Спосіб виготовлення виливниці
Номер патенту: 26423
Опубліковано: 25.09.2007
Автори: Міхайленко Людмила Василївна, Кирильченко Петро Миколайович, Ворошик Володимир Семенович, Коломійцев Євген Володимирович
Формула / Реферат
1. Спосіб виготовлення виливниці, що включає її виливання з наступною механічною обробкою, який відрізняється тим, що її виливають по висоті з величиною припуску h, що вибирають залежно від висоти виливниці H у межах від H/90 до H/65, потім видаляють верхній шар на глибину припуску, після чого фрезерують радіуси оброблених кромок верхнього торця із внутрішнього та зовнішнього боків виливниці, причому відстань С, на якій виконують закруглення кромок зовнішнього боку верхнього торця виливниці, вибирають у межах:
від С=а+b/15 до С=а+b/13, де
а - довжина вузької грані зовнішнього боку виливниці;
b - довжина широкої грані зовнішнього боку виливниці,
а відстань С1, на якій виконують закруглення кромок внутрішнього боку верхнього торця виливниці, вибирають у межах:
від С1=а1+b1/15 до С1=a1+b1/13, де
а1 - довжина вузької грані внутрішнього боку виливниці;
b1 - довжина широкої грані внутрішнього боку виливниці.
2. Спосіб за п. 1, який відрізняється тим, що величину радіуса R закруглення кромок верхнього торця із внутрішнього й зовнішнього боків виливниці вибирають залежно від товщини стінки виливниці m у межах від m/8 до m/7.
Текст
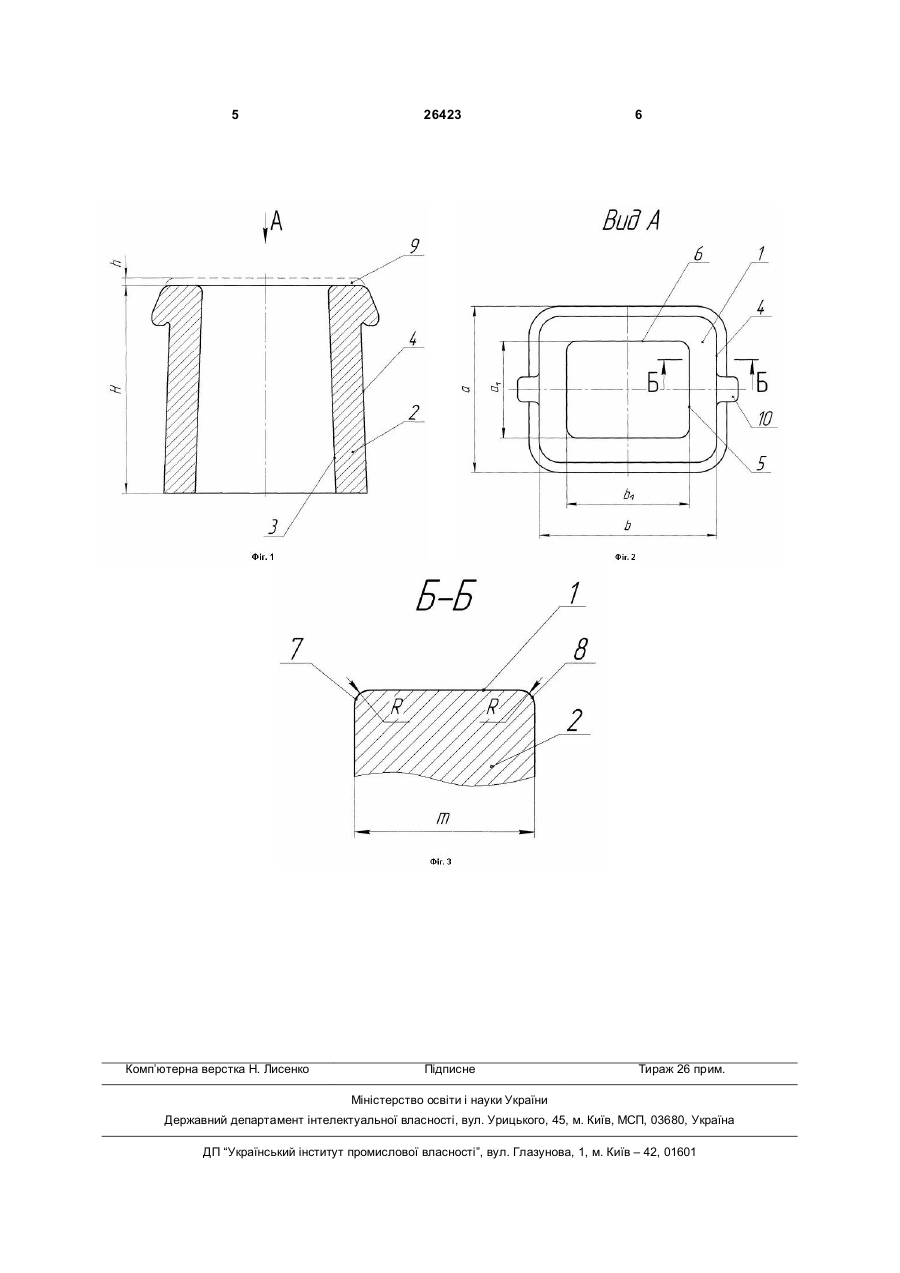
1. Спосіб виготовлення виливниці, що включає її виливання з наступною механічною обробкою, який відрізняється тим, що її виливають по висоті з величиною припуску h, що вибирають залежно від висоти виливниці H у межах від H/90 до H/65, потім видаляють верхній шар на глибину припуску, після чого фрезерують радіуси оброблених кромок верхнього торця із внутрішнього та зовнішнього боків виливниці, причому відстань С, на якій виконують закруглення кромок зовнішнього 3 де а - довжина