Спосіб сифонного розливу сталі
Номер патенту: 25769
Опубліковано: 30.10.1998
Автори: Березников Олександр Павлович, Кудрюков Анатолій Андрійович, Плеплер Марк Лазаревич, Михайленко Анатолій Васильович, Рубан Владислав Йосипович, Танцюра Сергій Миколайович, Травінчєв Анатолій Іванович, Стець Павло Денисович, Носоченко Олег Васильович
Формула / Реферат
Способ сифонной разливки стали в глуходонные изложницы с регулируемой скоростью под слоем шлакообразующей смеси с использованием сифонной проводки и отверстием в дне изложницы, отличающийся тем, что наполнение изложницы сталью осуществляют через вертикальное отверстие трубки сифонной концевой и отверстия в дне изложницы со скоростью (6,5 - 8,5)т/мин, при этом диаметр отверстия в дне изложницы превышает диаметр вертикального отверстия трубки сифонной концевой в 5 - 8 раз.
Текст
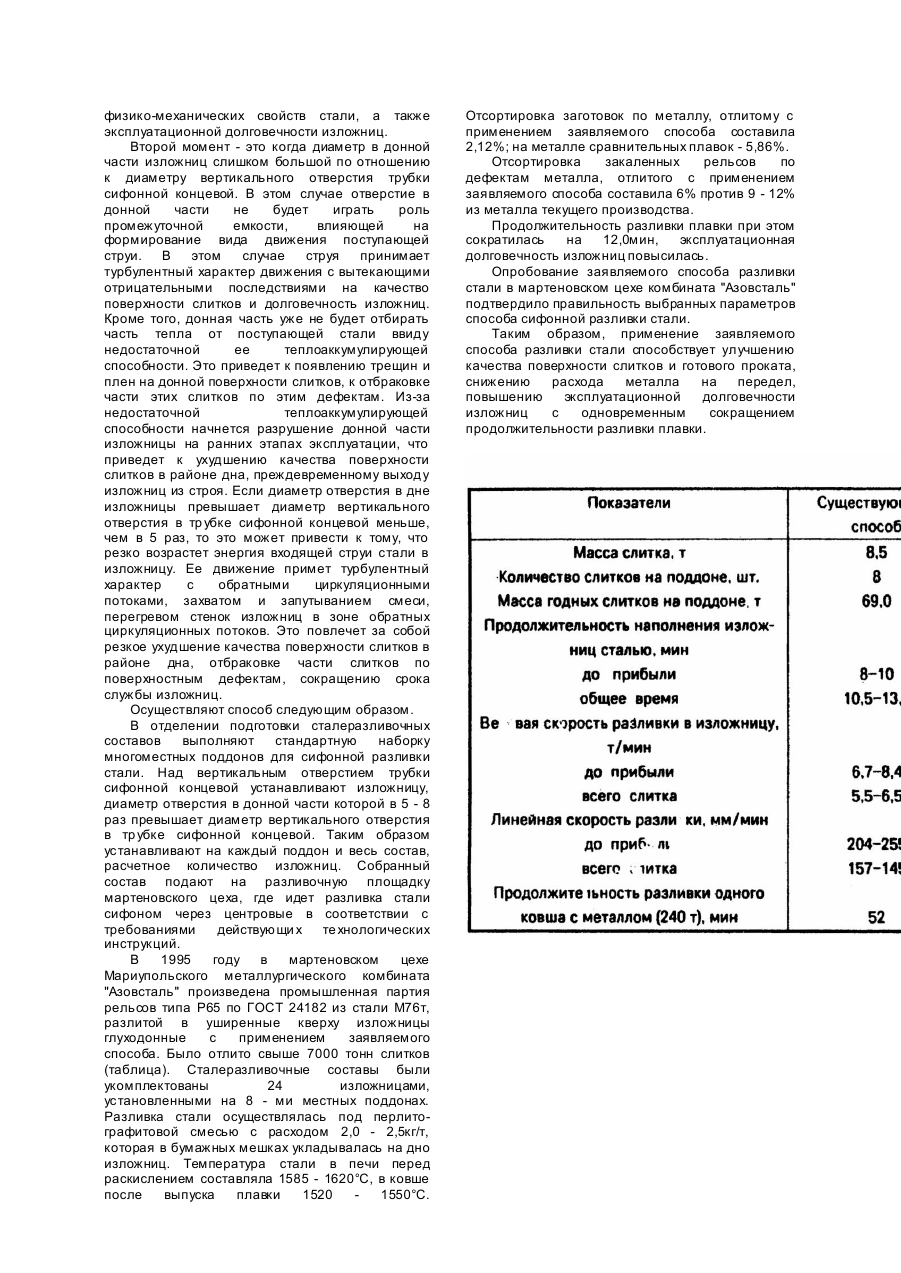
Изобретение относится к черной металлургии, в частности, к те хнологии отливки стальных слитков сифоном и может быть использовано в сталеплавильных и сталелитейных металлургических и машиностроительных предприятиях. Известен способ сифонной разливки стали в сквозные уширенные книзу изложницы с подачей металла в каждую изложницу через отверстие в трубке сифонной концевой, уложенной в ручье поддона. Этот способ позволяет уменьшить трудоемкость подготовки сталеразливочного состава к плавке и расход огнеупоров, но сопряжен с повышенными потерями металла на технологическую донную обрезь. При отливке таких слитков имеет место повышенная отбраковка слитков по поверхностным дефектам и дефектам макрои микроструктуры, обусловленная большой энергией и фонтанированием струи металла в начале наполнения изложницы сталью. На возникновение и развитие перечисленных дефектов оказывают существенное влияние обратные циркуляционные потоки, отрицательно влияющие на эксплуатационную долговечность изложниц. Известен способ сифонной разливки стали в уширенные кверху глуходонные изложницы с подачей металла в каждую изложницу через отверстие в трубке сифонной концевой, уложенной в поддоне. Однако этот способ имеет целый ряд существенных недостатков, в том числе: большую тр удоемкость подготовки сталеразливочных составов к плавке; повышенный расход огнеупоров, а также металла с литниками и обрезью. Наполнение изложницы сталью через огнеупорный стаканчик, изготовленный из материала с низкой теплопроводностью и установленный в дне изложницы, приводит к фонтанированию струи и барботажу стали, а также ее интенсивной циркуляции у стенок изложницы как в начале, так и в процессе наполнения изложницы сталью. Это приводит к возникновению и развитию на слитках поверхностных дефектов (плен, раковин, трещин и др.), неоднородности макро- и микроструктуры по высоте слитков и пораженности нижней части слитков неметаллическими включениями, размыву донной части изложницы и стенок, преждевременному выходу и х из эксплуатации, нетранзиту слитков из-за заклинивания их деформирующимися стенками изложниц. Попытка снижения скорости наполнения изложницы сталью для уменьшения влияния этих факторов на качество поверхности слитков приводит к увеличению продолжительности разливки плавки из ковша, что влечет за собой необходимость перегрева металла в печи, перерасходу ферросплавов, снижению стойкости футеровки стальковша, дополнительному насыщению металла газами и неметаллическими включениями из футеровки ковша и сифонной проводки. К числу недостатков этого способа следует отнести также необходимость соответствия