Спосіб дозування матеріалу шихти для доменної печі
Номер патенту: 25553
Опубліковано: 10.08.2007
Автори: Михайловський Миколай Володимирович, Кукушкін Олег Миколайович, Головко Вячеслав Ілліч, Верховська Аліна Олександрівна
Формула / Реферат
Спосіб дозування матеріалу шихти для доменної печі, що включає подачу цього матеріалу з приймального бункера із заслонкою на грохот, грохочення, транспортування матеріалу по грохоту і наступне його завантаження за постійний час набору дози матеріалу у ваговий бункер, який відрізняється тим, що до набору дози змінюють завантаження матеріалу у ваговий бункер на різницю часів прогнозованого закінчення дозування матеріалу То і прогнозованого досягнення заданого рівня матеріалу у міру його опускання в доменній печі Ту до моменту рівності різниці цих часів нульовому значенню, причому
 ,
,
 ,
,
де Q3 - задана доза матеріалу;
QТ - поточна величина при завантаженні дози матеріалу;
![]() - відносна швидкість при завантаженні дози матеріалу;
- відносна швидкість при завантаженні дози матеріалу;
Н3 - заданий рівень матеріалу в доменній печі;
НТ - поточна величина рівня матеріалу у міру його опускання у доменній печі;
![]() - відносна швидкість опускання матеріалу в доменній печі.
- відносна швидкість опускання матеріалу в доменній печі.
Текст
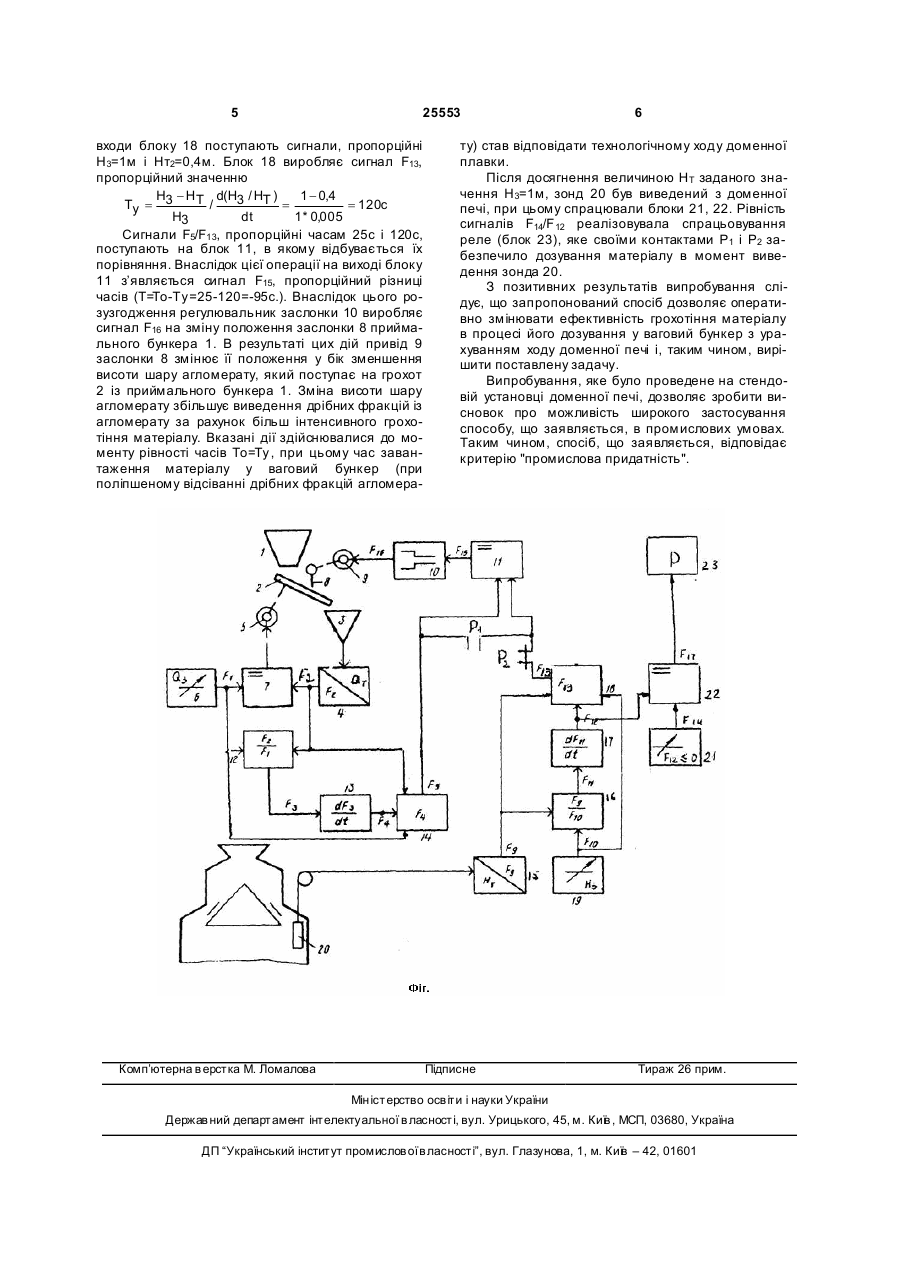
Спосіб дозування матеріалу шихти для доменної печі, що включає подачу цього матеріалу з приймального бункера із заслонкою на грохот, грохочення, транспортування матеріалу по грохоту і наступне його завантаження за постійний час набору дози матеріалу у ваговий бункер, який відрізняється тим, що до набору дози змінюють завантаження матеріалу у ваговий бункер на різницю часів прогнозованого закінчення дозування матеріалу То і прогнозованого досягнення заданого рівня матеріалу у міру його опускання в доменній печі Ту до моменту рівності різниці цих часів нульовому значенню, причому Q3 - QT , d(QT / Q 3 ) Q3 dt H3 - HT Ty = , d(HT / H3 ) Q3 dt де Q3 - задана доза матеріалу; QТ - поточна величина при завантаженні дози матеріалу; d(QT / Q3 ) - відносна швидкість при завантаженні dt дози матеріалу; Н3 - заданий рівень матеріалу в доменній печі; НТ - поточна величина рівня матеріалу у міру його опускання у доменній печі; d(HT / H3 ) - відносна швидкість опускання матеріdt алу в доменній печі. Корисна модель відноситься до виробництва чавун у, вдосконалює доменний процес і призначений для зміни ефективності грохотіння шихтових матеріалів в залежності від ходу доменної печі. Для забезпечення нормального ходу доменної печі необхідна оперативна зміна відсівання дрібних фракцій шихти. Причому, при гальмуванні ходу доменної печі потрібне збільшення ефективності відсівання дрібних фракцій, що сприяє розвитку доменної плавки. Відомий спосіб дозування матеріалу шихти для доменної печі, що включає подачу матеріалу живильником у ваговий бункер до моменту рівності маси матеріалу у ваговому бункері заданій масі дози [Орлов СП., Міхалевський С.С., Тімофеєв К.К. Ваги і дозатори. -М.: 1972, стор.140-141]. Недоліком способу є відсутність відсівання дрібних фракцій матеріалу, а також можливості зміни подачі матеріалу на живильник і, отже, у ваговий бункер в процесі його завантаження. Найбільш близьким до способу, що пропонується по технічній суті і позитивному ефекту, що досягається, прототипом, є відомий спосіб дозування матеріалу шихти для доменної печі [Кресл. У5І.796.207.