вузької грані зовнішнього боку виливниці; b - довжина широкої грані зовнішнього боку виливниці, а відстань С1, на якій виконують закруглення кромок внутрішнього боку верхнього торця виливниці, вибирають у межах від С1=а1+b1/15 до С1=а1+b1/13, де а1 - довжина вузької грані внутрішнього боку виливниці; b1 - довжина широкої грані внутрішнього боку виливниці. Крім того, величину радіуса R закруглення кромок верхнього торця із внутрішнього й зовнішнього боків виливниці вибирають залежно від товщини стінки виливниці m у межах від m/8 до m/7. Експериментально доведено, що нова сукупність ознак є причиною, а первинний технічний результат, що досягається (внесення змін у технологію виготовлення виливниць) - його наслідком. У свою чергу цей результат є причиною, а вторинний технічний результат (виключення утворення тріщин у виливниці по вузькій грані) - його наслідком. Нижче корисна модель пояснюється на прикладі її виконання з посиланням на прикладені креслення, де зображені: на Фіг.1 - загальний вид виливниці (у розрізі); на Фіг.2 - вид А згідно Фіг.1; на Фіг.3 - переріз Б-Б згідно Фіг.1. Виливниця містить верхній торець 1, стінку 2, внутрішній 3 і зовнішній 4 боки виливниці, вузьку 5 і широку 6 грані виливниці, кромки внутрішнього 7 і зовнішнього 8 боків верхнього торця 1 виливниці, а також верхній шар (припуск) 9. Крім того, на стінці 2 є «вуха» 10. Виготовляють виливницю таким чином. Спочатку виливають виливницю з певним припуском 9 по висоті, що дорівнює h. Потім струганням, фрезеруванням або будьяким іншим способом видаляється припуск 9, тому що цей шар є найбільш дефектним. Після чого, кромки 7 і 8 фрезерують радіусом R. Величину радіуса вибирають таким чином, щоб: - знизити концентрацію напруги, що обумовлена гострими гранями до оптимального значення (чим більше радіус, тим менше концентрація напруги); - незначно збільшити витрати на механічну обробку виливниці, а