Інструмент для ковальського протягування без розширення
Номер патенту: 26513
Опубліковано: 25.09.2007
Автори: Каргін Борис Сергійович, Діамантопуло Юлія Костянтинівна, Діамантопуло Костянтин Костянтинович, Стрегло Анастасій Костянтинович

Формула / Реферат
1. Інструмент для ковальського протягування без розширення, що містить верхній та нижній бійники, вузли кріплення бійників до столу і рухомої траверси преса або перехідних плит, який відрізняється тим, що верхній бійник виконано складеним із нерухомої відносно інших центральної частини, з якою рухливо скріплені по бічних поверхнях і контактують та мають можливість вертикального переміщення дві однакові частини, які мають форму прямокутного паралелепіпеда і висота яких дорівнює висоті центральної частини, причому вільні поверхні цих частин, які протилежні поверхням контакту з центральною частиною, з'єднані з рухомими у вертикальному напрямку обмежувачами розширення при протягуванні, які мають внутрішні вертикальні робочі поверхні і протилежні їм опорні нахилені поверхні з ухилом від центральної частини і відповідні цим поверхням поверхні, виконані у нижньому бійнику.
2. Інструмент для ковальського протягування без розширення за п. 1, який відрізняється тим, що оснащений загальним фіксатором рухомих частин верхнього бійника у стані, який відтворює плоску робочу поверхню верхнього бійника.
Текст
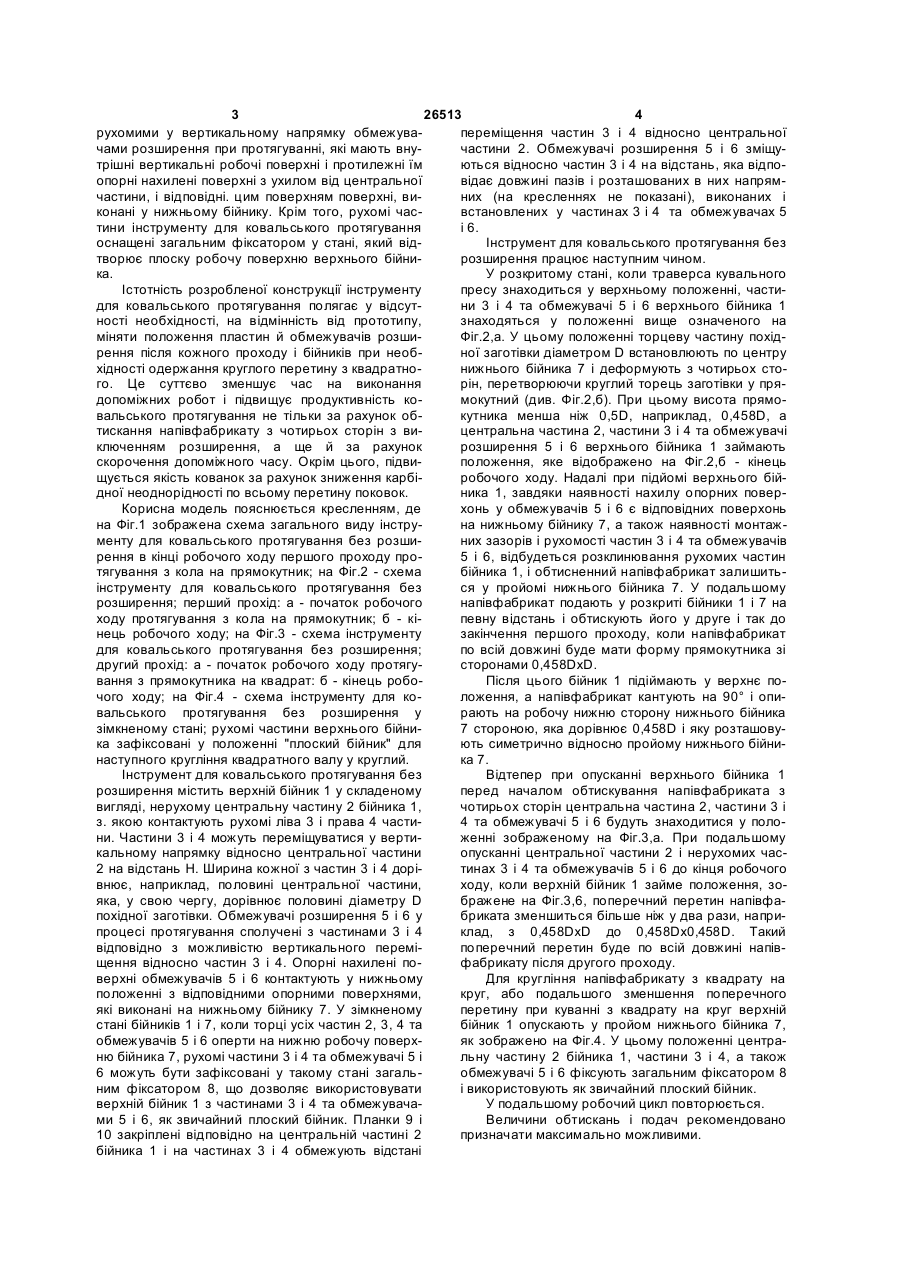
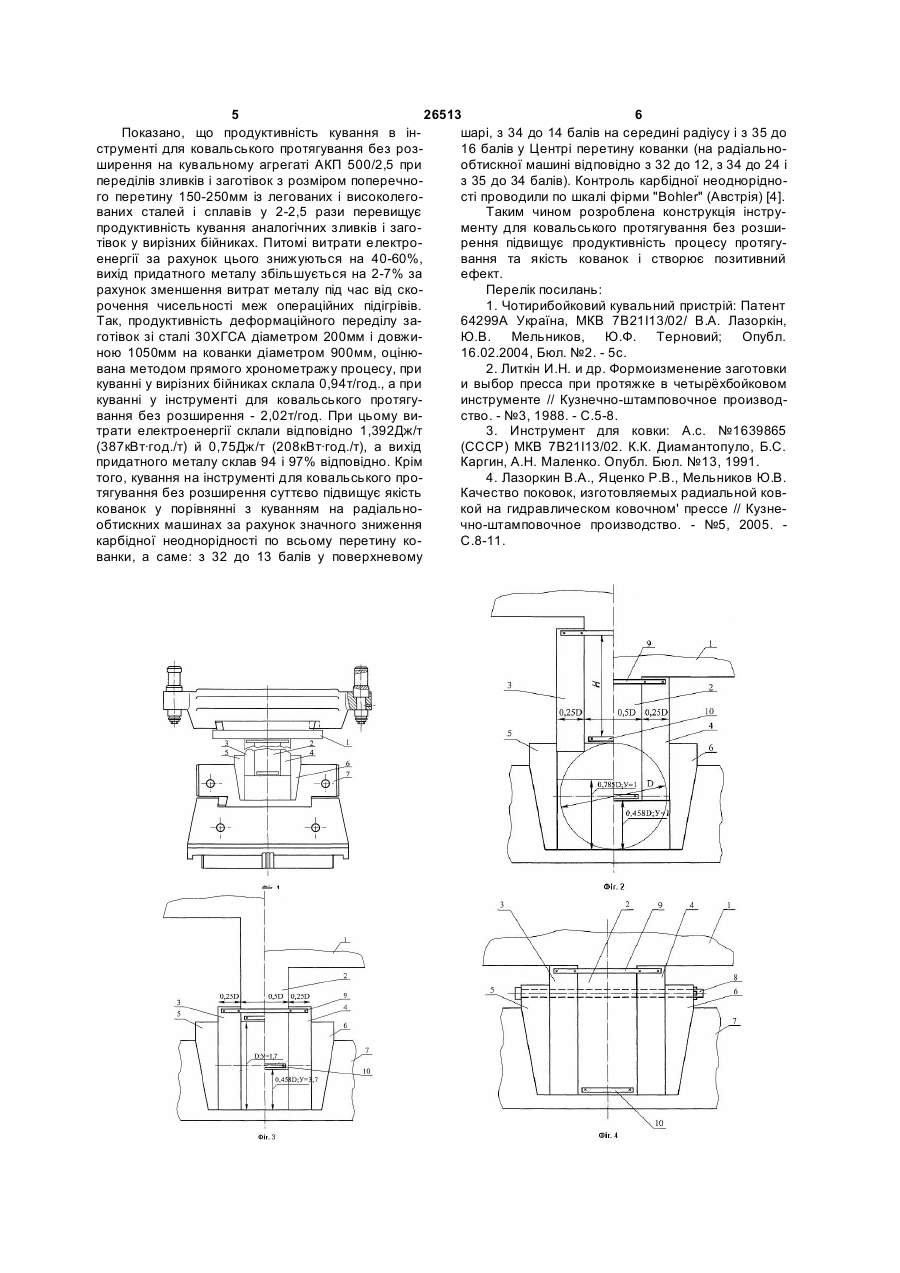
1. Інструмент для ковальського протягування без розширення, що містить верхній та нижній бійники, вузли кріплення бійників до столу і рухомої траверси преса або перехідних плит, який відрізняється тим, що верхній бійник виконано складеним із нерухомої відносно інших центральної частини, з якою рухливо скріплені по бічних поверхнях і контактують та мають можливість вертикального 3 26513 4 переміщення частин 3 і 4 відносно центральної рухомими у вертикальному напрямку обмежувачастини 2. Обмежувачі розширення 5 і 6 зміщучами розширення при протягуванні, які мають внуються відносно частин 3 і 4 на відстань, яка відпотрішні вертикальні робочі поверхні і протилежні їм відає довжині пазів і розташованих в них напрямопорні нахилені поверхні з ухилом від центральної них (на кресленнях не показані), виконаних і частини, і відповідні. цим поверхням