РЕ, лист 17, ОКБ "Системи вимірювання маси", м.Одеса], що включає подачу цього матеріалу з приймального бункера із заслінкою на грохот, грохо тіння, транспортування матеріалу по грохоту і подальше його завантаження за постійний час набору дози матеріалу у ваговий бункер. Спосіб здійснюється таким чином: по сигналу про необхідність набору заданої дози у ваговий бункер включається привід грохоту і матеріал з приймального бункера поступає на грохот шаром, висота якого встановлюється обмежувальною заслінкою для дозування за постійний час (визначається роботою печі в режимі «догонка міри»). У процесі проходження матеріалу по грохоту частина дрібної фракції матеріалу відсівається, а інша поступає у ваговий бункер. У ваговому бункері (19) UA (11) 25553 (13) U T0 = 3 25553 поточна величина матеріалу за допомогою силовимірювальних датчиків зважується і порівнюється надалі із заданим значенням маси, що встановлений задатчиком дози. При досягненні рівності заданої маси і маси матеріалу, що поступила у ваговий бункер, виробляється сигнал, який відключає грохот і дозування матеріалу для доменної печі припиняється. Недоліком відомого способу дозування матеріалу для доменної печі є те, що він не дозволяє здійснити завантаження матеріалу у ваговий бункер одночасно з якісним відсіванням дрібної фракції по мірі опускання матеріалу в доменній печі, зміни гранулометричного складу матеріалу, вогкості і інших чинників його фізико-хімічного стану. Задачею, яку вирішує корисна модель, що пропонується, є зміна ефективності відсівання дрібної фракції шляхом оперативної подачі матеріалу на грохот в залежності від опускання матеріалу в доменній печі. Поставлена задача може бути досягнута за допомогою того, що в способі, що заявляється, який включає подачу цього матеріалу з приймального бункера із заслонкою на грохот, грохо тіння, транспортування матеріалу по грохоту і подальше його завантаження за постійний час набору дози матеріалу у ваговий бункер, згідно з корисною моделлю, що до набору дози змінюють завантаження матеріалу у ваговий бункер на різницю часів прогнозованого закінчення дозування матеріалу Те і прогнозованого досягнення заданого рівня матеріалу по мірі його опускання в доменному печенні Ту до моменту рівності різниці цих часів нульовому значенню, причому Q3 - QT T0 = , d(QT / Q 3 ) Q3 dt H3 - HT Ty = , d(HT / H3 ) Q3 dt де Q3 - задана доза матеріалу; QТ - поточна величина при завантаженні дози матеріалу; d(QT / Q3 ) - відносна швидкість при завантаdt женні дози матеріалу; Н3 - заданий рівень матеріалу в доменній печі; НТ - поточна величина рівня матеріалу по мірі його опускання у доменній печі; d(HT / H3 ) - відносна швидкість опускання маdt теріалу в доменній печі. Порівняння способу, що заявляється, з прототипом дозволяє зробити висновок про відповідність його критерію «новизна». А порівняльний аналіз з відомими технічними рішеннями дозволяє зробити висновок про відповідність його критерію «винахідницький рівень». Суть корисної моделі, яка заявляється, не витікає явним чином із відомого рівня техніки. Сукупність ознак, які характеризують відоме