Виливниця для відливання злитків
Номер патенту: 26514
Опубліковано: 25.09.2007
Автори: Лоза Аркадій Васильович, Шишкін Володимир Вікторович
Формула / Реферат
1. Виливниця для відливання злитків, що має вертикальні пази на зовнішній поверхні, яка відрізняється тим, що у верхній частині виливниці виконані суміщені з пазами вертикальні крізні прорізи, які починаються від верхнього торця і мають довжину (0,01...0,07) висоти виливницi.
2. Виливниця за п. 1, яка відрізняється тим, що вертикальні пази на зовнішній поверхні виконані тільки у верхній частині виливниці, при цьому глибина пазів зменшується із зростанням відстані від верху виливниці.
3. Виливниця за п. 1, яка відрізняється тим, що днище крізних прорізів виконано заокругленим.
Текст
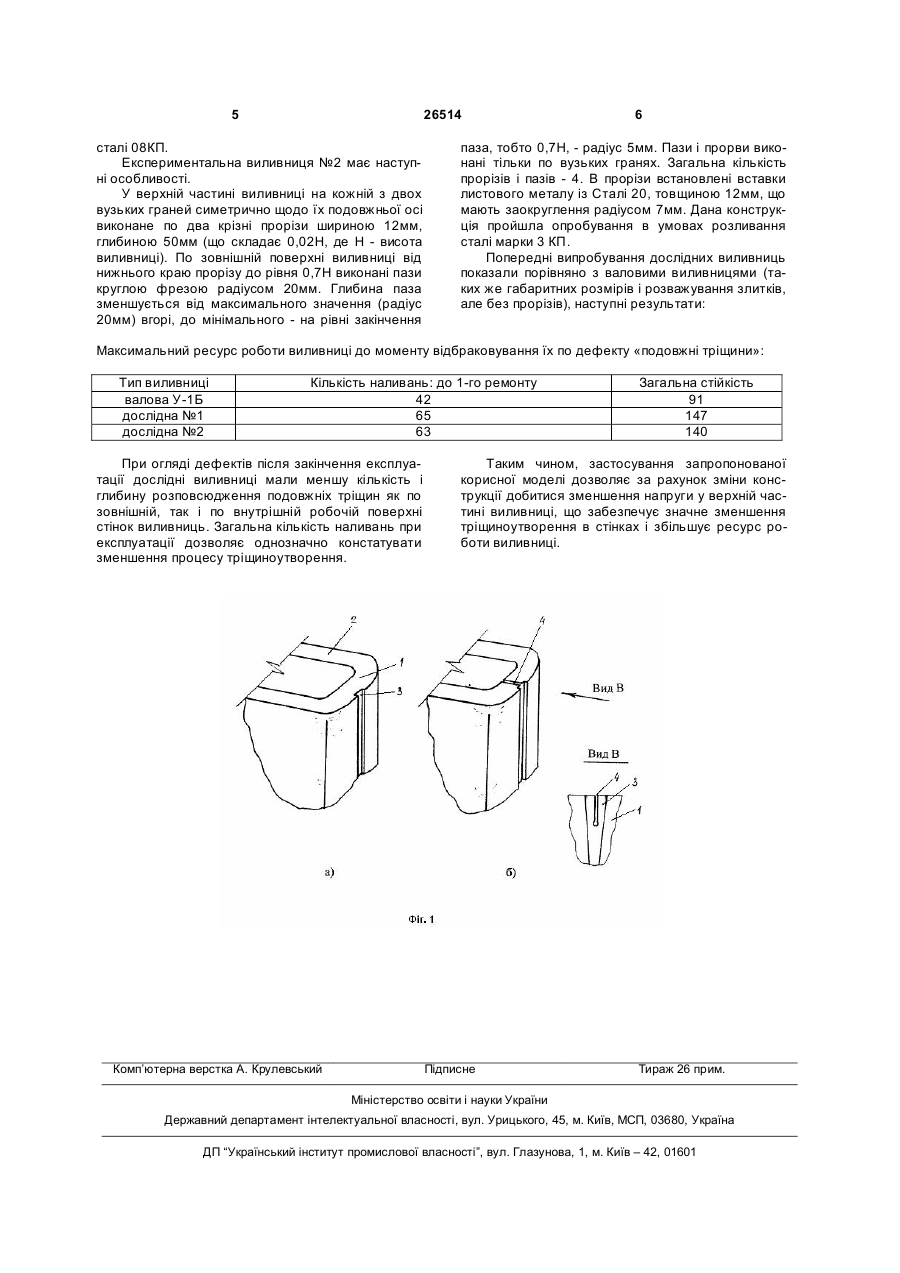
1. Виливниця для відливання злитків, що має вертикальні пази на зовнішній поверхні, яка відрізняється тим, що у верхній частині виливниці ви 3 до корисної моделі, у верхній частині виливниці виконані суміщені з пазами вертикальні крізні прорізи від верхнього торця на величину (0,01...0,07) висоти виливниці. При цьому, вертикальні пази на зовнішній поверхні виконані тільки у верхній частині виливниці, а глибина пазів зменшується із зростанням відстані від верху виливниці. Крім того, днище крізних прорізів виконано заокругленим. В основу пропозиції покладений принцип забезпечення вільного розширення матеріалу при нагріванні. Відомо, що всі існуючі конструкції виливниць у верхній частині мають «резервну ділянку» 50-160мм, яка при експлуатації нагрівається із швидкістю, в десятки разів меншою, ніж основне тіло виливниці. При цьому у верхній частині виливниці природним чином формується відносно холодна обичайка, яка через нерозривність тіла виливниці вимушена деформуватися зі всією виливницією, хоча її теплове розширення не відповідає тепловому розширенню робочих ділянок виливниці. Різниця в температурах, яка може досягати 500-700 градусів, приводить до значно більшого розширення нижніх перетинів, в порівнянні з верхніми, менш нагрітими. В результаті нерівномірного нагріву виникають термічні напруги, які приводять до пружних і пластичних деформацій розтягування/стиснення в більш холодній обичайці, і порушенню її структури з подальшим руйнуванням у вигляді тріщин, які утворюються після декількох десятків циклів нагріву/охолоджування. Як альтернатива приведеним умовам роботи виливниць пропонується конструкція, в якій верхня частина виливниці фактично розвантажена від термічних напруг за рахунок виконання вертикальних крізних прорізів, що дозволяють розширятися на різну величину нижнім гарячим і верхнім холодним ділянкам виливниці. В результаті цього, у верхніх більш холодних ділянках виливниці не виникають несприятливі напруги розтягування, які є ініціаторами виникнення і розвитку тріщин в стінках. Глибина прорізів, обумовлена діапазоном (0,01...0,07) висоти виливниці, визначається залежно від розважування і типорозміру злитка, і вибирається технологами виходячи з виробничих умов відливання