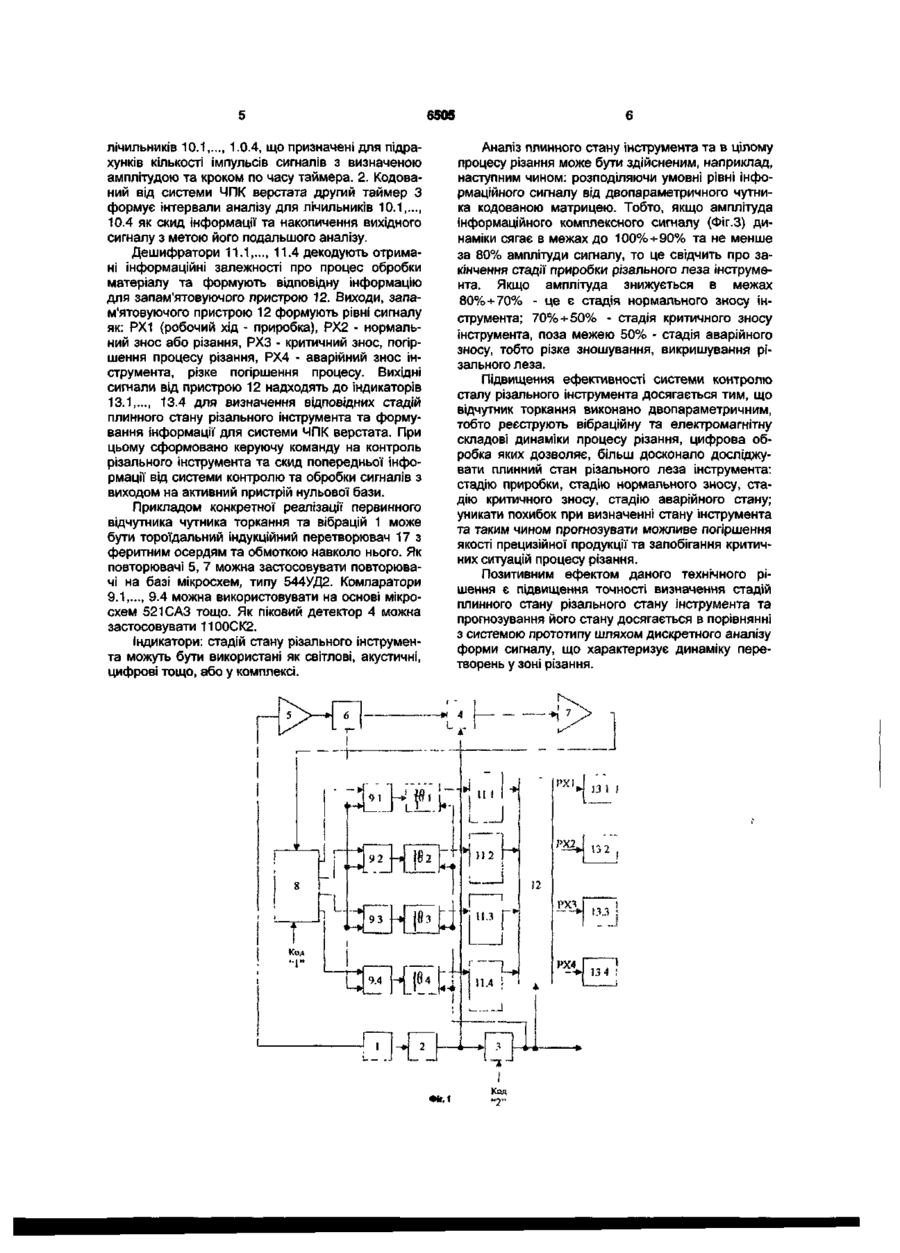
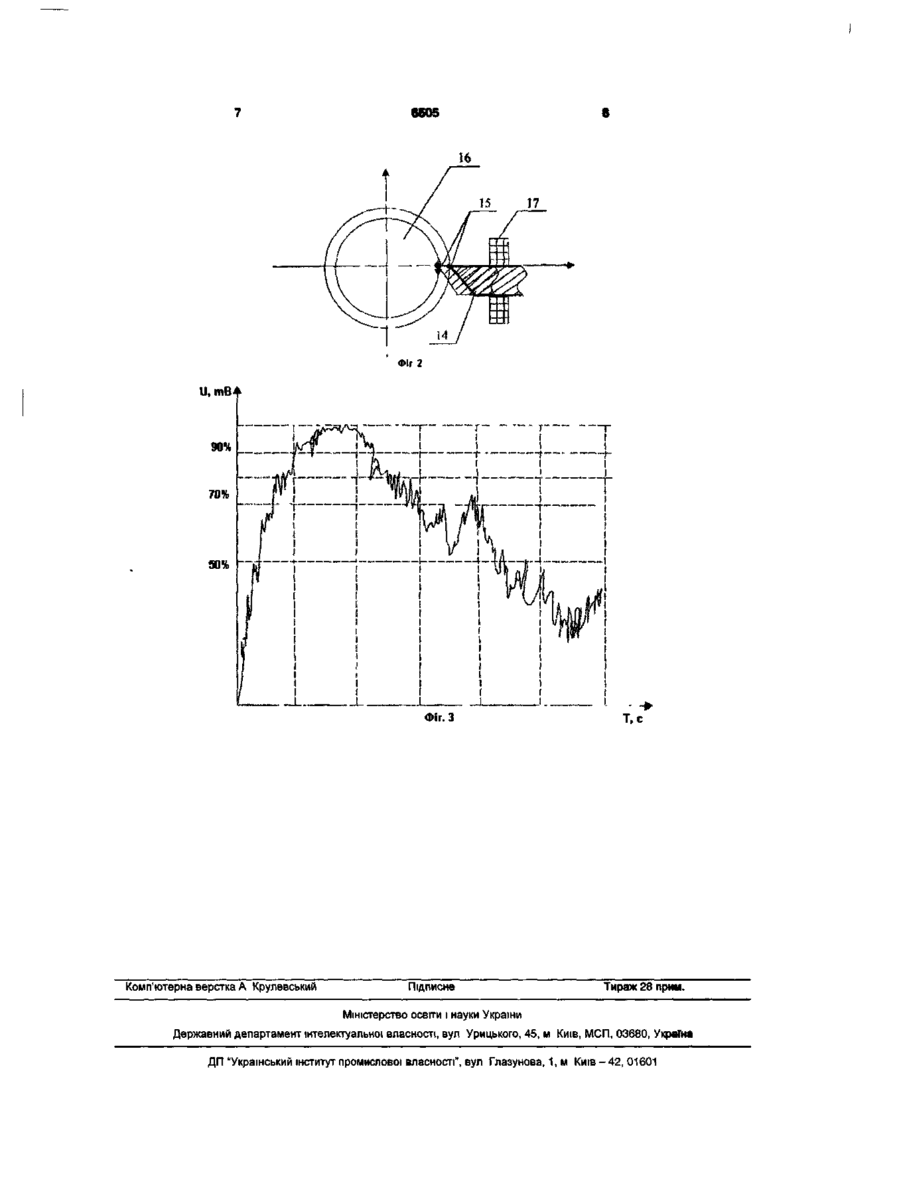
Система контролю стану різального інструмента, що містить чутник торкання та вібрацій, підключений до інтегратора, однорівневі компаратори, піковий детектор, запам ятовуючий пристрій, яка відрізняється тим, що вона оснащена кодованою матрицею опорів, першим та другим таймерами, першим та другим повторювачами, лічильниками імпульсів, дешифраторами рівнів інформаційного сигналу, індикаторами визначення стадій різального інструмента, при цьому на вхід матриці опорів підключені послідовно розташовані чутник торкання та вібрацій, перший повторювач, інтегратор, піковий детектор сигналу з другим поСистему корисної моделі запропоновано для автоматизованого контролю затуплення різального леза інструментів для механічної обробки на верстатах з числовим програмним керуванням (ЧПК), автоматичних ЛІНІЯХ Призначено для застосування на підприємствах приладобудування, для підвищення ефективності виробництва прецизійної продукції Відома система контролю стану різального інструмента [ас 1040383 СРСР МКВ6 G01N 3/58, опубл 07 09 1983, Бюл №33] містить послідовно з'єднані, між собою чутник вібрацій, підсилювач , фільтр, детектор, інтегратор, обчислювач із запам'ятовуючим пристроєм, реєстратор, підсилювачобмежувач, а також перетворювач обертів, який містить два постійних магніта та індукційний чутник, закріплений на верстаті, лічильник числа обертів, одновібратор Недоліком цієї системи є несвоєчасне визначення ступеню затуплення різального інструмента в процесі обробки, що призводить до зниження ефективності механічної обробки в умовах автоматизованого виробництва, інструментальних витрат та виникнення надзвичайних ситуацій Найбільш близьким по технічній суті до запро вторювачем, а виходи матриці разом із входом інтегратора підключені до ВІДПОВІДНИХ ВХОДІВ ОД норівневих компараторів по КІЛЬКОСТІ визначених рівнів інформаційного сигнала від чутника торкання та вібрацій, котрий виконано двопараметричним з можливістю реєстрації вібраційної та електромагнітної складових інформаційного сигнала, а виходи компараторів через лічильники імпульсів підключені до ВІДПОВІДНИХ дешифраторів рівнів сигналу, які підключені до запам'ятовуючого пристрою, виходи якого підключені до ВІДПОВІДНИХ індикаторів визначення стадій різального інструмента, при цьому цифровий вихід чутника торкання та вібрацій підключений через перший таймер до пікового детектора та другого кодованого таймера, вихід якого одночасно підключений до входів ЛІЧИЛЬНИКІВ імпульсів, входу запам'ятовуючого пристрою та виходу системи для формування наступного вводу сигналу з чутника торкання та вібрацій понованої системи є система контролю стану різального інструмента [а с 1 734958 СРСР МКВ 6 В23В 25/06, опубл 23 05 1992, Бюл №19], яка містить послідовно з'єднані чутник торкання та