рішення, не забезпечує досягнення нових якостей і тільки наявність перерахованих відмітних ознак дає можли 4 вість отримати нові якості, новий найбільш високий технічний результат. Таким чином, пропонований матеріал відповідає критерію «винахідницький рівень». Випробування способу, що заявляється, було проведене на стендовій установці доменної печі. На Фіг. представлена електрична схема дозування матеріалу ши хти для доменної печі, де 1 - приймальний бункер, 2 - гро хот, 3 - ваго вий бункер, 4 силовимірювальні датчики, 5 - привід грохоту, 6 задатчик дози, 7 - блок управління дозуванням, 8 заслонка приймального бункера, 9 - привід заслонки приймального бункера, 10 - регулювальник заслонки, 11 - блок порівняння сигналів То і Ту, що контролюються, 12 - блок розподілу сигналів поточної QТ і заданої Q3 маси матеріалу, 13 - блок обчислення відносної швидкості при завантаженні дози матеріалу, 14 - блок прогнозування часу закінчення дозування матеріалу Те, 15 - блок визначення поточного Н т значення рівня засипу, 16 блок розподілу сигналів поточного Н Т і заданого Н3 рівня засипу матеріалу, 17 - блок обчислення відносної швидкості опускання матеріалу в доменній печі, 18 - блок прогнозованого часу Ту досягнення заданого рівня матеріалу, 19 - задатчик рівня Н 3 матеріалу в доменній печі, 20 - рівнемір засипу шихти, 21 - задатчик від’ємного значення відносної швидкості опускання матеріалу в доменній печі, 22 - блок включення реле (Р1 і Р2 - контакти реле), 23 - реле перемикання при від’ємному значенні відносної швидкості опускання матеріалу. Запропонований спосіб здійснюють таким чином. Випробування способу було почате з моменту, коли агломерат при заданій дозі Q3=0,1т поступав з приймального бункера 1 із заслонкою 8 на включений приводом 5 грохот 2, здійснюючи грохотіння і транспортування агломерату по грохоту з подальшим надходженням агломерату QТ у ваговий бункер 3. В момент, коли Qт1=0,1т, блок 12 виробляв сигнал F2/F1 пропорційний величині Qт1 /Q3=0,01/0,1=0,1. Через заданий інтервал часу dt=20с величина Qт2 становила 0,05т, при цьому з блоку 12 поступив сигнал, що пропорційний величині Qт2/Q 3=0,05/0,1=0,5. Після цього з виходу блоку 13 на вхід блоку 14 поступив сигнал, пропорційний d(QT/Q3)/dt=(0,5-0,1)/20=0,02с-1. Одночасно на входи блоку 14 поступають сигнали, пропорційні Q3=0,1т і Qт2=0,5т. Блок 14 виробляє сигнал, пропорційний значенню Q3 - Q T 0,1- 0,05 T0 = = = 25c d(QT / Q3 ) 0,1* 0,02 Q3 dt Одночасно з надходженням агломерату у ваговий бункер 3 на матеріал в доменній печі був опущений рівнемір 20 засипу шихти (при заданій величині рівня матеріалу в доменній печі Н 3=1м і поточному значенні в цей момент рівня засипу Нт1=0,3м). Блок 16 виробив сигнал F9/F10, пропорційний величині Нт1/Н3=0,3/1=0,3. По мірі опускання зонда 20 через заданий інтервал часу dt=20с величина Нт2 становила 0,4м, при цьому з блоку 16 поступив сигнал, пропорційний величині Нт2/Н3=0,4/1=0,4. Після цього з виходу блоку 17 на вхід блоку 18 поступив сигнал, пропорційний d(HТ/H3)/dt=(0,4–0,3)/20=0,005с-1. Одночасно на 5 25553 входи блоку 18 поступають сигнали, пропорційні Н3=1м і Нт2=0,4м. Блок 18 виробляє сигнал F13, пропорційний значенню H - HT d(H3 / HT ) 1 - 0,4 Ty = 3 / = = 120c H3 dt 1* 0,005 Сигнали F5/F13, пропорційні