Спосіб отримання комбінованих покрить тугоплавких металів
Номер патенту: 22015
Опубліковано: 30.04.1998
Автори: Каплун Віталій Григорович, Олександренко Віктор Петрович, Пилипів Олександр Васильович, Пастух Ігор Маркович

Формула / Реферат
1. Способ получения комбинированных покрмтий тугоплавких металлов, включающий операции подготовки поверхности, создания потока нейтрального газа, злектроискрового легирования, азотиревания в тлеющем разряде в безводородных срсдах, отличающийся тем, что злектроискровое легирование поверхности тугоплавкими металлами осуществляют при напряжений 40-110 В, емкости разряда 6-810мкф, частоте разряда 10-50 Гц, а затем производят притирку поверхности с помощью микрошкурки до требуемого класса шероховатости с последующим азотированием в среде тлеющего разряда при температуре 500-850°С й образованием нитридов тугоплавких металлов, внедренных в поверхность диффузионным методом.
2. Способ получения комбинированных покрытий по п. 1, отличающийся тем, что злектроискровое нанесение тугоплавкого металла на поверхность проводят в среде нейтрального газа, например, N2Аr.
Текст
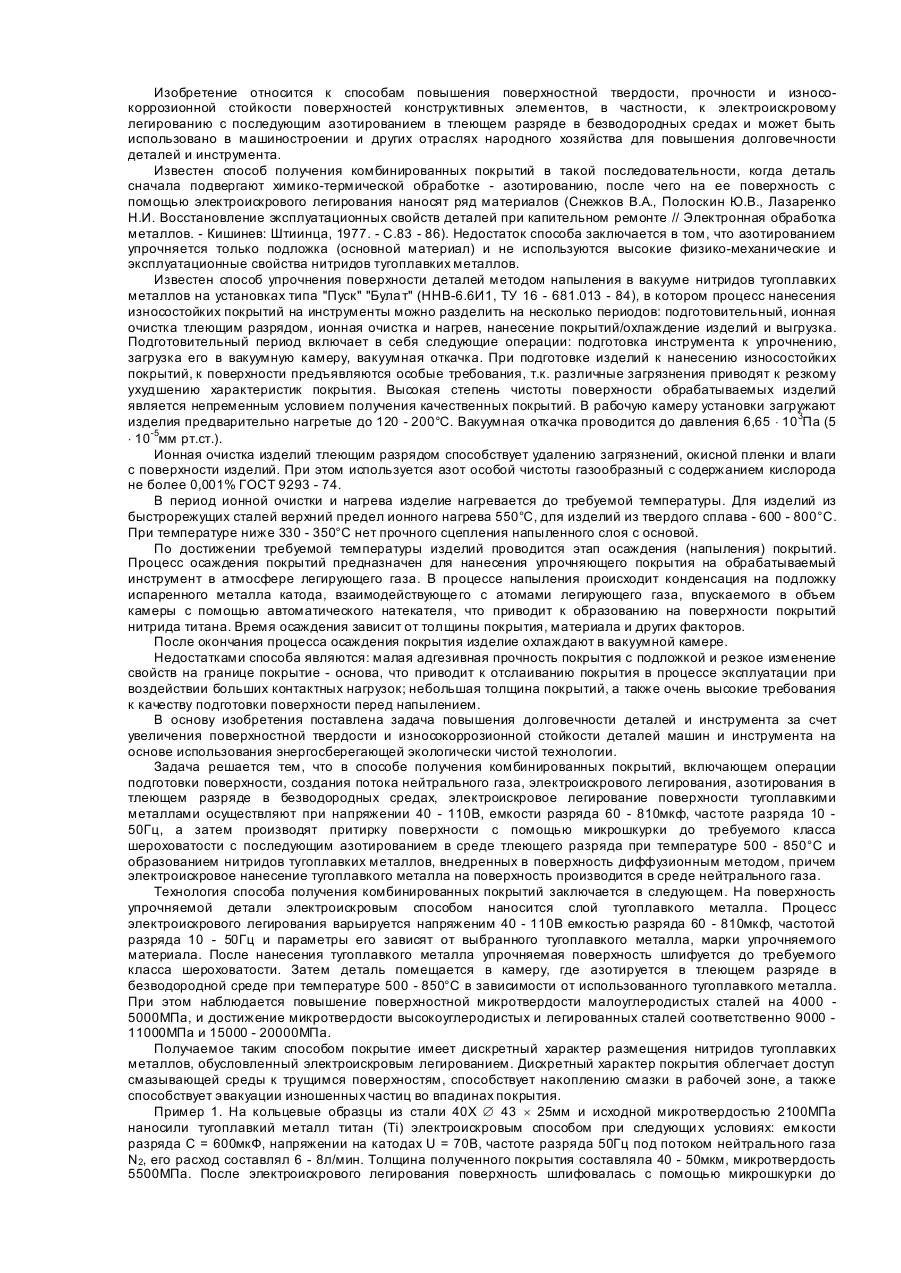
Изобретение относится к способам повышения поверхностной твердости, прочности и износокоррозионной стойкости поверхностей конструктивных элементов, в частности, к электроискровому легированию с последующим азотированием в тлеющем разряде в безводородных средах и может быть использовано в машиностроении и других отраслях народного хозяйства для повышения долговечности деталей и инструмента. Известен способ получения комбинированных покрытий в такой последовательности, когда деталь сначала подвергают химико-термической обработке - азотированию, после чего на ее поверхность с помощью электроискрового легирования наносят ряд материалов (Снежков В.А., Полоскин Ю.В., Лазаренко Н.И. Восстановление эксплуатационных свойств деталей при капительном ремонте // Электронная обработка металлов. - Кишинев: Штиинца, 1977. - С.83 - 86). Недостаток способа заключается в том, что азотированием упрочняется только подложка (основной материал) и не используются высокие физико-механические и эксплуатационные свойства нитридов тугоплавких металлов. Известен способ упрочнения поверхности деталей методом напыления в вакууме нитридов тугоплавких металлов на установках типа "Пуск" "Була т" (ННВ-6.6И1, ТУ 16 - 681.013 - 84), в котором процесс нанесения износостойких покрытий на