також не порушити процес одержання зливка (виключити деформацію теплоізоляційних плит і застрягнення зливка у виливниці). Відстань, на якій виконується радіус закруглення, вибирають так, щоб зменшити швидкість появи й росту тріщин (у максимумі виключити появу тріщин) по вузькій грані в районі «вух». Це 26423 4 зроблено тому, що ремонтувати виливницю із тріщиною по вузькій грані 5 аналогічно ремонту виливниці по широкій грані - неможливо (тому що накладка з листового прокату, що зафіксована болтами по обидва боки тріщини, буде заважати зробити захоплення виливниці кліщовинами стриперного крана). Приклад. По пропонованому способу на ВАТ «ММК ім. Ілліча» були виготовлені дві експериментальні партії виливниць: - перша партія в кількості 6шт.; - друга партія в кількості 10шт. Використання виливниць у виробництві показало, що середня стійкість: - першої партії становить 145,5 наливів: - другої партії становить 126,3 наливів. А, знаючи, що середня стійкість виливниць, що виготовлені за прототипом, становить 95,9 наливів, можна зробити висновок, що застосування пропонованого способу приведе до підвищення стійкості вузької грані в 1,32-1,52 рази. У результаті, було встановлено, що: - якщо при виливанні виливниць значення величини припуску h прийняти менше, ніж Н/90, то ці міри не дають необхідного результату й дефекти виливання у верхній частині повністю не видаляються та залишаються у ній, а прийняття значення величини припуску h більше Н/65 - приведе до марної витрати матеріалу виливниці й трудовитратам по обробці її верхнього торця; - якщо при механічній обробці значення величини радіусу фрезерування R прийняти менше, ніж 1/8, то концентрація напруги знижується недостатньо, однак збільшення радіуса більш, ніж на 1/7 може привести до застрягнення зливка у виливниці; - якщо при механічній обробці відстань С, на якій виконують закруглення кромок зовнішнього