Спосіб одержання карбідних покрить на сталевих деталях
Номер патенту: 25423
Опубліковано: 30.10.1998
Автори: Пригоцький Володимир Михайлович, Патлатюк Анатолій Сергійович, Чорна Галина Олексіївна, Долженков Іван Єгорович, Зарічний Анатолій Михайлович
Формула / Реферат
Способ получения карбидных покрытий на стальных деталях, основанный на применении в качестве источника углерода углеродсодержащего тканевого материала и нагрева, отличающийся тем, что на деталь наносят два слоя упрочняющего материала, зажимают в струбцины и нагревают в печи при температуре 1280 - 1300°C, причем внутренний слой упрочняющего материала состоит из порошка карбидообразующего металла и имеет толщину 0,8 - 2,0мм, а внешний слой -из углеродсодержащего материала.
Текст
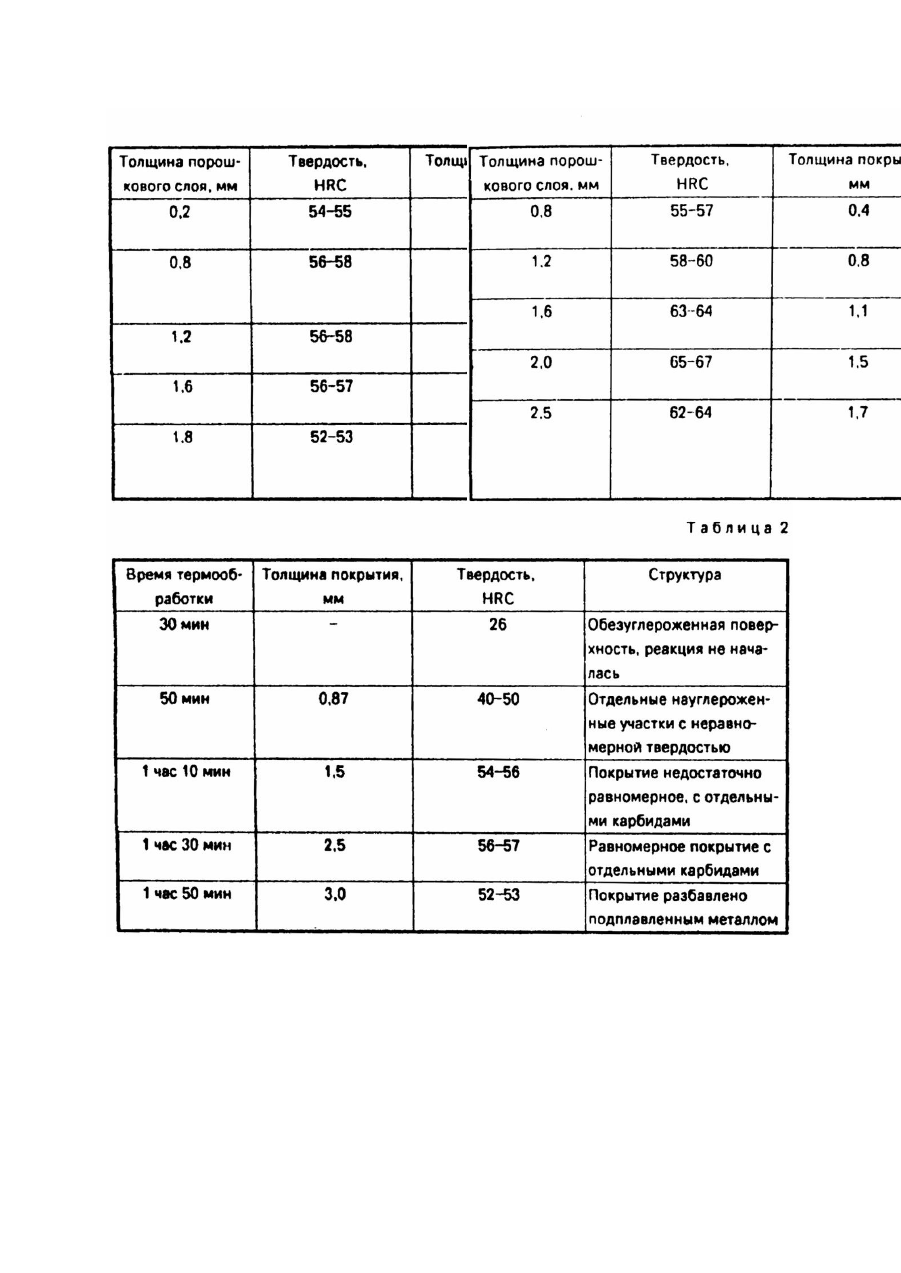
Предлагаемое изобретение относится к области химико-термической обработки стальных деталей, а именно к способам нанесения карбидных покрытий и может быть использовано в различных областях машиностроении. Известны методы получения карбидных покрытий на поверхности стальных деталей, основанные на диффузионной металлизации (Гуляев А.Г. Металловедение. - М., 1984. - С.340]. Они отличаются сравнительно низкой трудоемкостью и возможностью получать равномерные плотные, прочно соединенные с основой посредством переходной зоны диффузионные упрочненные слои, содержащие карбиды тугоплавких металлов. В процессе диффузионной металлизации с применением твердых порошковых насыщающи х сред покрытие образуется в основном за счет диффузии атомов металлов, входящи х в состав среды в поверхностный слой основного металла. Однако ее широкое применение ограничено тем, что высока (более 12 часов) длительность процесса насыщения, недостаточна (около 50мкм) толщина получаемых покрытий, что приводит к снижению износостойкости и долговечности деталей. Увеличить толщину покрытий можно за счет повышения температуры насыщения и увеличения времени выдержки. Однако выше определенного предела температуры возможно спекание и оплавление порошковой смеси. Известен способ химико-термической обработки металлов и сплавов (Авт. св. СССР №326256, кл. C23C9/00), который заключается в предварительном насыщении поверхности изделия элементами, снижающими температуру плавления этого слоя, и последующем насыщении поверхности при этой температуре из твердых ши хтовы х смесей легирующими металлами. Этот метод, однако, является двухстадийным и не менее длительным, чем традиционные методы диффузионного насыщения. Известен способ химико-термической обработки, согласно которому нагрев элементов осуществляется до температуры эвтектики, образующейся при контакте материала детали с компонентами смеси. Однако его использование ограничено тем, что не все легирующие элементы, введение которых в состав смеси целесообразно, образуют согласно диаграмме состояний эвтектику с материалом обрабатываемой детали (Авт. св. СССР №261089, кл. C23C17/00). Недостатком такого способа является его длительность. Наиболее близким по технической сущности к заявляемому является способ получения покрытий на стальных деталях, в котором в качестве источника углерода для получения карбидной фазы используется органический тканевый материал. Этот материал предварительно наносится на деталь. При температуре выше 400°C кислород и водород из него удаляются. При оптимальных температурах диффузионной металлизации идет процесс взаимодействия металла-диффузанта, входящего в состав насыщающей смеси, с углеродом с образованием карбидов (Авт. св. СССР №745961, кл. C23C9/00). Недостатком такого способа является его длительность (8 - 10 часов). Кроме того, нанесение покрытий таким способом не обеспечивает их высокого качества. В основу изобретения поставлена задача создания способа получения карбидных покрытий на стальных деталях, в котором уменьшение времени нанесения покрытий и повышение их качества обеспечивается проведением процесса взаимодействия между слоями углеродного материала и металлического порошка, характеризующегося повышенной скоростью взаимной диффузии компонентов и наличием тепловыделения в реакционной зоне. Поставленная задача достигается тем, что в способе получения карбидных покрытий на стальных деталях на деталь наносят два слоя упрочняющего материала. Внутренний слой сострит из порошка карбидообразующего металла, а внешний - из углеродсодержащего тканевого материала. Деталь зажимают в струбцины, а затем повергают термической обработке в печи при температуре 1280 - 1300°C. Принципиальное отличие предлагаемого способа от известных решений заключается в том, что углеродный материал и карбидообразующий металл взаимодействуют в условиях печного нагрева и повышенного давления. Углеродный материал окисляется и становится источником атомного углерода по реакции: 2C + O2 = 2CO 2CO = CO2 + C При этом расположение слоев компонентов и их весовое соотношение таковы, что углерод полностью поглощается порошковым слоем с концентрированным выделением тепла в узкой реакционной зоне. Тепловыделение зависит от вида карбидообразующего металла и может быть настолько велико, что образуется покрытие на базе эвтектики металла и его карбида. Такая структура обеспечивает ускорение процесса нанесения покрытия и обладает высокими прочностными свойствами. Более высокая скорость процесса по сравнению с прототипом объясняется также тем, что в данном случае основным диффузантом является углерод, обладающий более высокой скоростью диффузии. Кроме того, при аналогичных решениях в формировании покрытия в сильной степени участвует основной металл, что приводит к снижению твердости и образованию неравномерных стр уктур. Таким образом, предлагаемый способ позволяет получить покрытия с качественно новой структурой и свойствами. Заявляемый способ заключается в следующем. Образование упрочняющей фазы покрытия