поверхні, вивстановлених у частинах 3 і 4 та обмежувачах 5 конані у нижньому бійнику. Крім того, рухомі часі 6. тини інструменту для ковальського протягування Інструмент для ковальського протягування без оснащені загальним фіксатором у стані, який відрозширення працює наступним чином. творює плоску робочу поверхню верхнього бійниУ розкритому стані, коли траверса кувального ка. пресу знаходиться у верхньому положенні, частиІстотність розробленої конструкції інструменту ни 3 і 4 та обмежувачі 5 і 6 верхнього бійника 1 для ковальського протягування полягає у відсутзнаходяться у положенні вище означеного на ності необхідності, на відмінність від прототипу, Фіг.2,а. У цьому положенні торцеву частину похідміняти положення пластин й обмежувачів розшиної заготівки діаметром D встановлюють по центру рення після кожного проходу і бійників при необнижнього бійника 7 і деформують з чотирьох стохідності одержання круглого перетину з квадратнорін, перетворюючи круглий торець заготівки у пряго. Це суттєво зменшує час на виконання мокутний (див. Фіг.2,б). При цьому висота прямодопоміжних робот і підвищує продуктивність кокутника менша ніж 0,5D, наприклад, 0,458D, а вальського протягування не тільки за рахунок обцентральна частина 2, частини 3 і 4 та обмежувачі тискання напівфабрикату з чотирьох сторін з вирозширення 5 і 6 верхнього бійника 1 займають ключенням розширення, а ще й за рахунок положення, яке відображено на Фіг.2,б - кінець скорочення допоміжного часу. Окрім цього, підвиробочого ходу. Надалі при підйомі верхнього бійщується якість кованок за рахунок зниження карбіника 1, завдяки наявності нахилу опорних повердної неоднорідності по всьому перетину поковок. хонь у обмежувачів 5 і 6 є відповідних поверхонь Корисна модель пояснюється кресленням, де на нижньому бійнику 7, а також наявності монтажна Фіг.1 зображена схема загального виду інструних зазорів і рухомості частин 3 і 4 та обмежувачів менту для ковальського протягування без розши5 і 6, відбудеться розклинювання рухомих частин рення в кінці робочого ходу першого проходу пробійника 1, і обтисненний напівфабрикат залишитьтягування з кола на прямокутник; на Фіг.2 - схема ся у пройомі нижнього бійника 7. У подальшому інструменту для ковальського протягування без напівфабрикат подають у розкриті бійники 1 і 7 на розширення; перший