боку верхнього торця виливниці, прийняти менше (а+b/15), а відстань С1 на якій виконують закруглення кромок внутрішнього боку верхнього торця виливниці, - менше (а1+b1/15), то це приведе до зниження стійкості виливниці, до появи тріщин, але з іншого боку - прийняття відстані С більше (а+b/13) і С1 більше (a1+b1/13) приведе до підвищення тимчасових витрат і, відповідно, - збільшенню вартості механічної обробки приблизно у два рази. Використання пропонованого способу дозволяє зменшити швидкість появи й росту тріщин по вузькій грані, що у свою чергу, приводить до підвищення довговічності виливниці, а також дозволяє знизити матеріальні й фінансові витрати на їхнє виготовлення. 5 Комп’ютерна верстка Н. Лисенко 26423 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing casting mould
Автори англійськоюKolomiitsev Yevhen Volodymyrovych, Voroshyk Volodymyr Semenovych, Kyrylchenko Petro Mykolaiovych
Назва патенту російськоюСпособ изготовления изложницы
Автори російськоюКоломийцев Евгений Владимирович, Ворошик Владимир Семенович, Кирильченко Петр Николаевич
МПК / Мітки
МПК: B22D 7/06
Мітки: виготовлення, виливниці, спосіб
Код посилання
<a href="https://ua.patents.su/3-26423-sposib-vigotovlennya-vilivnici.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливниці</a>
Спосіб експлуатування розширеної догори виливниці
Номер патенту: 65972
Опубліковано: 15.04.2004
Автор: Шеремет Володимир Олександрович
МПК: B22D 7/06
Мітки: догори, виливниці, експлуатування, розширеної, спосіб
Формула / Реферат:
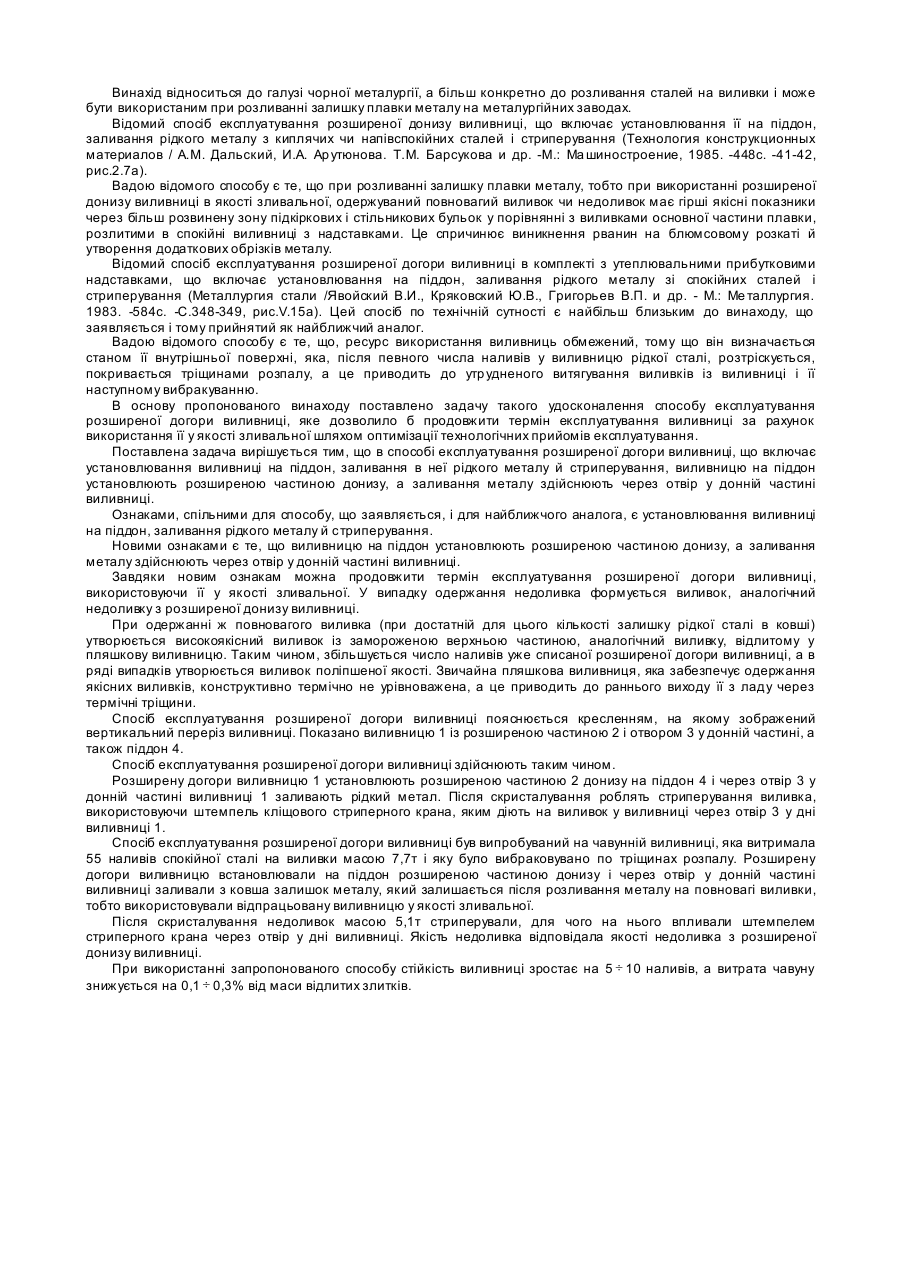
Спосіб експлуатування розширеної догори виливниці, за яким виливницю установлюють на піддон, заливають у виливницю рідкий метал, а після його затвердіння здійснюють стриперування, який відрізняється тим, що виливницю на піддон установлюють розширеною частиною донизу, а заливання металу здійснюють через отвір у донній частині виливниці.