злитка. Ознака зменшення глибини пазів із зростанням відстані від верху виливниці дозволяє згладити перепад напруги при переході від гарячих ділянок стінки виливниці до розташованих вище, більш холодних. Ознака технічного рішення, що обумовлює заокруглену форму днища крізних прорізів, гарантує не створення концентраторів напруги в стінці виливниці в нижній частині прорізів. Заокруглена форма виконує функцію розподілу напруги по його контуру, що дозволяє уникнути пікових значень напруги і деформацій. При реалізації запропонованого технічного рішення, додатково, для забезпечення рівномірного тепловідведення в поперечному перетині верхньої частини виливниці, а також для створення фізичної перешкоди можливому руху рідкого металу при наповненні виливниці на рівні її верхнього зрізу, прорізи виконані із вставками листового металу. 26514 4 Конкретні розміри прорізів і пазів, їх ширина, кількість, геометричні розміри визначаються інженерними методами розрахунків відповідним технологічним персоналом підприємства, що використовує свій заданий типорозмір виливниць, і з урахуванням технології розливання рідкого металу. Метою цих розрахунків є забезпечення мінімального напруження і деформацій, що допускаються, в стінках виливниць, які обумовлюють необхідний режим і ресурс роботи виливниць в технологічному ланцюзі виробництва. Суть корисної моделі пояснюється кресленням, де на Фіг.1, а, б, представлений фрагмент верхньої частини крізної вертикальної виливниці. Виливниця складається із сполучених між собою вузької 1 і широкої 2 стінок з вертикальними пазами 3 на зовнішній поверхні, Фіг.1, а. Відповідно до корисної моделі, у верхній частині виливниці виконані суміщені з пазами вертикальні крізні прорізи 4, Фіг.1, 6. Вертикальні пази 3 виконані тільки у верхній частині виливниці. Днище прорізів виконано заокругленим. Прикладом конкретного виконання корисної моделі є дві експериментальні виливниці, типу У1Б, для відливання рідкої сталі марок 08КП, 3КП в мартенівському цеху металургійного комбінату «Азовсталь». Висота виливниці - 2450мм, товщина стінок у верхній частині - 200мм Внутрішній перетин виливниці на рівні верхнього зрізу 700х1400мм, радіуси заокруглення стінок при переході від вузької до широкої грані виливниці 200мм. Рівень наливання рідкого металу - 2330мм (тобто 120мм від верхнього зрізу виливниці). Експериментальна виливниця №1 виготовлена з наступними особливостями. У верхній частині виливниці на двох вузьких гранях симетрично щодо їх подовжньої осі виконане по два крізні прорізи шириною 3мм, глибиною 120мм (що складає 0,049Н, де Н - висота виливниці). Прорізи виконані дисковою фрезою. В нижній частині прорізи суміщені з вертикальними пазами такої ж ширини, розташованими по зовнішній поверхні виливниці від рівня 120мм до рівня 400мм від верхнього зрізу виливниці. Днище прорізів і пазів виконано заокругленим, з радіусом заокруглення 3мм. Глибина пазів зменшується лінійно за мірою видалення від верху виливниці, а саме - від 40мм на рівні 120мм від верхнього