высокотвердых тугоплавких карбидов - происходит в результате диффузии углерода в металлический порошковый слой. Используемый в качестве источника углерода материал отличается высокой поверхностной активностью по отношению к карбидообразующим металлам и имеет развитую поверхность. Свободный углерод, образующийся в результате реакций окисления, поглощается порошковым слоем и реагирует с ним. При этом у некоторых комбинаций (Cr, V, Ti, Zr) с углеродсодержащим тканевым материалом тепловыделение может быть достаточным для образования жидкой эвтектики металла с его карбидом. Жидкая эвтектическая фаза ускоряет процесс протекания диффузионных процессов и формирование карбидного покрытия, что приводит к сокращению времени технологического процесса. Наличие эвтектики также повышает вязкость покрытий и их сцепление с основой за счет образования диффузионного переходного слоя. Ускорение процесса достигается и за счет наложения повышенного давления, что увеличивает площадь контакта между углеродным и порошковым слоями и интенсифицирует диффузию углерода. Соотношение между толщинами слоев определяется на основе весового соотношения между металлом и углеродом, вступающим в реакцию. При этом соотношение выбирается по диаграмме равновесия этого металла и может регулироваться в широких пределах. Образование карбидных частиц, имеющих ювенильную поверхность, обеспечивает их хорошую смачиваемость жидким расплавом и образование плотной беспористой структуры. При тепловыделении, недостаточном для образования эвтектической структуры (например, при применении порошков вольфрама, молибдена), образование карбидных частиц происходит в порах металлического слоя и металл нагревается при этом до 0,3 - 0,5 температуры плавления и выше, переходя в пластически деформируемое состояние. Образуется каркас из карбидных частиц, поры между которыми заполнены металлом, а наложение повышенного давления обеспечивает плотную структур у покрытий и их прочную диффузионную сварку с металлом основы. Скорость формирования покрытия определяется скоростью диффузии углерода в металлический порошковый слой. Толщина покрытия и в этом случае зависит от применяемых материалов. Длительность процесса термообработки детали с нанесенным на ее поверхность упрочняющим материалом в зависимости от вида металла составляет 1,5 - 2,0 часа, толщина порошкового слоя зависит от вида металла и применяемого углеродного материала. Толщина получаемого покрытия составляет от 1,5 до 3,0мм, твердость покрытия - от 53 до 67HRC. Примеры конкретного выполнения. Пример 1. Обработке подвергались образцы размером 50 ´ 50мм в диаметре из стали 45. Торцевую поверхность образца очищали от окалины и наносили слой порошка хрома толщиной 0,2 - 1,8мм. Уплотняли и сверху накрывали углеродной тканью УУТ-2С, затем зажимали в струбцины. Образцы помещали в термопечь при температуре 1280 - 1300°C. Выдерживали в течение 30мин, 