размеров отверстия в стаканчике для изложницы и трубке сифонной концевой, что усложняет работу по наборке составов и является наиболее аварийно опасным местом во время разливки стали. Попытки усовершенствовать способ сифонной разливки стали сводятся, в основном, к регулированию скорости наполнения изложниц сталью. Так, авторы авт. св. СССР №1538987 номинальную скорость заливки меняют по высоте изложницы, при этом 10 - 15% высоты заливают со скоростью 0,4 - 0,6, последующие 70 - 80% высоты со скоростью 1,0 - 1,2, а остальную часть со скоростью 0,3 - 0,5 от номинальной. Авторы авт. св. СССР №1688972 все центровые, через которые производится разливка данного ковша с металлом, делят на 3 группы; при этом в 1 - й группе, состоящей из 10 - 15% и в 3 - й группе, состоящей из 20 - 30% общего количества центровых, скорость заливки изложниц по высоте всех 3 - х участков увеличивают соответственно в 1,15 - 1,21 и 1,32 раза по сравнению со скоростью заливки аналогичных участков 2 - й группы центровых. Общим недостатком рассмотренных способов сифонной разливки стали является высокая энергия и турбулизация струи при входе и наполнении изложницы сталью, способствующие возникновению и развитию дефектов слитка и отрицательно влияющих на эксплуатационную долговечность изложниц. Наиболее близким по достигнутому эффекту является способ-прототип (Огурцов А.П, Бродский С.С. Повышение качества металлопродукции при сифонной разливке стали под шлаком через расширяющуюся литниковую систему // Сталь. 1994. - №1). Суть способа сводится к уменьшению высоты стаканчика для изложницы и увеличения диаметра его выходного отверстия, через который сталь поступает в изложницу. По мнению авторов, это способствовало существенному уменьшению фонтанирования струи металла в начальный момент разливки и позволило зону циркуляции приблизить к срезу стаканчика. Снижение энергии входящей в изложницу струи металла и быстрое ее раскрытие привели к заметному уменьшению захвата смеси с поверхности бурлящим металлом, увеличению скорости наполнения изложниц сталью до 500мм/мин, резкому сокращению продолжительности наполнения тела слитка с 5мин 40с до 3мин 15с, что не привело к ухудшению качества поверхности слитка и увеличению расхода металла на обрезь. Однако авторы этого способа не ушли от традиционного способа разливки стали через стаканчик для изложницы с присущими ему недостатками. В основу изобретения поставлена задача усовершенствовать сифонный способ разливки стали таким образом, чтобы он способствовал сокращению продолжительности разливки плавки, уменьшению поверхностных дефектов, улучшению макро- и микроструктуры стали по высоте и сечению слитков, снижению расхода металла на передел и повышению эксплуатационной долговечности изложниц. Поставленная задача решается путем снижения турбулизации струи при поступлении стали в изложницу, уменьшения высоты зоны обратных циркуляционных потоков, отрицательно влияющих на микроструктур у стали и чугуна и долговечность изложниц. Сущность изобретения состоит в том, что наполнение изложниц, установленных на поддоне, сталью осуществляют через вертикальное отверстие трубки сифонной концевой и отверстие в дне изложницы с весовой скоростью (6,5 8,5)т/мин. При этом диаметр отверстий в дне изложницы превышает диаметр вертикального отверстий трубки сифонной концевой в 5 - 8 раз. Общими с прототипом существенными признаками изобретения являются: многоместный поддон с каналами т сифонной проводкой; трубка сифонная концевая с вертикальным