инструменты можно разделить на несколько периодов: подготовительный, ионная очистка тлеющим разрядом, ионная очистка и нагрев, нанесение покрытий/охлаждение изделий и выгрузка. Подготовительный период включает в себя следующие операции: подготовка инструмента к упрочнению, загрузка его в вакуумную камеру, вакуумная откачка. При подготовке изделий к нанесению износостойких покрытий, к поверхности предъявляются особые требования, т.к. различные загрязнения приводят к резкому ухудшению характеристик покрытия. Высокая степень чистоты поверхности обрабатываемых изделий является непременным условием получения качественных покрытий. В рабочую камеру установки загружают изделия предварительно нагретые до 120 - 200°C. Вакуумная откачка проводится до давления 6,65 × 103Па (5 × 10-5мм рт.ст.). Ионная очистка изделий тлеющим разрядом способствует удалению загрязнений, окисной пленки и влаги с поверхности изделий. При этом используется азот особой чистоты газообразный с содержанием кислорода не более 0,001% ГОСТ 9293 - 74. В период ионной очистки и нагрева изделие нагревается до требуемой температуры. Для изделий из быстрорежущих сталей верхний предел ионного нагрева 550°C, для изделий из твердого сплава - 600 - 800°C. При температуре ниже 330 - 350°C нет прочного сцепления напыленного слоя с основой. По достижении требуемой температуры изделий проводится этап осаждения (напыления) покрытий. Процесс осаждения покрытий предназначен для нанесения упрочняющего покрытия на обрабатываемый инструмент в атмосфере легирующего газа. В процессе напыления происходит конденсация на подложку испаренного металла катода, взаимодействующе го с атомами легирующего газа, впускаемого в объем камеры с помощью автоматического натекателя, что приводит к образованию на поверхности покрытий нитрида титана. Время осаждения зависит от толщины покрытия, материала и других факторов. После окончания процесса осаждения покрытия изделие охлаждают в вакуумной камере. Недостатками способа являются: малая адгезивная прочность покрытия с подложкой и резкое изменение свойств на границе покрытие - основа, что приводит к отслаиванию покрытия в процессе эксплуатации при воздействии больших контактных нагрузок; небольшая толщина покрытий, а также очень высокие требования к качеству подготовки поверхности перед напылением. В основу изобретения поставлена задача повышения долговечности деталей и инструмента за счет увеличения поверхностной