вібрацій, підсилювач, смугові фільтри, широкосмуговий логарифмічний підсилювач, блок обробки інформації, що містить квадратичний детектор, диференційні ланки, інтегратори, однорівневі компаратори, багаторівневий, компаратор, індикатори екстремумів, піковий детектор, мікропроцесор, запам'ятовуючі пристрої, масштабний підсилювач, інвертор, блок реєстрації торкання інструменту до деталі, цифроаналогові перетворювачі Недоліком цієї системи, є недостатня точність контролю та прогнозування, стану різальних інструментів, оскільки реєстрація тільки вібраційної складової динаміки різання п'єзоакселерометром призводить до похибок точності визначення моменту торкання та стадій затуплення різального леза інструмента В основу корисної моделі поставлена задача вдосконалення визначення стадій стану різального інструмента під час механічної обробки матеріалів на верстатах з ЧПК в умовах автоматизованого виробництва, тобто підвищення точності контролю ю о ю CD о> 6505 зносу різального леза інструмента, визначення розвитку цього процесу, в тому числі, аварійного стану, тощо. Вирішення, цієї задачі обумовлює підвищення ефективності працездатності металооброблювального обладнання, сучасного прецизійного приладобудівного підприємства. Поставлена задача вирішується тим, що система контролю стану різального інструмента, яка містить чутник торкання та вібрацій, підключений, до інтегратора, однорівневі компаратори, піковий детектор, запам'ятовуючий пристрій, споряджена кодованою матрицею опорів, першим та другим таймерами, першим, та другим повторювачами, лічильниками імпульсів, дешифраторами рівнів інформаційного сигналу, індикаторами визначення стадій різального інструмента, при цьому на вхід матриці опорів підключені, послідовно розташовані чутник торкання та вібрацій, перший повторювач, інтегратор, піковий детектор сигналу з другим повторювачем, а. виходи матриці разом із входом інтегратора підключені до відповідних входів однорівневих компараторів по кількості визначених рівнів інформаційного сигнала від чутника торкання, та вібрацій, котрий, виконано двопараметричним з можливістю реєстрації вібраційної та електромагнітної складових інформаційного сигналу, а виходи, компараторів через лічильники імпульсів підключені до відповідних дешифраторів рівнів сигналу, які підключені до запам'ятовуючого пристрою, виходи котрого підключені до відповідних, індикаторів визначення стадій різального інструмента, при цьому цифровий вихід чутника торкання та вібрацій підключений через перший таймер до пікового детектора та другого кодованого таймера, вихід якого одночасно підключений до входів лічильників імпульсів, входу запам'ятовуючого пристрою та виходу системи для формування наступного вводу сигналу з чутника торкання та вібрацій. Суть роботи системи контролю стану різального інструмента пояснено кресленнями, на яких наведено: структурну блок-схему системи - Фіг. 1, схему розташування чутника торкання та вібрацій в зоні різання - Фіг.2, графік залежності комплексного сигналу динаміки різання - Фіг.