зрізу, до нуля на рівні 500мм від верхнього зрізу виливниці. В кожному прорізі встановлена вставка з листового прокату марки Сталь 25, розміром 110х200мм, товщиною 3мм, яка заповнює простір в стінці виливниці, і перешкоджає проникненню рідкого металу в проріз при кипінні рідкої сталі. Торець вставки, звернений до внутрішнього об'єму виливниці, встановлений таким чином, що утворює безперервний контур з внутрішніми гранями виливниці. По широких гранях цієї ж виливниці виконано два прорізи з такими ж параметрами (поодинці по кожній грані) симетрично щодо подовжньої осі виливниці. Кількість пазів на одну виливницю (в даному випадку - шість) вибрано для даного розважування злитка і габаритів виливниці за умовою забезпечення мінімального тріщиноутворення по гранях у верхній частині виливниці при розливанні 5 26514 сталі 08КП. Експериментальна виливниця №2 має наступні особливості. У верхній частині виливниці на кожній з двох вузьких граней симетрично щодо їх подовжньої осі виконане по два крізні прорізи шириною 12мм, глибиною 50мм (що складає 0,02Н, де Н - висота виливниці). По зовнішній поверхні виливниці від нижнього краю прорізу до рівня 0,7Н виконані пази круглою фрезою радіусом 20мм. Глибина паза зменшується від максимального значення (радіус 20мм) вгорі, до мінімального - на рівні закінчення 6 паза, тобто 0,7Н, - радіус 5мм. Пази і прорви виконані тільки по вузьких гранях. Загальна кількість прорізів і пазів - 4. В прорізи встановлені вставки листового металу із Сталі 20, товщиною 12мм, що мають заокруглення радіусом 7мм. Дана конструкція пройшла опробування в умовах розливання сталі марки 3 КП. Попередні випробування дослідних виливниць показали порівняно з валовими виливницями (таких же габаритних розмірів і розважування злитків, але без прорізів), наступні результати: Максимальний ресурс роботи виливниці до моменту відбраковування їх по дефекту «подовжні тріщини»: Тип виливниці валова У-1Б дослідна №1 дослідна №2 Кількість наливань: до 1-го ремонту 42 65 63 При огляді дефектів після закінчення експлуатації дослідні виливниці мали меншу кількість і глибину розповсюдження подовжніх тріщин як по зовнішній, так і по внутрішній робочій поверхні стінок виливниць. Загальна кількість наливань при експлуатації дозволяє однозначно констатувати зменшення процесу тріщиноутворення. Комп’ютерна верстка А. Крулевський Загальна стійкість 91 147 140 Таким чином, застосування запропонованої корисної моделі дозволяє за рахунок зміни конструкції добитися зменшення напруги у верхній частині виливниці, що забезпечує значне зменшення тріщиноутворення в стінках і збільшує ресурс роботи виливниці. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mould for casting ingots
Автори англійськоюLoza Arkadii Vasyliovych, Shyshkin Volodymyr Viktorovych
Назва патенту російськоюИзложница для отливки слитков
Автори російськоюЛоза Аркадий Васильевич, Шишкин Владимир Викторович
МПК / Мітки
МПК: B22D 7/00
Мітки: злитків, виливниця, відливання
Код посилання