твердости и износокоррозионной стойкости деталей машин и инструмента на основе использования энергосберегающей экологически чистой технологии. Задача решается тем, что в способе получения комбинированных покрытий, включающем операции подготовки поверхности, создания потока нейтрального газа, электроискрового легирования, азотирования в тлеющем разряде в безводородных средах, электроискровое легирование поверхности тугоплавкими металлами осуществляют при напряжении 40 - 110В, емкости разряда 60 - 810мкф, частоте разряда 10 50Гц, а затем производят притирку поверхности с помощью микрошкурки до требуемого класса шероховатости с последующим азотированием в среде тлеющего разряда при температуре 500 - 850°C и образованием нитридов тугоплавких металлов, внедренных в поверхность диффузионным методом, причем электроискровое нанесение тугоплавкого металла на поверхность производится в среде нейтрального газа. Технология способа получения комбинированных покрытий заключается в следующем. На поверхность упрочняемой детали электроискровым способом наносится слой тугоплавкого металла. Процесс электроискрового легирования варьируется напряженим 40 - 110В емкостью разряда 60 - 810мкф, частотой разряда 10 - 50Гц и параметры его зависят от выбранного тугоплавкого металла, марки упрочняемого материала. После нанесения тугоплавкого металла упрочняемая поверхность шлифуется до требуемого класса шероховатости. Затем деталь помещается в камеру, где азотируется в тлеющем разряде в безводородной среде при температуре 500 - 850°C в зависимости от использованного тугоплавкого металла. При этом наблюдается повышение поверхностной микротвердости малоуглеродистых сталей на 4000 5000МПа, и достижение микротвердости высокоуглеродистых и легированных сталей соответственно 9000 11000МПа и 15000 - 20000МПа. Получаемое таким способом покрытие имеет дискретный характер размещения нитридов тугоплавких металлов, обусловленный электроискровым легированием. Дискретный характер покрытия облегчает доступ смазывающей среды к трущимся поверхностям, способствует накоплению смазки в рабочей зоне, а также способствует эвакуации изношенных частиц во впадинах покрытия. Пример 1. На кольцевые образцы из стали 40Х Æ 43 ´ 25мм и исходной микротвердостью 2100МПа наносили тугоплавкий металл титан (Ti) электроискровым способом при следующи х условиях: емкости разряда C = 600мкФ, напряжении на катодах U = 70В, частоте разряда 