отверстием; изложница глуходонная с отверстием в донной части. Отличительными от прототипа признаками являются: отсутствие огнеупорного стаканчика в дне изложницы; более широкий диапазон весовых скоростей наполнения изложниц сталью; наличие промежуточной емкости в дне изложницы, наполняемой сталью перед по ступлением ее в основную часть изложницы. Дополнительными признаками являются: диаметр вертикального отверстия трубки сифонной концевой и отверстия в дне изложницы взаимосвязаны между собой и скоростью наполнения изложницы сталью; скорость наполнения, изложницы сталью и сечение литниковой системы (центровой, сифонной проводки и выходных отверстий трубок сифонных концевых) взаимосвязаны со скоростью наполнения и общей продолжительностью изложницы сталью. Между существенными признаками и техническим результатом обеспечением скоростной безнапорной разливки стали и управление процессом получения слитков с качественной поверхностью и удовлетворительными макро- и микроструктурой существуе т причинно-следственная связь. Наполнение изложниц сталью непосредственно через вертикальное отверстие сифонной концевой трубки и отверстие в дне изложницы способствует значительному уменьшению фонтанирования струи стали в начальный момент наполнения изложницы, разливке стали с уменьшением зоны циркуляции и обратных циркуляционных потоков, приводящих к максимальным тепловым нагрузкам стенок изложницы в зоне их действия и отрицательно влияющих на прочность корочки слитка, качество поверхности и микроструктуры стали, стойкость изложниц. Кроме того, снижение энергии входящей в изложницу струи и быстрое ее раскрытие приводят к устранению такого явления, как захват смеси бурящим металлом, нарушение целостности корочки на поверхности стали. Такая система подвода позволяет разливать сталь с увеличенной скоростью наполнения изложниц сталью, т.к. уменьшение энергии циркуляционных потоков, в т.ч. в критическом сечении, способствует ламинарному движению стали на протяжении всего периода разливки без размыва дна изложницы и стенок. Не менее важным является и то, что при заявленном способе наполнения изложницы сталью включается в систему теплоотвода теплоаккумулирующая способность поддона и донной части изложницы, которая в известных способах была изолирована от струи стаканчиком для изложницы, выполненной, как правило, из термостойкого материала с очень низкой теплопроводностью. Донная часть глуходонной изложницы без стаканчика и при заданном диаметре отверстия с поддоном забирают значительную часть тепла поступающей стали как в первоначальный период, так и на протяжении всего наполнения изложницы сталью, что приводит к уменьшению воздействия высоких температур стали на внутреннюю поверхность стенок изложниц, более интенсивному теплоотводу, образованию более толстой корочки затвердевающего слитка, создает условия для получения прочной оболочки в месте действия максимального ферростатического давления. Это способствует получению слитков без дефектов поверхности с минимальным расходом металла на передел и максимальной эксплуатационной долговечностью изложниц. Поэтому увеличение скорости наполнения изложницы более 8,5т/мин нецелесообразно из-за того, что это приведет к увеличению энергии входящей в изложницу стр уи металла, способствует ее турбулизации с появлением обратных циркуляционных потоков на определенной высоте изложницы. Турбулизация струи и обратные циркуляционные потоки приводят, как правило, к ухудшению качества поверхности слитков в донной части, увеличению неоднородности макро- и микроструктуры стали по высоте слитков, резкому снижению долговечности изложниц из-за интенсивного их разгара в зоне обратных циркуляционных потоков, заклиниванию слитков деформирующимися стенками изложниц. Устанавливать скорость наполнения изложниц сталью меньше 6,5т/мин также нецелесообразно, т.