З. Система контролю стану різального інструмента містить двопараметричний чутник 1 торкання та вібрацій, цифровий вихід якого підключено до входу першого таймера 2, виходи якого підключені до входу другого таймера 3, кодованого від системи керування верстатом, та першому входу пікового детектору 4, а аналоговий вихід чутника 1 підключено через перший повторювач 5 до інтегратора 6. При цьому вихід пікового детектору 4 з'єднаний з входом другого повторювача 7, вихід якого з'єднаний з входом кодованої матриці опорів 8, виходи котрої підключені до перших входів однорівневих компараторів 9.1,..., 9.4, а другі входи компараторів 9.1,..., 9.4 з'єднані з виходом інтегратора 6. При цьому виходи компараторів 9.1,..., 9.4 через лічильники 1.0.1 10.4 імпульсів підключені до відповідних входів дешифраторів 11.1 11.4 рівней інформаційного сигналу, що надходить від зони різання, а другі входи лічильників 10.1,..., 10.4 з'єднані з виходом другого таймеру 3, до якого підключено вхід запам'ятовуючого пристрою 12. До відповідних входів пристрою 12 підключені виходи, дешифраторів 11.1,..., 11.4 рівней, а до виходів пристрою 12 підключені відповідні індикатори 13.1,..., 13.4 стадій стану різального інструмента 14 (Фіг.2) з вершиною 15, що знаходиться в контакті з поверхнею деталі 16. На різальному інструменті 14 розташовано первинний відчутних 17 чутника 1. Запропонована система контролю стану різального інструмента працює наступним чином. Відчутник 17 чутника 1 торкання та вібрацій закріплюють на різальному інструменті 14 (Фіг.2) поблизу зони різання, що дозволяє з більшою достовірністю реєструвати інформаційні сигнали динаміки різання. Чутник 1 виконаний двопараметричним, тобто як основний елемент використано індукційний відчутник, що реєструє момент торкання вершини 15 різального леза до поверхні деталі 16 та подальший розвиток процесу обробки на підставі формування комплексного сигналу, який характеризує електромагнітні та акустичні явища. Плинний стан різального інструмента 14 визначається аналізом форми сигналу (Фіг.4) відгуку динамічної системи на вібрації в зоні різання та варіації магнітного потоку, що створює вершина 15 різального леза при контакті, з поверхнею оброблювального матеріале 16. Аналіз форми сигналу дає можливість прогнозування стану різального інструмента 14 з достатньо високим ступенем вірогідності. Двопараметричний чутник 1 торкання та вібрацій (Фіг.1) має два виходи - аналоговий та цифровий. Аналоговий вихід підключено до інтегратора 6 (Фіг.1.) через перший повторювач 5, а цифровий вихід чутника і підключено до першого таймеру 2, який формує керуючий, сигнал "торкання" інструмента до деталі для другого