50Гц под потоком нейтрального газа N2, его расход составлял 6 - 8л/мин. Толщина полученного покрытия составляла 40 - 50мкм, микротвердость 5500МПа. После электроискрового легирования поверхность шлифовалась с помощью микрошкурки до остаточной толщины покрытия 10 - 15мкм. Затем образцы подвергались азотированию в тлеющем разряде на установке созданной в лаборатории при температуре 650°C. После азотирования на образцах проводили рентгеноструктурный анализ, который подтвердил наличие на поверхности комбинированных покрытий TiW. При этом была зафиксирована микротвердость упрочненной поверхности на участках электроискрового легирования, она составила 12000 - 15000МПа. Для исследования износостойкости комбинированных покрытий были проведены сравнительные испытания образцов из стали 40Х упрочненных комбинированными покрытия и только азотированием в тлеющем разряде. Испытания проводились в абразивной среде: на образцы наносилась консистентная смазка "Литол-200", в которую добавлялось 50% объемных алмазной пасты зернистостью 40 - 60мкм, после чего образцы устанавливались в камеру, куда заливалось 30мл масла И20. Скорость скольжения составляла V = 1,24м/с, удельная нагрузка 40кг/см 2. Проведенные испытания показали, что износостойкость комбинированного покрытия выше износостойкости поверхности упрочненной только азотированием в тлеющем разряде в 5 раз. Пример 2. На кольцевые образцы из стали 38X2МЮА Æ 43 ´ 25мм наносили тугоплавкий металл титан Ti электроискровым способом при следующи х условиях: емкости разряда C = 660мкф, напряжении на катодах U = 60В. частоте разряда 40Гц потоком нейтрального газа N2, его расход составлял 6 - 8л/мин. Толщина полученного покрытия составляла порядка 40мкм, микротвердость 8000МПа. После электроискрового легирования поверхность шлифовалась с помощью микрошкурки до остаточной толщины 10 - 15мкм. Затем образцы подвергались азотированию в тлеющем разряде при температуре 630°C. Микротвердость поверхности варьировалась в пределах 15000 - 20000МПа на участках электроискрового легирования. Исследование сравнительной износостойкости образцов из стали 38Х2МЮА упрочненных комбинированными покрытиями и только азотированием в тлеющем разряде проводили по методике, описанной в примере 1. Износостойкость комбинированного покрытия выше износостойкости только азотированного покрытия стали 38Х2МЮА в 1,5 - 2 раза. Исходная микротвердость образца составляла 3000МПа. Пример 3. На