к. это приведет к увеличению продолжительности разливки плавки изложницы, что повлечет за собой ухудшение качества стали из-за насыщения неметаллическими включениями из сифонной проводки, футеровки центровой и ковша. Увеличение продолжительности разливки плавки приведет, в свою очередь, к необходимости перегрева ее в печи, дополнительному угару элементов, перерасходу ферросплавов с целью получения заданного химсостава и физикомеханических свойств стали. Скорость наполнения изложницы сталью и общая продолжительность разливки плавки тесно взаимосвязаны между собой и диаметрами вертикального отверстия трубки концевой сифонной, а также отверстия в донной части изложницы, через которое сталь поступает в изложницу, где формируется вид движения стали. От соотношения этих диаметров зависит наличие ламинарной или турбулентной формы движения стали в первый момент наполнения стали изложницы, будет ли захватыва ться и запутываться смесь поступающей в изложницу с сталью. Рели диаметр отверстия в дне изложницы превышает диаметр вертикального отверстия трубки сифонной концевой больше, чем раз, то здесь может быть два отрицательных момента. Первое это диаметр вертикального отверстия трубки сифонной концевой недопустимо мал и, в этом случае, резко возрастет энергия входящей струи стали в изложницу. А это приведет к турбулизации струи, появлению зоны обратных циркуляционных потоков с известными отрицательными последствиями для качества поверхности стали, макро- и микроструктуры и физико-механических свойств стали, а также эксплуатационной долговечности изложниц. Второй момент - это когда диаметр в донной части изложниц слишком большой по отношению к диаметру вертикального отверстия трубки сифонной концевой. В этом случае отверстие в донной части не будет играть роль промежуточной емкости, влияющей на формирование вида движения поступающей струи. В этом случае струя принимает турбулентный характер движения с вытекающими отрицательными последствиями на качество поверхности слитков и долговечность изложниц. Кроме того, донная часть уже не будет отбирать часть тепла от поступающей стали ввиду недостаточной ее теплоаккумулирующей способности. Это приведет к появлению трещин и плен на донной поверхности слитков, к отбраковке части этих слитков по этим дефектам. Из-за недостаточной теплоаккумулирующей способности начнется разрушение донной части изложницы на ранних этапах эксплуатации, что приведет к ухудшению качества поверхности слитков в районе дна, преждевременному выходу изложниц из строя. Если диаметр отверстия в дне изложницы превышает диаметр вертикального отверстия в тр убке сифонной концевой меньше, чем в 5 раз, то это может привести к тому, что резко возрастет энергия входящей струи стали в изложницу. Ее движение примет турбулентный характер с обратными циркуляционными потоками, захватом и запутыванием смеси, перегревом стенок изложниц в зоне обратных циркуляционных потоков. Это повлечет за собой резкое ухудшение качества поверхности слитков в районе дна, отбраковке части слитков по поверхностным дефектам, сокращению срока службы изложниц. Осуществляют способ следующим образом. В отделении