таймеру З та пікового детектору 4. Якщо чутник 1 реагує на торкання, перший таймер 2 відкриває кодуємий таймер 3 та піковий детектор 4 для подальшого формування досліджуваного сигналу. Аналогова форма сигнала характеризує вібраційну складову інформаційного сигналу динаміки різання, а цифровий сигнал характеризує електромагнітну складову. Така форма дає можливість аналізувати повну комплексну форму динамічних сигналів різання. Інтегратор 6, на який надходить інформаційний сигнал від чутника 1, формує вихідний сигнал для пікового детектору 4 та однорівневих компараторів 9.1,..., 9.4, які порівнюють ці сигнали з тими, що надійшли від матриці 8 опорів згідно наведеному коду "1" рівней, що завдає система ЧПК верстата в залежності від умов обробки, типу обладнання, оброблювального матеріале 15 (Фіг.2). Основною функцією матриці 8 (Фіг.1) є розподіл пікового значення, інформаційного сигналу (Фіг.З) відгуку динамічної системи "інструмент-деталь" на відповідні, рівні по амплітуді, що характерні для межових стадій стану різального інструмента 14 (Фіг.2). Для формування інформаційного сигналу про плинні зміни форми сигналу динаміки від компараторів 9.1,..., 9.4 електричні сигнали надходять до 6505 лічильників 10.1,..., 1.0.4, що призначені для підрахунків кількості імпульсів сигналів з визначеною амплітудою та кроком по часу таймера. 2. Кодований від системи ЧПК верстата другий таймер З формує інтервали аналізу для лічильників 10.1 10.4 як скид інформації та накопичення вихідного сигналу з метою його подальшого аналізу. Дешифратори 11.1,..., 11.4 декодують отримані інформаційні залежності про процес обробки матеріалу та формують відповідну інформацію для запам'ятовуючого пристрою 12. Виходи, запам'ятовуючого пристрою 12 формують рівні сигналу як: РХ1 (робочий хід - приробка), РХ2 - нормальний знос або різання, РХЗ - критичний знос, погіршення процесу різання, РХ4 - аварійний знос інструмента, різке погіршення процесу. Вихідні сигнали від пристрою 12 надходять до індикаторів 13.1,..., 13.4 для визначення відповідних стадій плинного стану різального інструмента та формування інформації для системи ЧПК верстата. При цьому сформовано керуючу команду на контроль різального інструмента та скид попередньої інформації від системи контролю та обробки сигналів з виходом на активний пристрій нульової бази. Прикладом конкретної реалізації первинного відчутника чутника торкання та вібрацій 1 може бути тороїдальний індукційний перетворювач 17 з феритним осердям та обмоткою навколо нього. Як повторювачі 5, 7 можна застосовувати повторювачі на базі мікросхем, типу 544УД2. Компаратори 9.1,..., 9.4 можна використовувати на основі мікросхем 521САЗ тощо. Як піковий детектор 4 можна застосовувати 1100СК2. Індикатори: стадій стану різального інструмента можуть бути використані як світлові, акустичні, цифрові тощо, або у комплексі. Аналіз плинного стану інструмента та в цілому процесу різання може бути здійсненим, наприклад, наступним чином: розподіляючи умовні рівні інформаційного сигналу від двопараметричного чутника кодованою матрицею. Тобто, якщо амплітуда інформаційного комплексного сигналу (Фіг.