прохід: а - початок робочого певну відстань і обтискують його у друге і так до ходу протягування з кола на прямокутник; б - кізакінчення першого проходу, коли напівфабрикат нець робочого ходу; на Фіг.3 - схема інструменту по всій довжині буде мати форму прямокутника зі для ковальського протягування без розширення; сторонами 0,458DxD. другий прохід: а - початок робочого ходу протягуПісля цього бійник 1 підіймають у верхнє повання з прямокутника на квадрат: б - кінець роболоження, а напівфабрикат кантують на 90° і опичого ходу; на Фіг.4 - схема інструменту для корають на робочу нижню сторону нижнього бійника вальського протягування без розширення у 7 стороною, яка дорівнює 0,458D і яку розташовузімкненому стані; рухомі частини верхнього бійниють симетрично відносно пройому нижнього бійника зафіксовані у положенні "плоский бійник" для ка 7. наступного кругління квадратного валу у круглий. Відтепер при опусканні верхнього бійника 1 Інструмент для ковальського протягування без перед началом обтискування напівфабриката з розширення містить верхній бійник 1 у складеному чотирьох сторін центральна частина 2, частини 3 і вигляді, нерухому центральну частину 2 бійника 1, 4 та обмежувачі 5 і 6 будуть знаходитися у полоз. якою контактують рухомі ліва 3 і права 4 частиженні зображеному на Фіг.3,а. При подальшому ни. Частини 3 і 4 можуть переміщуватися у вертиопусканні центральної частини 2 і нерухомих часкальному напрямку відносно центральної частини тинах 3 і 4 та обмежувачів 5 і 6 до кінця робочого 2 на відстань Н. Ширина кожної з частин 3 і 4 доріходу, коли верхній бійник 1 займе положення, зовнює, наприклад, половині центральної частини, бражене на Фіг.3,6, поперечний перетин напівфаяка, у свою чергу, дорівнює половині діаметру D бриката зменшиться більше ніж у два рази, наприпохідної заготівки. Обмежувачі розширення 5 і 6 у клад, з 0,458DxD до 0,458Dx0,458D. Такий процесі протягування сполучені з частинами 3 і 4 поперечний перетин буде по всій довжині напіввідповідно з можливістю вертикального переміфабрикату після другого проходу. щення відносно частин 3 і 4. Опорні нахилені поДля кругління напівфабрикату з квадрату на верхні обмежувачів 5 і 6 контактують у нижньому круг, або подальшого зменшення поперечного положенні з відповідними опорними поверхнями, перетину при куванні з