подготовки сталеразливочных составов выполняют стандартную наборку многоместных поддонов для сифонной разливки стали. Над вертикальным отверстием трубки сифонной концевой устанавливают изложницу, диаметр отверстия в донной части которой в5 - 8 раз превышает диаметр вертикального отверстия в тр убке сифонной концевой. Таким образом устанавливают на каждый поддон и весь состав, расчетное количество изложниц. Собранный состав подают на разливочную площадку мартеновского цеха, где идет разливка стали сифоном через центровые в соответствии с требованиями действующи х те хнологических инструкций. В 1995 году в мартеновском цехе Мариупольского металлургического комбината "Азовсталь" произведена промышленная партия рельсов типа Р65 по ГОСТ 24182 из стали М76т, разлитой в уширенные кверху изложницы глуходонные с применением заявляемого способа. Было отлито свыше 7000 тонн слитков (таблица). Сталеразливочные составы были укомплектованы 24 изложницами, установленными на 8 - ми местных поддонах. Разливка стали осуществлялась под перлитографитовой смесью с расходом 2,0 - 2,5кг/т, которая в бумажных мешках укладывалась на дно изложниц. Температура стали в печи перед раскислением составляла 1585 - 1620°C, в ковше после выпуска плавки 1520 1550°C. Отсортировка заготовок по металлу, отлитому с применением заявляемого способа составила 2,12%; на металле сравнительных плавок - 5,86%. Отсортировка закаленных рельсов по дефектам металла, отлитого с применением заявляемого способа составила 6% против 9 - 12% из металла текущего производства. Продолжительность разливки плавки при этом сократилась на 12,0мин, эксплуатационная долговечность изложниц повысилась. Опробование заявляемого способа разливки стали в мартеновском цехе комбината "Азовсталь" подтвердило правильность выбранных параметров способа сифонной разливки стали. Таким образом, применение заявляемого способа разливки стали способствует улучшению качества поверхности слитков и готового проката, снижению расхода металла на передел, повышению эксплуатационной долговечности изложниц с одновременным сокращением продолжительности разливки плавки.
ДивитисяДодаткова інформація
Автори англійськоюPlepler Mark Lazarevych, Nosochenko Oleh Vasyliovych, Stets Pavlo Denysovych, Bereznykov Oleksandr Pavlovych, Tantsiura Serhii Mykolaiovych
Автори російськоюПлеплер Марк Лазаревич, Носоченко Олег Васильевич, Стець Павел Денисович, Березников Александр Павлович, Танцюра Сергей Николаевич
МПК / Мітки
МПК: B22D 7/00
Мітки: спосіб, сифонного, розливу, сталі
Код посилання
<a href="https://ua.patents.su/3-25769-sposib-sifonnogo-rozlivu-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб сифонного розливу сталі</a>
Пристрій для сифонного розливу сталі

Номер патенту: 1463
Опубліковано: 25.07.1994
Автори: Дудін Віктор Іванович, Єрмоленко Ганна Володимирівна, Арцев Юрій Дмитрович, Борисов Юрій Миколайович, Димченко Євген Миколайович, Авер'янов Олексій Венедиктович, Оробцєв Юрій Вікторович
МПК: B22D 7/12
Мітки: пристрій, сталі, розливу, сифонного
Формула / Реферат:
1. Устройство для сифонной разливки стали, содержащее изложницу, поддон с размещенной в нем сифонной проводкой, в каналах которой выполнены два выходных заливочных отверстия, равно отстоящие от продольной оси изложницы, отличающееся тем, что оно снабжено скобой из металлической трубки, внутренний диаметр, толщина стенки и радиус изгиба которой соответственно равны 0,15-0,25; 0,03-0,06 и 3,0-5,0 диаметра выходного заливочного отверстия, при...