З) динаміки сягає в межах до 100%-*-90% та не менше за 80% амплітуди сигналу, то це свідчить про закінчення стадії приробки різального леза інструмента. Якщо амплітуда знижується в межах 80%-*-70% - це є стадія нормального зносу інструмента; 70%+- 50% - стадія критичного зносу інструмента, поза межею 50% - стадія аварійного зносу, тобто різке зношування, викришування різального леза. Підвищення ефективності системи контролю сталу різального інструмента досягається тим, що відчутник торкання виконано двопараметричним, тобто реєструють вібраційну та електромагнітну складові динаміки процесу різання, цифрова обробка яких дозволяє, більш досконало досліджувати плинний стан різального леза інструмента: стадію приробки, стадію нормального зносу, стадію критичного зносу, стадію аварійного стану; уникати похибок при визначенні стану інструмента та таким чином прогнозувати можливе погіршення якості прецизійної продукції та запобігання критичних ситуацій процесу різання. Позитивним ефектом даного технічного рішення є підвищення точності визначення стадій плинного стану різального стану інструмента та прогнозування його стану досягається в порівнянні з системою прототипу шляхом дискретного аналізу форми сигналу, що характеризує динаміку перетворень у зоні різання. Фіг. 1 6505 Фіг 2 50% Фіг. З Комп'ютерна верстка А Крулевський Підписне Т,с Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem for inspection of condition of cutting tool
Автори англійськоюSkytsiuk Volodymyr Ivanovych, Klochko Mykhailo Markovych, Klochko Tetiana Redzhynaldivna
Назва патенту російськоюСистема контроля состояния режущего инструмента
Автори російськоюСкицюк Владимир Иванович, Клочко Михаил Маркович, Клочко Татьяна Реджинальдовна
МПК / Мітки
МПК: G01N 3/58, B23B 25/00
Мітки: система, інструмента, стану, контролю, різального
Код посилання
<a href="https://ua.patents.su/4-6505-sistema-kontrolyu-stanu-rizalnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Система контролю стану різального інструмента</a>
Спосіб зміцнення різального інструмента
Номер патенту: 69699
Опубліковано: 15.09.2004
Автори: Сошко Віктор Олександрович, Розов Юрій Георгійович
МПК: C21D 6/00, C23C 22/00
Мітки: інструмента, спосіб, зміцнення, різального
Формула / Реферат:
Спосіб зміцнення різального інструмента, який здійснюють шляхом хіміко-термічної обробки його в активному середовищі, який відрізняється тим, що хіміко-термічну обробку здійснюють шляхом різання ним металевої заготовки з загартованої сталі на металорізальному верстаті в середовищі, що містить полімер.