50мин, 1 часа 10мин, 1 часа 30мин, 1 часа 50мин. Для предварительного определения толщины слоя порошкового слоя ее рассчитывали, исходя из соотношения по. диаграмме состояния "хром углерод", поверхностной плотности углеродного материала, плотности порошка, опытного коэффициента усвоения углерода металлом. Образцы с нанесенным покрытием подвергались испытаниям на твердость, металлографическому анализу. Результаты измерений толщины покрытия, твердости и качественная оценка микроструктур приведены в табл.1 и 2. Покрытия с оптимальной микроструктурой и высокой твердостью были получены при толщине порошкового слоя 0,8 - 1,6мм, но максимальная толщина покрытия - при 1,6мм. При толщине слоя 1,8мм, как видно из табл.1, твердость падает из-за недостатка углерода и появления нерасплавленного металла. Покрытие содержит нерасплавившиеся частицы порошка и имеет неоднородную структуру. При завышенном количестве порошка поверхность металла основы подвергается к тому же обезуглероживанию и происходит его разупрочнение. При толщине порошкового слоя 0,4 - 0,8мм толщина покрытия недостаточна, к тому же образуется сильно науглероженная переходная зона с игольчатыми выделениями цементита. При оптимальной толщине покрытия основной металл и покрытие разделены диффузионным слоем твердого раствора хрома в железе. Максимальная твердость покрытия составила HRC 56 - 58. Данные табл.2 иллюстрируют характер зависимости толщины и твердости покрытия от длительности процесса термообработки. При увеличении времени нагрева толщина покрытия и его твердость возрастают, но при времени в 1час 50мин твердость падает из-за разбавления покрытия подплавленным металлом. Пример 2. На аналогичные образцы наносили слой порошка вольфрама толщиной 0,8 - 2,5мм, покрывали углеродной тканью УУТ-2С, помещали в стр убцины и нагревали в течение 50мин, 1 часа 10мин, 1 часа 30мин, 2 часов, 2 часов 10мин при температуре 1280 - 1300°C. Толщина полученного покрытия при 2час составила 1,5 - 1,7мм, твердость - HRC 65 - 67. Зависимость твердости и толщины покрытия возрастает до определенного времени нагрева в печи - 2 часа. Затем принимает постоянное значение и не меняется. Результаты измерений твердости и толщины покрытия, а также качественная оценка микроструктур приведены в табл.3. При увеличении толщины порошкового слоя толщина покрытия растет. Твердость тоже увеличивается, так как увеличивается относительное количество карбидной фазы. Однако при избыточном количестве порошка твердость падает, поскольку относительное количество карбидной фазы уменьшается. Покрытие характеризуется неоднородной структурой. Поверхность металла основы обезуглероживается. Избыток углерода при недостаточном количестве порошка приводит к науглероживанию и охрупчиванию основного металла. При оптимальном количестве порошка (толщина слоя 2,0мм) наиболее высокое содержание карбидов и соответственно твердость HRC 65 - 67.