Пристрій для сифонного розливу сталі
Номер патенту: 5055
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/12
Мітки: сифонного, пристрій, сталі, розливу
Формула / Реферат:
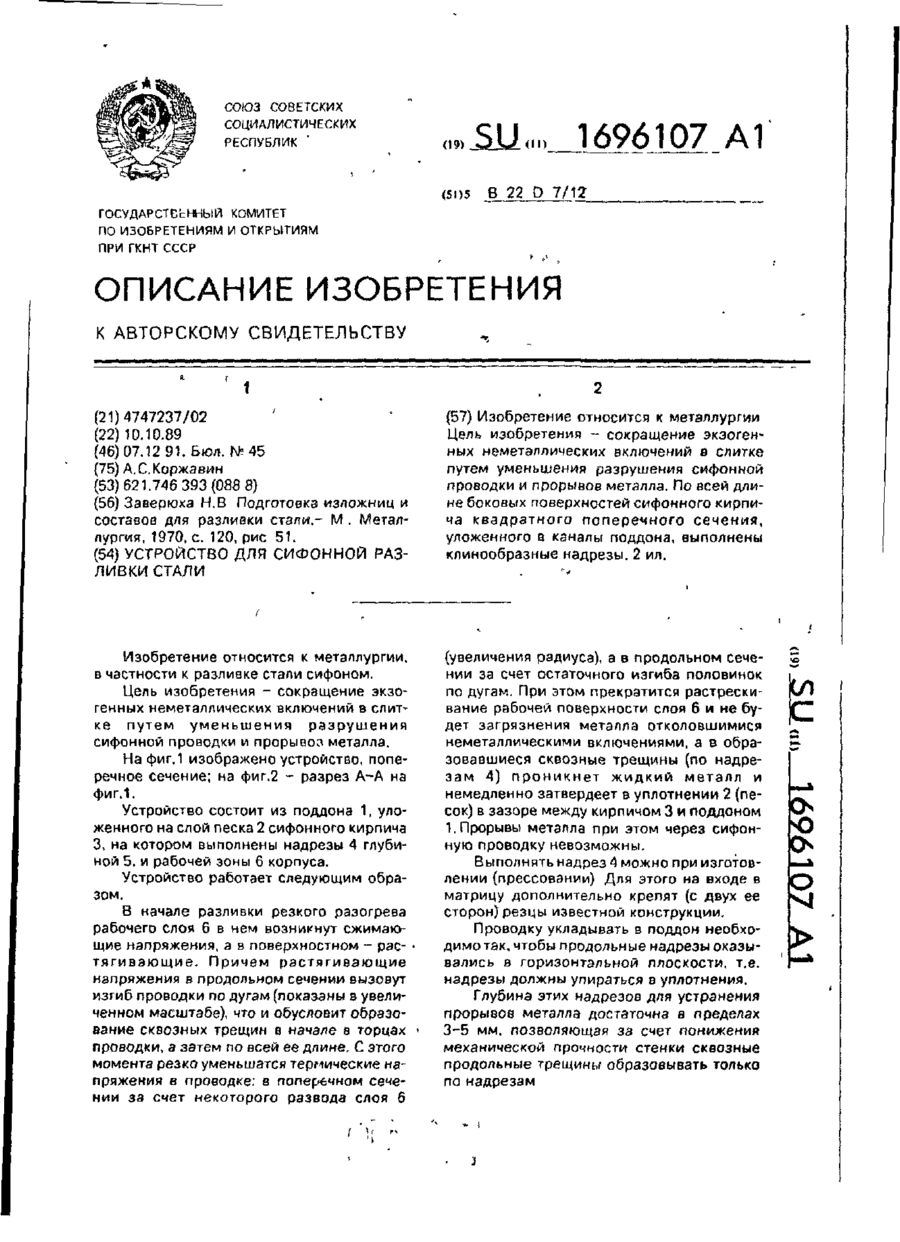
Устройство для сифонной разливки стали, содержащее поддон с каналами для сифонной проводки, собранной из сифонных кирпичей, уложенных на слой теплоизолирующей смеси и имеющий квадратные сечения, отличающееся тем, что, с целью сокращения экзогенных неметаллических включений в слитке путем уменьшения разрушения сифонной проводки и прорывов металла, на каждой боковой поверхности уложенных сифонных кирпичей по всей ее длине выполнен...
Спосіб розливу зливків киплячоі сталі і пристрій для його здійснення
Номер патенту: 5056
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/00
Мітки: киплячоі, здійснення, пристрій, спосіб, зливків, сталі, розливу
Формула / Реферат:
1. Способ разливки слитков кипящей стали, включающий заливку металла в изложницу сверху, обдувку его кислородом и последующую кристаллизацию, отличающийся тем, что, с целью уменьшения химической неоднородности слитков из кипящей малоокисленной стали и увеличения выхода годного, кислород подают на стенки изложницы со стороны ее верхнего торца. 2. Устройство для разливки слитков кипящей стали, содержащее разливочный ковш изложницы,...