<a href="https://ua.patents.su/3-26514-vilivnicya-dlya-vidlivannya-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Виливниця для відливання злитків</a>
Виливниця для відливання злитків
Номер патенту: 13809
Опубліковано: 17.04.2006
Автори: Алієв Іграмотдін Серажутдінович, Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: виливниця, злитків, відливання
Формула / Реферат:
Виливниця для відливання зливків, яка має у верхній частині кільцеподібну порожнину, що складається з двох частин корпусу і кожуха, яка теплоізолює бічну поверхню, а піддон і нижня частина виливниці інтенсивно охолоджуються, яка відрізняється тим, що співвідношення висоти H до його діаметра D складає H/D=0,3…0,5, а бічна поверхня виливниці теплоізолюється на всю висоту.
Виливниця для відливання зливків
Номер патенту: 21205
Опубліковано: 15.03.2007
Автор: Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: відливання, зливків, виливниця
Формула / Реферат:
Виливниця для відливання зливків, що складається з кожуха і корпусу, які утворюють кільцеподібну порожнину, яка відрізняється тим, що співвідношення висоти корпусу виливниці Н до її діаметра D дорівнює Н/D=0,3-0,5, при цьому відсутні прибуткова та донна частини.
Виливниця для відливання зливків
Номер патенту: 65962
Опубліковано: 15.04.2004
Автори: Михайленко Борис Омелянович, Олешко Віктор Михайлович, Алієв Іграмотдін Серажутдінович, Соколов Лев Миколайович, Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: відливання, виливниця, зливків
Формула / Реферат:
Виливниця для відливання зливків, що містить у верхній частині кільцеподібну порожнину, яка відрізняється тим, що виливниця складається з двох частин корпусу і кожуха, що утворюють порожнину, яка теплоізолює бічну поверхню, висота якої дорівнює 0,6...0,8 висоти тіла зливка, а піддон і нижня частина виливниці інтенсивно охолоджуються.
Виливниця для відливання зливків

Номер патенту: 10134
Опубліковано: 15.11.2005
Автори: Алієв Іграмотдін Серажутдінович, Марков Олег Євгенійович, Шульженко Олександра Вікторівна, Маркова Марина Олександрівна
МПК: B22D 7/06
Мітки: відливання, виливниця, зливків
Формула / Реферат:
Виливниця для відливання зливків, що містить увігнуту теплоізолюючу бічну поверхню (по типу однопорожнинного гіперболоїда обертання) зі стрілою прогину а=0,08...0,12, яка відрізняється тим, що піддон виливниці має канали для інтенсивного його охолодження і відводу тепла.
Виливниця для відливання зливків
Номер патенту: 12876
Опубліковано: 15.03.2006
Автори: Шульженко Олександра Вікторівна, Марков Олег Євгенійович, Маркова Марина Олександрівна, Алієв Іграмотдін Серажутдінович
МПК: B22D 7/06
Мітки: відливання, виливниця, зливків
Формула / Реферат:
Виливниця для відливання зливків, що складається з кожуха і корпуса, які утворюють кільцеподібну порожнину, яка відрізняється тим, що висота цієї порожнини дорівнює висоті корпуса виливниці, а також вона не містить додаткової надставки.
Попередній патент: Інструмент для ковальського протягування без розширення
Наступний патент: Сепаратор
Випадковий патент: Етикетка