образцы из стали 40Х наносили тугоплавкий металл цирконий (Zr) электроискровым способом при следующих условиях: емкости разряда C = 150мкф, напряжении на катодах U = 90В, частоте разряда 50Гц. Толщина полученного покрытия составляла порядка 30 - 35мкм, микротвердость 7000МПа. После электроискрового легирования поверхность шлифовалась с помощью микрошкурки до остаточной толщины 10 - 15мкм. Затем образцы подвергалась азотированию в тлеющем разряде притемпературе 750°C. Микротвердость поверхности упрочненной комбинированным покрытием на основе циркония составляла 11000МПа. Исходная микротвердость поверхности стали 40Х составляла 2100МПа.
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for preparation of combined coatings of refractory metals
Автори англійськоюKaplun Vitalii Hryhorovych, Oleksandrenko Viktor Petrovych, Pastukh Ihor Markovych, Pylypiv Oleksandr Vasyliovych
Назва патенту російськоюСпособ получения комбинированных покрытий тугоплавких металлов
Автори російськоюКаплун Виталий Григорьевич, Александренко Виктор Петрович, Пастух Игорь Маркович, Пилипив Александр Васильевич
МПК / Мітки
МПК: C23C 14/00
Мітки: покрить, металів, спосіб, тугоплавких, комбінованих, отримання
Код посилання
<a href="https://ua.patents.su/2-22015-sposib-otrimannya-kombinovanikh-pokrit-tugoplavkikh-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання комбінованих покрить тугоплавких металів</a>
Спосіб отримання на трубах покрить з розплаву цинку, алюмінію та їх сплавів
Номер патенту: 6487
Опубліковано: 29.12.1994
Автори: Косульніков Рудольф Михайлович, Сергєєв Віктор Володимирович, Гладуш Василь Макарович, Згура Олександр Олександрович, Зехов Сергій Васильович, Проскуркін Євген Васильович, Солошенко Микола Павлович, Мітніков Ілля Юхимович, Щербінін Олександр Олександрович, Канов Генадій Лаврентійович
МПК: C23C 2/06
Мітки: трубах, алюмінію, цинку, розплаву, покрить, отримання, сплавів, спосіб
Формула / Реферат:
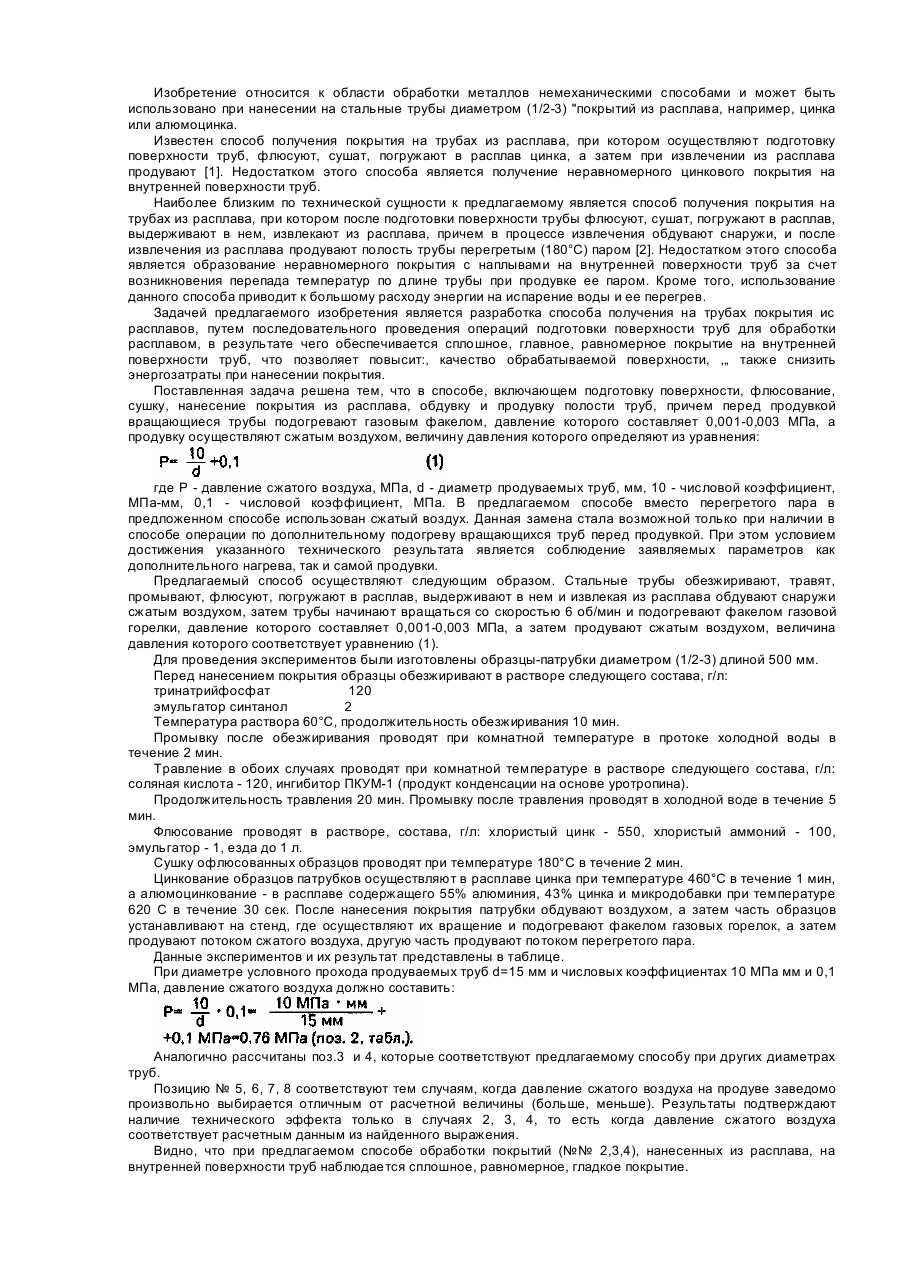
Способ получения на трубах покрытия из расплава цинка, алюминия и их сплавов, включающий подготовку поверхности труб, флюсование, сушку, нанесение покрытия из расплава, обдувку извлеченных из расплава труб и последующую продувку их полости, отличающийся тем, что перед продувкой вращающиеся трубы подогревают факелом газовой горелки, давление которого составляет 0,001-0,003 МПа, а продувку полости труб осуществляют сжатым воздухом, величину...