Центрова для сифонного розливу сталі
Номер патенту: 2831
Опубліковано: 26.12.1994
Автори: Єрмоленко Ганна Володимирівна, Оробцев Юрій Вікторович, Хоменко Володимир Володимирович, Дудін Віктор Іванович, Димченко Євген Миколайович, Арцев Юрій Дмитрович, Авер'янов Олексій Венедиктович
МПК: B22D 7/12
Мітки: сифонного, центрова, сталі, розливу
Формула / Реферат:
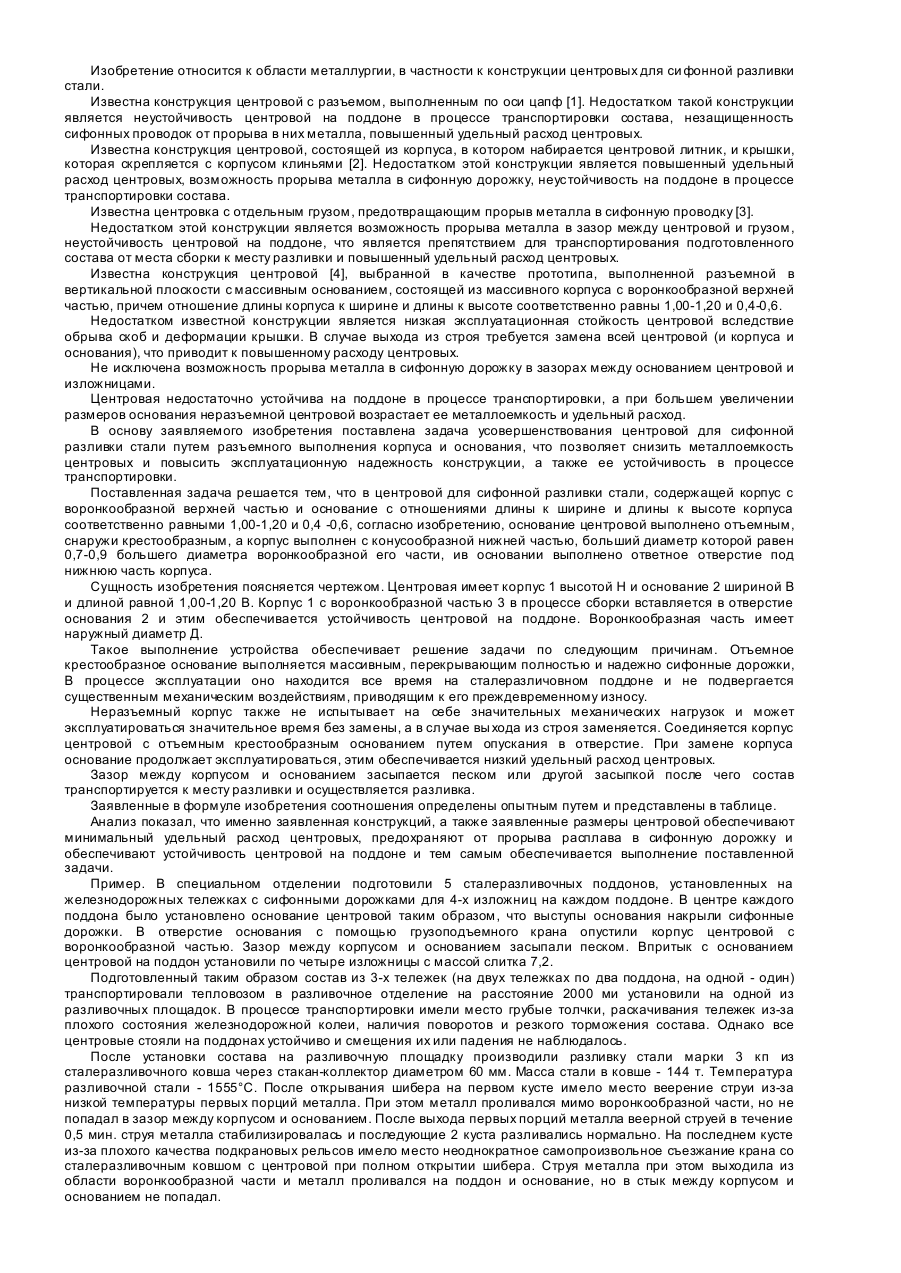
Центровая для сифонной разливки стали, содержащая корпус с воронкообразной верхней частью и основание с отношениями длины к ширине и длины к высоте корпуса, соответственно равными 1,00...1,20 и 0,4...0,6, отличающаяся тем, что основание центровой выполнено отъемным, снаружи крестообразным, а корпус выполнен с конусообразной нижней частью, больший диаметр которой равен 0,7...0,9 большего диаметра воронкообразной его части, и в основании...