часам 25с і 120с, поступають на блок 11, в якому відбувається їх порівняння. Внаслідок цієї операції на виході блоку 11 з’являється сигнал F15, пропорційний різниці часів (Т=То-Ту=25-120=-95с.). Внаслідок цього розузгодження регулювальник заслонки 10 виробляє сигнал F16 на зміну положення заслонки 8 приймального бункера 1. В результаті цих дій привід 9 заслонки 8 змінює її положення у бік зменшення висоти шару агломерату, який поступає на грохот 2 із приймального бункера 1. Зміна висоти шару агломерату збільшує виведення дрібних фракцій із агломерату за рахунок більш інтенсивного грохотіння матеріалу. Вказані дії здійснювалися до моменту рівності часів То=Ту , при цьому час завантаження матеріалу у ваговий бункер (при поліпшеному відсіванні дрібних фракцій агломера Комп’ютерна в ерстка М. Ломалова 6 ту) став відповідати технологічному ходу доменної плавки. Після досягнення величиною Н Т заданого значення Н3=1м, зонд 20 був виведений з доменної печі, при цьому спрацювали блоки 21, 22. Рівність сигналів F14/F 12 реалізовувала спрацьовування реле (блок 23), яке своїми контактами Р1 і Р2 забезпечило дозування матеріалу в момент виведення зонда 20. З позитивних результатів випробування слідує, що запропонований спосіб дозволяє оперативно змінювати ефективність грохотіння матеріалу в процесі його дозування у ваговий бункер з урахуванням ходу доменної печі і, таким чином, вирішити поставлену задачу. Випробування, яке було проведене на стендовій установці доменної печі, дозволяє зробити висновок про можливість широкого застосування способу, що заявляється, в промислових умовах. Таким чином, спосіб, що заявляється, відповідає критерію "промислова придатність". Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for dosage of charge material of blast-furnace
Автори англійськоюKukushkin Oleh Mykolaiovych, Holovko Viacheslav Illich, Mykhailovskyi Mykolai Volodymyrovych, Verkhovska Alina Oleksandrivna
Назва патенту російськоюСпособ дозирования материала шихти для доменной печи
Автори російськоюКукушкин Олег Николаевич, Головко Вячеслав Ильич, Михайловский Николай Владимирович, Верховская Алина Александровна
МПК / Мітки
МПК: C21B 7/24, G01R 27/04
Мітки: дозування, спосіб, шихти, печі, матеріалу, доменної
Код посилання
<a href="https://ua.patents.su/3-25553-sposib-dozuvannya-materialu-shikhti-dlya-domenno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб дозування матеріалу шихти для доменної печі</a>
Спосіб дозування матеріалу шихти для доменної печі
Номер патенту: 15259
Опубліковано: 15.06.2006
Автори: Тригуб Ірина Григорівна, Кукушкін Олег Миколайович, Головко Вячеслав Ілліч, Михайловський Миколай Володимирович
МПК: C21B 7/20, G01R 27/04, F27B 1/20, C21B 7/24, F27B 1/26, F27D 3/18, F27D 3/10
Мітки: печі, спосіб, доменної, шихти, матеріалу, дозування
Формула / Реферат:
Спосіб дозування матеріалу шихти для доменної печі, що включає подачу цього матеріалу з приймального бункера із заслінкою на грохот, грохочення з одночасним транспортуванням матеріалу по грохоту і подальший його насів за постійний час набору дози матеріалу у ваговий бункер, який відрізняється тим, що кожну подальшу дозу шихти насівають у ваговий бункер за час опускання в доменній печі до заданого рівня засипу попередньої порції шихти.