Спосіб розливу сталі в глуходонні виливниці

Номер патенту: 6239
Опубліковано: 15.04.2005
Автори: ТРОЩІЙ Сергій Володимирович, Шеремет Володимир Олександрович, Куленко Анатолій Семенович, Харченко Андрій Олександрович, Рощенко Федір Петрович, Кекух Анатолій Володимирович, Сокуренко Анатолій Валентинович
МПК: B22D 7/12
Мітки: розливу, сталі, спосіб, глуходонні, виливниці
Формула / Реферат:
1. Спосіб розливу сталі в глуходонні виливниці, який включає розміщення у виливницях перед заливанням металу пробок із кремнеземисто-вуглецевого сплаву, виконаних у формі зрізаного конуса з фланцем з боку більшої основи, який відрізняється тим, що захисний шар з боку більшої основи виконують із металевої стружки й корундовмісних матеріалів на зв'язуючому з рідкого скла й прискорювача твердіння.2. Спосіб за п.1, який відрізняється тим,...
Спосіб нанесення сипкого покриття на внутрішню поверхню виливниці машини відцентрового лиття і пристрій для його здійснення
Номер патенту: 80020
Опубліковано: 10.08.2007
Автори: Фельдман Олександр Ісаакович, Олійник Валерій Василійович, Толстік Володимир Василійович, Кругленко Володимир Андрійович, Бобух Олександр Анатолійович, Нікуліньський Дмитро Михайлович
МПК: B22D 13/10
Мітки: покриття, виливниці, машини, спосіб, лиття, нанесення, пристрій, сипкого, здійснення, внутрішню, поверхню, відцентрового
Формула / Реферат:
1. Спосіб нанесення сипкого покриття на внутрішню поверхню виливниці машини відцентрового лиття за допомогою консольного поворотного щілинного жолоба, який відрізняється тим, що консоль жолоба заводять на середину довжини виливниці і з'єднують із одночасно заведеною туди з протилежного боку консоллю труби супроводу, а місце зчленування одержаної двоопорної балки виводять за торець виливниці, де накладають на зчленування додаткову в'язь, після...
Спосіб розливу сталі у глуходонні виливниці

Номер патенту: 68773
Опубліковано: 16.08.2004
Автори: Крамаренко Ігор Павлович, Куленко Анатолій Семенович, ТРОЩІЙ Сергій Володимирович, Харченко Андрій Олександрович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Кекух Анатолій Володимирович
МПК: B22D 7/12
Мітки: розливу, сталі, спосіб, виливниці, глуходонні
Формула / Реферат:
1. Спосіб розливу сталі у глуходонні виливниці, що включає розміщення у виливницях перед заливанням металу пробок, виконаних у формі усіченого конуса з фланцем з боку більшої основи, який відрізняється тим, що пробки у формі усіченого конуса відливають із кремнеземисто-вуглецевого сплаву, що містить 68-72 % кремнезему, 27-31 % вуглецю, решта - домішки.2. Спосіб за п. 1, який відрізняється тим, що фланець з боку більшої основи виконують...
Вставка для виливниці
Номер патенту: 20859
Опубліковано: 15.02.2007
Автори: Мазорчук Володимир Федорович, Хричиков Валерій Євгенович, Селівьорстов Вадим Юрійович
МПК: B22D 7/10
Формула / Реферат:
Вставка для виливниці, що містить корпус і кришку у верхній його частині, яка відрізняється тим, що в торці верхньої частини корпуса виконані циліндрові отвори діаметром 0,5-0,3 товщини стінки вставки з відстанню між ними 0,7-1 товщини її стінки і на глибину до 0,45-0,65 загальної її висоти, а в нижній частині вставки по колу виконано не менше трьох отворів висотою 0,10-0,15 висоти вставки та довжиною 0,5-1,0 її товщини, при цьому нижня...
Попередній патент: Спосіб пластики грижових воріт черевної стінки у свиней
Випадковий патент: Спосіб лапаростомії при лікуванні генералізованого перитоніту