квадрату на круг верхній які виконані на нижньому бійнику 7. У зімкненому бійник 1 опускають у пройом нижнього бійника 7, стані бійників 1 і 7, коли торці усіх частин 2, 3, 4 та як зображено на Фіг.4. У цьому положенні центраобмежувачів 5 і 6 оперти на нижню робочу поверхльну частину 2 бійника 1, частини 3 і 4, а також ню бійника 7, рухомі частини 3 і 4 та обмежувачі 5 і обмежувачі 5 і 6 фіксують загальним фіксатором 8 6 можуть бути зафіксовані у такому стані загальі використовують як звичайний плоский бійник. ним фіксатором 8, що дозволяє використовувати У подальшому робочий цикл повторюється. верхній бійник 1 з частинами 3 і 4 та обмежувачаВеличини обтискань і подач рекомендовано ми 5 і 6, як звичайний плоский бійник. Планки 9 і призначати максимально можливими. 10 закріплені відповідно на центральній частині 2 бійника 1 і на частинах 3 і 4 обмежують відстані 5 26513 6 Показано, що продуктивність кування в іншарі, з 34 до 14 балів на середині радіусу і з 35 до струменті для ковальського протягування без роз16 балів у Центрі перетину кованки (на радіальноширення на кувальному агрегаті АКП 500/2,5 при обтискної машині відповідно з 32 до 12, з 34 до 24 і переділів зливків і заготівок з розміром поперечноз 35 до 34 балів). Контроль карбідної неоднорідного перетину 150-250мм із легованих і високолегості проводили по шкалі фірми "Bohler" (Австрія) [4]. ваних сталей і сплавів у 2-2,5 рази перевищує Таким чином розроблена конструкція інструпродуктивність кування аналогічних зливків і загоменту для ковальського протягування без розшитівок у вирізних бійниках. Питомі витрати електрорення підвищує продуктивність процесу протягуенергії за рахунок цього знижуються на 40-60%, вання та якість кованок і створює позитивний вихід придатного металу збільшується на 2-7% за ефект. рахунок зменшення витрат металу під час від скоПерелік посилань: рочення чисельності меж операційних підігрівів. 1. Чотирибойковий кувальний пристрій: Патент Так, продуктивність деформаційного переділу за64299А Україна, МКВ 7В21I13/02/ В.А. Лазоркін, готівок зі сталі 30ХГСА діаметром 200мм і довжиЮ.В. Мельников, Ю.Ф. Терновий; Опубл. ною 1050мм на кованки діаметром 900мм, оціню16.02.2004, Бюл. №2. - 5с. вана методом прямого хронометражу процесу, при 2. Литкін И.