Пристрій підготовки шихти для завантаження до доменної печі
Номер патенту: 74956
Опубліковано: 15.02.2006
Автори: Кузнєцов Олександр Михайлович, Гриншпун Вадим Федорович, Клоцман Юхим Якович
МПК: G01G 19/00, C21B 7/20, G01G 13/00
Мітки: шихти, пристрій, підготовки, печі, доменної, завантаження
Формула / Реферат:
Пристрій підготовки шихти для завантаження до доменної печі, що містить приймальний бункер, грохоти, конвеєр, бункерні ваги з вертикальною перегородкою, яка ділить бункер на два сектори, який відрізняється тим, що вертикальна перегородка проекцією площини нижньої сторони співпадає з межею випускного отвору бункерних вагів.
Спосіб регулювання розподілу шихти на колошнику доменної печі
Номер патенту: 3077
Опубліковано: 15.10.2004
Автори: Димченко Євген Миколайович, Новохатський Олександр Михайлович, Літвінов Леонід Федорович, Кузнецов Олександр Михайлович, Падалка Володимир Павлович, Тищенко Олег Митрофанович, Михайлюк Геннадій Дмитрович
МПК: C21B 7/24
Мітки: колошнику, регулювання, розподілу, шихти, доменної, спосіб, печі
Формула / Реферат:
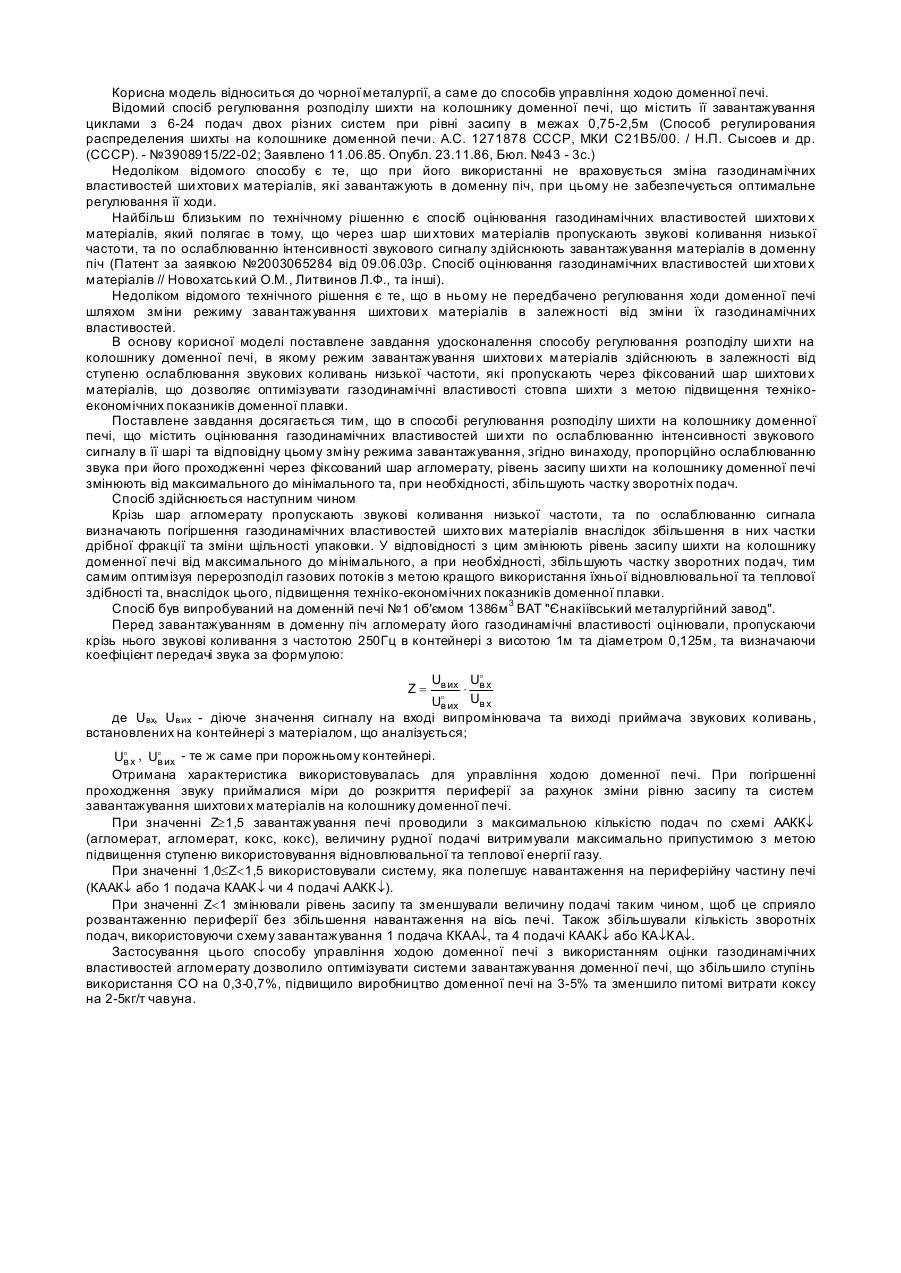
Спосіб регулювання розподілу шихти на колошнику доменної печі, що включає оцінювання газодинамічних властивостей шихти по ослаблюванню інтенсивності звукового сигналу в її шарі та відповідну цьому зміну режиму завантажування, який відрізняється тим, що пропорційно ослаблюванню звука при його проходженні через фіксований шар агломерату рівень засипу шихти на колошнику доменної печі змінюють від максимального до мінімального та, при...
Спосіб подання шихти на бункерній естакаді доменної печі
Номер патенту: 19520
Опубліковано: 15.12.2006
Автори: Маковенко Анатолій Павлович, Волкова Любов Леонидовна, Бичков Сергій Васильович, Аріст Леонід Михайлович, Чорний Олександр Микитович, Крівченко Юрій Сергійович