ДивитисяДодаткова інформація
Автори англійськоюZarechnyi Anatolii Mykhailovych, Dolzhenkov Ivan Yehorovych, Chorna Halyna Oleksiivna, Pryhotskyi Volodymyr Mykhailovych
Автори російськоюЗаречный Анатолий Михайлович, Долженков Иван Егорович, Черная Галина Алексеевна, Прыгоцкий Владимир Михайлович
МПК / Мітки
МПК: C23C 12/00
Мітки: деталях, покрить, сталевих, карбідних, одержання, спосіб
Код посилання
<a href="https://ua.patents.su/3-25423-sposib-oderzhannya-karbidnikh-pokrit-na-stalevikh-detalyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання карбідних покрить на сталевих деталях</a>
Спосіб одержання карбідних покриттів на металах і сплавах
Номер патенту: 2597
Опубліковано: 26.12.1994
Автори: Назаренко Євгенія Іванівна, Бобіна Марина Миколаївна, Пересенчук Віктор Васильович, Хижняк Віктор Гаврилович, Лоскутов Володимир Федорович
МПК: C23C 12/00
Мітки: сплавах, покриттів, металах, одержання, карбідних, спосіб
Формула / Реферат:
Способ получения карбидных покрытий на металлах и сплавах, включающий загрузку деталей в камеру с порошковой смесью, содержащей карбидообразующие элементы и древесный уголь, вакуумирование, нагрев до температуры насыщения, повторное вакуумирование, заполнение камеры четыреххлористым углеродом, выдержку и охлаждение, отличающийся тем, что, с целью снижения хрупкости при сохранении достаточной твердости покрытия, порошковая смесь в качестве...
Спосіб одержання покриття на сталевих деталях

Номер патенту: 14337
Опубліковано: 25.04.1997
Автори: Пчелінцев Віктор Олександрович, Римарь Володимир Ілліч, Коломицев Євген Олександрович
МПК: C23C 10/00, C23C 10/30, C23C 10/22
Склофріта для ізоляційних покрить на сталевих та тітанових підкладинках
Номер патенту: 8553
Опубліковано: 30.09.1996
Автори: Осечкін Сергій Іванович, Різун Василь Іванович, Звонарьова Олена Яківна, Марченко Анатолій Володимирович, Голеус Віктор Іванович, Козирєва Тетяна Іванівна, Максимович Світлана Іллівна
МПК: C03C 8/02
Мітки: титанових, склофріта, сталевих, підкладинках, ізоляційних, покрить
Формула / Реферат:
Стеклофритта для изоляционных покрытий на стальных и титановых подложках, включающая SiO2, В2О3, CaO, MgO, отличающаяся тем, что, с целью повышения прочности сцепления, она дополнительно содержит CoO и МnО при следующем соотношении компонентов, мас.%: SiO2 16,8-33,8; В2О3 8,1-26,1; CaO 25,4-45,8; MgO 12,2-29,9; CoO 0,1-1,4; МnО 0,1-1,4.
Спосіб отримання комбінованих покрить тугоплавких металів
Номер патенту: 22015
Опубліковано: 30.04.1998
Автори: Пилипів Олександр Васильович, Каплун Віталій Григорович, Пастух Ігор Маркович, Олександренко Віктор Петрович
МПК: C23C 14/00
Мітки: покрить, металів, комбінованих, отримання, спосіб, тугоплавких
Формула / Реферат:
1. Способ получения комбинированных покрмтий тугоплавких металлов, включающий операции подготовки поверхности, создания потока нейтрального газа, злектроискрового легирования, азотиревания в тлеющем разряде в безводородных срсдах, отличающийся тем, что злектроискровое легирование поверхности тугоплавкими металлами осуществляют при напряжений 40-110 В, емкости разряда 6-810мкф, частоте разряда 10-50 Гц, а затем производят притирку поверхности...
Спосіб здобування рідкого чавуну або сталевих напівпродуктів
Номер патенту: 2260
Опубліковано: 26.12.1994
Автори: Вернер Кепплінгер, Рольф Хаук
МПК: C21B 13/00
Мітки: здобування, чавуну, напівпродуктів, спосіб, сталевих, рідкого
Формула / Реферат:
1. Способ получения жидкого чугуна или стальных полупродуктов, включающий наведение в плавильном газификаторе над расплавом шлака и металла неподвижного слоя крупной фракции угля и кокса, подачу в неподвижный слой через стенку газификатора кислородсодержащего газа, образование над неподвижным слоем псевдоожиженного слоя из загружаемых сверху восстанавливаемых материалов и мелкой фракции угля, восстановление и плавление материала,...
Попередній патент: Силова установка
Наступний патент: Термостійка клейова композиція
Випадковий патент: Повітряний холодильник