Спосіб реєстрації присутності та торкання різального інструмента
Номер патенту: 30120
Опубліковано: 15.11.2000
Автори: Скицюк Володимир Іванович, Скицюк Максим Володимирович
МПК: B23Q 17/22
Мітки: торкання, реєстрації, спосіб, присутності, інструмента, різального
Формула / Реферат:
Спосіб реєстрації присутності та торкання різального інструмента, заснований на тому, що різальний інструмент охоплюють осердям індукційного перетворювача, по вихідному сигналу якого реєструють присутність інструмента поблизу деталі та момент фізичного торкання, який відрізняється тим, що поряд з індукційним перетворювачем присутності та торкання встановлюють перетворювач електромагнітних шумів та перешкод, сигналом якого синхронізують струм...
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні
Номер патенту: 48447
Опубліковано: 15.08.2002
Автори: Кузьменко Анатолій Григорович, Пасечник Анатолій Андрійович, Баннов Генадій Михайлович
МПК: G01L 1/00
Мітки: інструмента, спосіб, повздовжньому, сіль, контактних, поверхнях, точінні, різального, визначення
Формула / Реферат:
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні, що включає вимірювання складових сил різання при зрізанні стружки із зразка і визначення результуючих по їх сумі, який відрізняється тим, що попередньо у зразку виконується отвір, який заповнюється матеріалом, границя пружності якого значно менша границі пружності матеріалу зразка, вимірювання складових сили різання виконується при різанні...
Спосіб виготовлення заготовок різального інструмента
Номер патенту: 69094
Опубліковано: 16.08.2004
Автори: Гогаєв Казбек Олександрович, Гогаєва Тамара Казбеківна, Сидорчук Олег Миколаєвич
МПК: B23P 15/30, B22F 7/06
Мітки: спосіб, різального, виготовлення, інструмента, заготовок
Формула / Реферат:
Спосіб виготовлення заготовок різального інструмента з порошків швидкорізальних сталей, що включає розміщення в контейнері металевого осердя, засипку у щілину між стінками контейнера та осердям порошку швидкорізальної сталі, вакуумування, герметизацію та нагрів, який відрізняється тим, що контейнер з порошком піддають кроковій прокатці з коефіцієнтом витягу , механічній та...
Спосіб виготовлення заготовок різального інструмента
Номер патенту: 70145
Опубліковано: 15.09.2004
Автори: Гогаєва Тамара Казбеківна, Гогаєв Казбек Олександрович, Сидорчук Олег Миколайович, Ульшин Віктор Іванович, Тихомиров Сергій Володимирович
МПК: B22F 7/06, B23P 15/48
Мітки: виготовлення, різального, інструмента, заготовок, спосіб
Формула / Реферат:
Спосіб виготовлення заготовок різального інструмента, що включає розміщення в контейнері металевого сердечника, засипання у щілину між стінками контейнера та сердечником порошку швидкорізальної сталі, який відрізняється тим, що сердечник встановлюють у керамічний контейнер, куди шляхом струминного формування розпилюють газом розплав швидкорізальної сталі та отримують біметалеву заготовку, яку виймають з контейнера для наступного покрокового...
Попередній патент: Елемент насадки масообмінного апарата
Наступний патент: Дисковий екструдер
Випадковий патент: Система керування гідравлічним кувальним пресом