МПК: C21B 7/00
Мітки: естакаді, шихти, бункерний, печі, доменної, спосіб, подання
Формула / Реферат:
Спосіб подання шихти на бункерній естакаді доменної печі, що включає завантаження агломерату і коксу в центральні бункери, розташовані співвісно з доменною піччю над скіповою ямою, завантаження добавок в бункери, відсів дрібної фракції, зважування, вантаження і подачу на колошник, подачу відсіву агломерату і коксу у ваговимірювальні бункери, транспортування і заповнення стаціонарних бункерів з подальшим розвантаженням у вагони, який...
Пристрій контролю рівня засипки шихти до доменної печі

Номер патенту: 70268
Опубліковано: 15.09.2004
Автори: Коливашко Олександра Олександрівна, Михайловський Микола Володимирович, Листопадов Владислав Станіславович, Дударенко Андрій Анатолійович, Шишканов Сергій Юрійович, Гітлін Лев Давидович, Бичков Сергій Васильович, Головко Вячеслав Ілліч, Кукушкін Олег Миколайович
МПК: C21B 7/20
Мітки: рівня, шихти, доменної, контролю, засипки, печі, пристрій
Формула / Реферат:
Пристрій контролю рівня засипки шихти у доменну піч, який містить трубу та ізолюючий корпус, які з'єднані між собою за допомогою фланців, радіолокатор, який встановлено в ізолюючий корпус, радіопрозорий екран, що розташований перед радіолокатором, та засіб подання газу під радіопрозорий екран, причому засіб подання газу виконаний у вигляді порожнистого кільця, оснащеного патрубком підводу та отворами для відводу цього газу, і встановлений між...
Попередній патент: Спосіб отримання сполуки з потенційними фізіологічними властивостями n-феніл-3-(3′-етилфеніл-1′-аміно)-сукцинімід
Наступний патент: Спосіб вирощування монокристалів кремнію безтигельною зонною плавкою
Випадковий патент: Спосіб формування додаткового кисетного шва при степлерній гемороїдектомії в лікуванні комбінованого геморою iv стадії