Спосіб механіко-хіміко-термічної обробки металів та сплавів
Номер патенту: 5104
Опубліковано: 28.12.1994
Автори: Тишкевич Віктор Михайлович, Мазанко Володимир Федорович, Фальченко Віталій Митрофанович, Ворона Сергій Петрович, Докторович Едуард Леонідович
МПК: C23C 8/08
Мітки: обробки, спосіб, сплавів, механіко-хіміко-термічної, металів
Формула / Реферат:
Способ механико-химико-термической обработки металлов и сплавов, включающий насыщение элементом покрытия, нагрев и импульсную деформацию поверхностного слоя, отличающийся тем, что, с целью повышения износостойкости и коррозионной стойкости, насыщение и импульсную деформацию повторяют многократно с энергией импульса 103-107 Дж/м2, причем плотность энергии импульса на первой стадии деформации составляет 107-1011Вт/м и возрастает...
Пристрій для гарячого пресування алмазовмісного композиційного матеріалу на основі тугоплавких сполук перехідних металів та їх сплавів при високих тисках
Номер патенту: 13634
Опубліковано: 25.04.1997
Автори: Ципін Нехем'ян Веніамінович, Нагорний Петро Арсенійович, Вовчановський Іван Федорович, Боримський Олександр Іванович, Новіков Микола Васильович, Сімкін Едуард Семенович
МПК: B30B 15/16, B22F 3/15
Мітки: високих, основі, алмазовмісного, сплавів, гарячого, сполук, металів, композиційного, матеріалу, перехідних, тугоплавких, пресування, пристрій, тисках
Формула / Реферат:
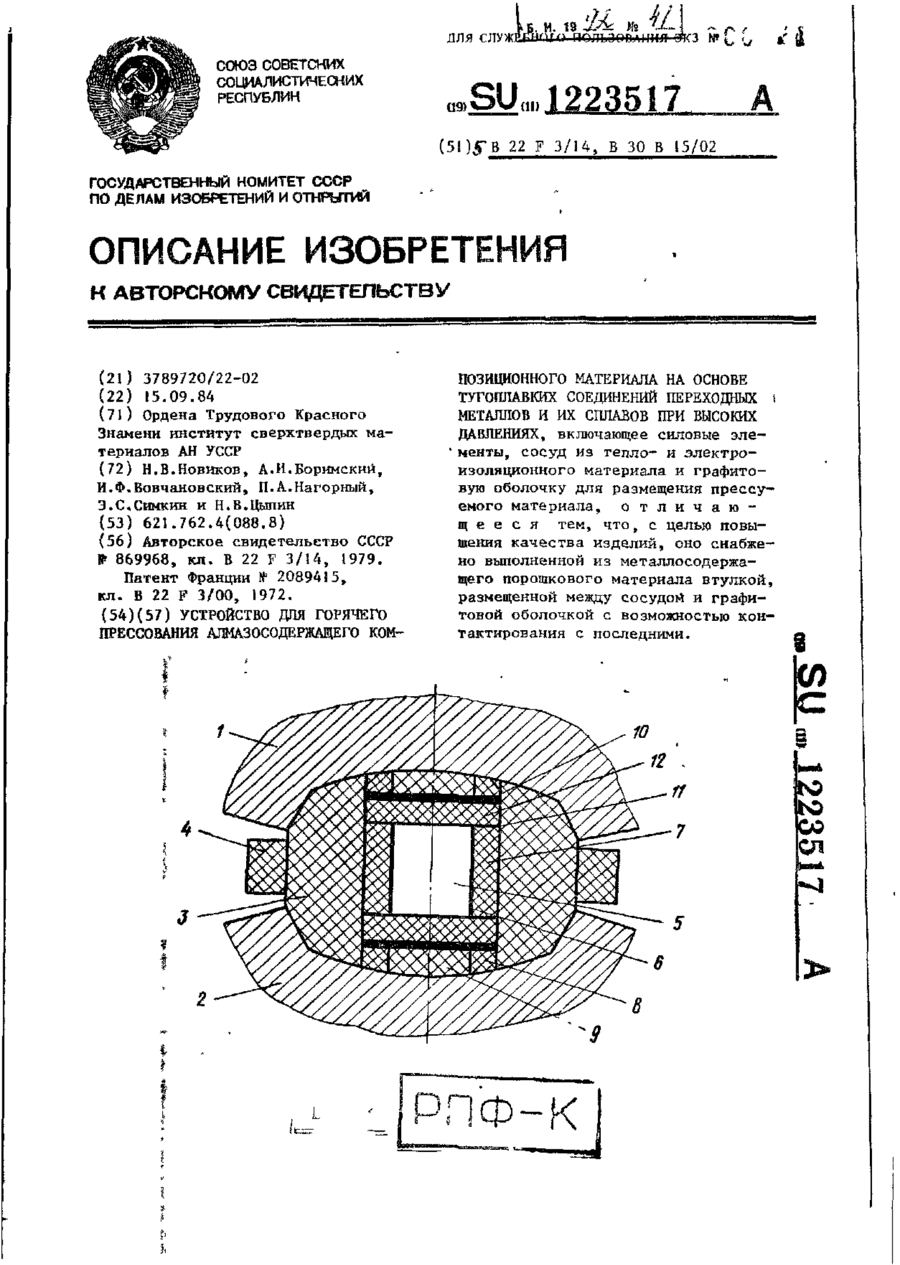
Устройство для горячего прессования алмазосодержащего композиционного материала на основе тугоплавких соединений переходных металлов и их сплавов при высоких давленнях, включающее силовые элементы, сосуд из тепло- и электроизоляционного материала и графитовую оболочку для размещения прессуемого материала, отличающееся тем, что, с целью повышения качества изделий, оно снабжено выполненной из металлосодержащего порошкового материала втулкой,...