Спосіб сифонної розливки якісної сталі
Номер патенту: 18525
Опубліковано: 25.12.1997
Автори: Старцев Олександр Федорович, Боревський Володимир Міхайлович, Булат Володимир Олександрович, Вербіцький Казимир Петрович
МПК: B22D 7/00
Мітки: розливки, якісної, сифонної, спосіб, сталі
Формула / Реферат:
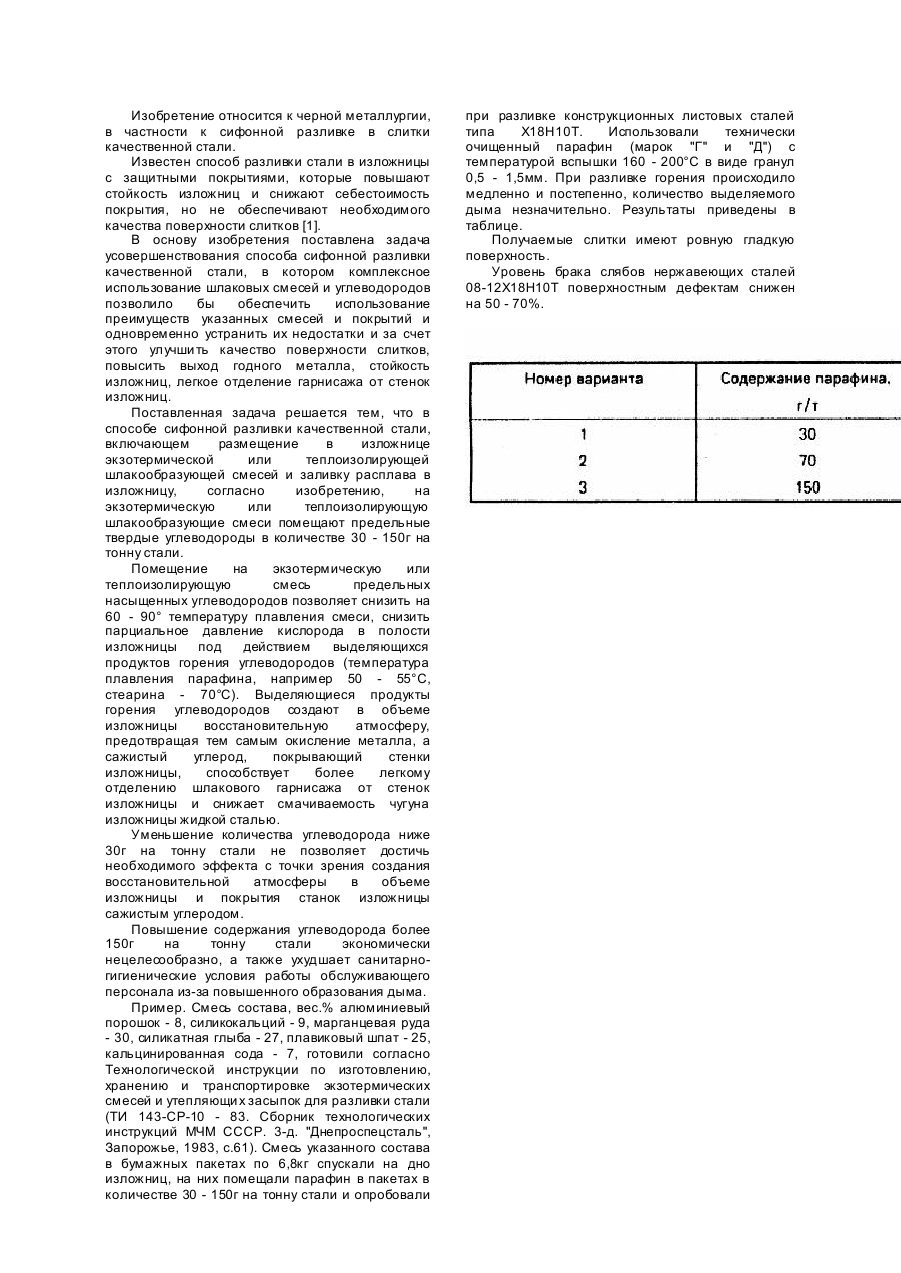
Способ сифонной разливки качественной стали включающий размещение в изложнице экзотермической или теплоизолирующей шлакообразующей смесей и заливку расплава в изложницу, отличающийся тем, что на экзотермическую или теплоизолирующую шлакообразующие смеси помещают предельные твердые углеводороды в количестве 30 - 150г на тонну стали.
Попередній патент: Пристрій для боротьби з пилогазовою хмарою при підривних роботах у кар’єрах
Наступний патент: Спосіб одержання харчового порошку з термолабільної рослинної сировини
Випадковий патент: Прив'язний аеростат