Н. и др. Формоизменение заготовки куванні у вирізних бійниках склала 0,94т/год., а при и выбор пресса при протяжке в четырёхбойковом куванні у інструменті для ковальського протягуинструменте // Кузнечно-штамповочное производвання без розширення - 2,02т/год. При цьому виство. - №3, 1988. - С.5-8. трати електроенергії склали відповідно 1,392Дж/т 3. Инструмент для ковки: А.с. №1639865 (387кВт·год./т) й 0,75Дж/т (208кВт·год./т), а вихід (СССР) МКВ 7В21I13/02. К.К. Диамантопуло, Б.С. придатного металу склав 94 і 97% відповідно. Крім Каргин, А.Н. Маленко. Опубл. Бюл. №13, 1991. того, кування на інструменті для ковальського про4. Лазоркин В.А., Яценко Р.В., Мельников Ю.В. тягування без розширення суттєво підвищує якість Качество поковок, изготовляемых радиальной ковкованок у порівнянні з куванням на радіальнокой на гидравлическом ковочном' прессе // Кузнеобтискних машинах за рахунок значного зниження чно-штамповочное производство. - №5, 2005. карбідної неоднорідності по всьому перетину коС.8-11. ванки, а саме: з 32 до 13 балів у поверхневому 7 Комп’ютерна верстка М. Мацело 26513 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for forge drawing without expansion
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Kargin Borys Serhiiovych, Strehlo Anastasii Kostiantynovych, Diamantopulo Yulia Kostiantynivna
Назва патенту російськоюИнструмент для кузнечного протягивания без расширения
Автори російськоюДиамантопуло Константин Константинович, Каргин Борис Сергеевич, Стрегло Анастасий Константинович, Диамантопуло Юлия Константиновна
МПК / Мітки
МПК: B21J 13/02
Мітки: протягування, ковальського, розширення, інструмент
Код посилання
<a href="https://ua.patents.su/4-26513-instrument-dlya-kovalskogo-protyaguvannya-bez-rozshirennya.html" target="_blank" rel="follow" title="База патентів України">Інструмент для ковальського протягування без розширення</a>
Спосіб осаджування ковальського зливка
Номер патенту: 20770
Опубліковано: 15.02.2007
Автори: Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович, Марков Олег Євгенійович
МПК: B21J 1/04
Мітки: спосіб, осаджування, ковальського, зливка
Формула / Реферат:
Спосіб осаджування ковальського зливка між двома плитами, який відрізняється тим, що осадження зливка здійснюється верхньою осаджувальною плитою з отвором domв=(0,5-0,8)Dзаг, причому зливок осаджується з прибутковою частиною.