Спосіб одержання спеченого дисперснозміцненого електродного матеріалу на основі тугоплавких металів

Номер патенту: 12060
Опубліковано: 25.12.1996
Автори: Солонін Юрій Михайлович, Костенецька Людмила Іллінічна, Філіпов Микола Ігоревич, Кресанова Олександра Петрівна, Скороход Валерій Володимирович
МПК: H01H 1/02, C01G 35/00, C01F 11/00, B22F 3/12, C01G 25/00, C01G 33/00, C01G 31/00
Мітки: одержання, електродного, матеріалу, основі, спосіб, металів, тугоплавких, спеченого, дисперснозміцненого
Спосіб контролю якості неелектропровідних покрить на металах
Номер патенту: 15076
Опубліковано: 30.06.1997
Автори: Воскресенська Ірина Борисівна, Ліпсон Галина Олександрівна, Сахненко Микола Дмитрович, Ведь Марина Вітальївна
МПК: G01B 17/00
Мітки: спосіб, контролю, неелектропровідних, якості, металах, покрить
Формула / Реферат:
Способ контроля качества неэлектропроводящих покрытий на металлах путем измерения емкости образцов, погруженных в электролит и обработанных ультразвуковыми колебаниями, отличающийся тем, что воздействие ультразвуковых колебаний на поверхность образца осуществляют при интенсивности колебаний на торце излучателя (5 - 10)Вт/см2 с расположением торца излучателя перпендикулярно поверхности покрытия на расстоянии (3 - 7)мм от него в течение (3 -...
Попередній патент: Система автоматичного регулювання швидкості вихідного вала теплової силової установки
Наступний патент: Ролик стрічкового конвеєра
Випадковий патент: Спосіб одержання вільних амінокислот з біологічної тканини