Спосіб ковальського витягнення заготовки в чотирибойковому кувальному пристрої з механізмом подавання
Номер патенту: 45725
Опубліковано: 15.04.2002
Автори: Терновий Юрій Федорович, Бедросова Лариса Василівна, Артамонов Юрій Вікторович, Безкровний Михайло Григорович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: механізмом, подавання, пристрої, чотирибойковому, заготовки, витягнення, спосіб, кувальному, ковальського
Формула / Реферат:
Спосіб ковальського витягнення заготовок в чотирибойковому кувальному пристрої з механізмом подавання, який включає деформування ділянок заготовки в радіальному напрямку в кувальному пристрої та подавання заготовки між деформуваннями в осьовому напрямку механізмом подавання, який відрізняється тим, що одночасно з деформуванням ділянок заготовки в радіальному напрямку, здійснюють деформування розтягненням недеформованих в радіальному напрямку...
Спосіб протягування труб
Номер патенту: 45042
Опубліковано: 15.03.2002
Автори: Бегма Микола Дмитрович, Беліков Юрій Михайлович, Хаустов Георгій Йосипович, Ханін Марк Ісакович, Кірсанов Микола Васильович, Науменко Сергій Григорович, Товпінець Олександр Адольфович, Шишо Юрій Георгійович, Кекух Станіслав Миколайович, Атанасов Сергій Васильович, Смолін Олексій Миколайович, Головін Федір Евгенович, Кононенко Анатолій Петрович, Одінцов Борис Петрович, Колповський Володимир Миколайович, Демурджан Михайло Олександрович, Фельдман Олександр Ісакович, Григоренко Володимир Устинович, Лагутін Борис Миколаєвич, Головачов Володимир Якович, Вишинський Валерій Трофимович, Чигиринський Юрій Васильович, Данченко Валентин Миколайович
МПК: B21C 1/00
Мітки: труб, протягування, спосіб
Формула / Реферат:
Спосіб протягування труб, при якому здійснюють забивання головок, термічну обробку трубних заготовок, нагрівання заготовок, нанесення на них твердого порошкового мастила та протягування через матрицю, який відрізняється тим, що нагрівання поєднують з термічною обробкою, причому температуру (Т) заготовок у момент подачі їх у волочильну матрицю встановлюють з наступного співвідношення:
Привід гідравлічного ковальського преса
Номер патенту: 17617
Опубліковано: 16.10.2006
Автори: Корчак Олена Сергіївна, Шинкаренко Олег Михайлович
МПК: B21J 9/00
Мітки: привід, ковальського, преса, гідравлічного
Формула / Реферат:
Привід гідравлічного ковальського преса, що містить робочі, зворотні та зрівноважувальні циліндри, траверсу, стіл преса, наповнювально-зливний клапан з сервоприводом, наповнювально-зливний бак, акумулятор, гідророзподільники керування робочими та зворотними циліндрами з регулюючими клапанами та системою керування їх дією, систему гідроліній, який відрізняється тим, що наповнювально-зливний клапан оснащений індивідуальним слідкуючим...
Пристрій для протягування фала
Номер патенту: 36478
Опубліковано: 16.04.2001
Автори: Сміт Крейг Ф., Савенко Юрій Миколайович, Роуланд Марк Стефан, Карпачов Юрій Андрійович, Анупрієнко Геннадій Єфремович
МПК: H02G 1/02
Мітки: пристрій, фала, протягування
Текст:
...рухомому кронштейні 7, що з’єднаний з корпусом за допомогою шарніра 8. Між корпусом 1 та рухомим кронштейном 7 встановлена розтискуюча пружина 9, а притискуюче пристосування 5 споряджено рухомим фіксатором 10. Притискуючі ролики 3 кінематично зв’язані з тяговими 2 за допомогою карданових шарнірів 11 та зубчастих коліс 12, що забезпечують поворот рухомого кронштейна 7 відносно корпусу 1 та синхронне обертання тягових 2 та притискуючих 3...
Попередній патент: Спосіб керування тепловим режимом нагрівальної методичної печі
Наступний патент: Виливниця для відливання злитків
Випадковий патент: Пристрій для здрібнення порохової трубки