Спосіб прокатки-поділу сортових заготівок
Номер патенту: 26922
Опубліковано: 10.10.2007
Автори: Нєфєдьєв Сергій Павлович, Нєфєдьєв Олександр Сергійович, Нечепоренко Володимир Андрійович
Формула / Реферат
1. Спосіб прокатки-поділу сортових заготівок, що включає формування багатониткового розкату, у якому окремі нитки мають квадратний або інший профіль (круглий, овальний, ромбічний і т.д.), руйнування сполучних перемичок, який відрізняється тим, що формування багатониткового розкату й руйнування сполучних перемичок здійснюють за один прохід у чотиривалковій кліті з валками східчастої форми.
2. Спосіб за п. 1, який відрізняється тим, що осі обертання відповідних пар валків виконують лежачими в одній вертикальній площині й пересічними одна з одною під кутом 90°.
3. Спосіб за п. 1, який відрізняється тим, що осі обертання відповідних пар валків можуть бути виконаними лежачими в одній вертикальній площині й пересічними одна з одною під кутом, меншим 90°.
4. Спосіб за п. 1, який відрізняється тим, що щаблі валків виготовляють утворюючими калібри квадратної форми або іншої форми (ромбічної, круглої й т.д.).
5. Спосіб за п. 1, який відрізняється тим, що площини, у яких лежать осі обертання відповідних пар валків, розміщують симетрично стосовно лінії прокатки під кутом, меншим 90°.
6. Спосіб за пп. 1, 5, який відрізняється тим, що площини, у яких лежать осі обертання відповідних пар валків, розміщують симетрично стосовно лінії прокатки під кутом 75-89°.
Текст
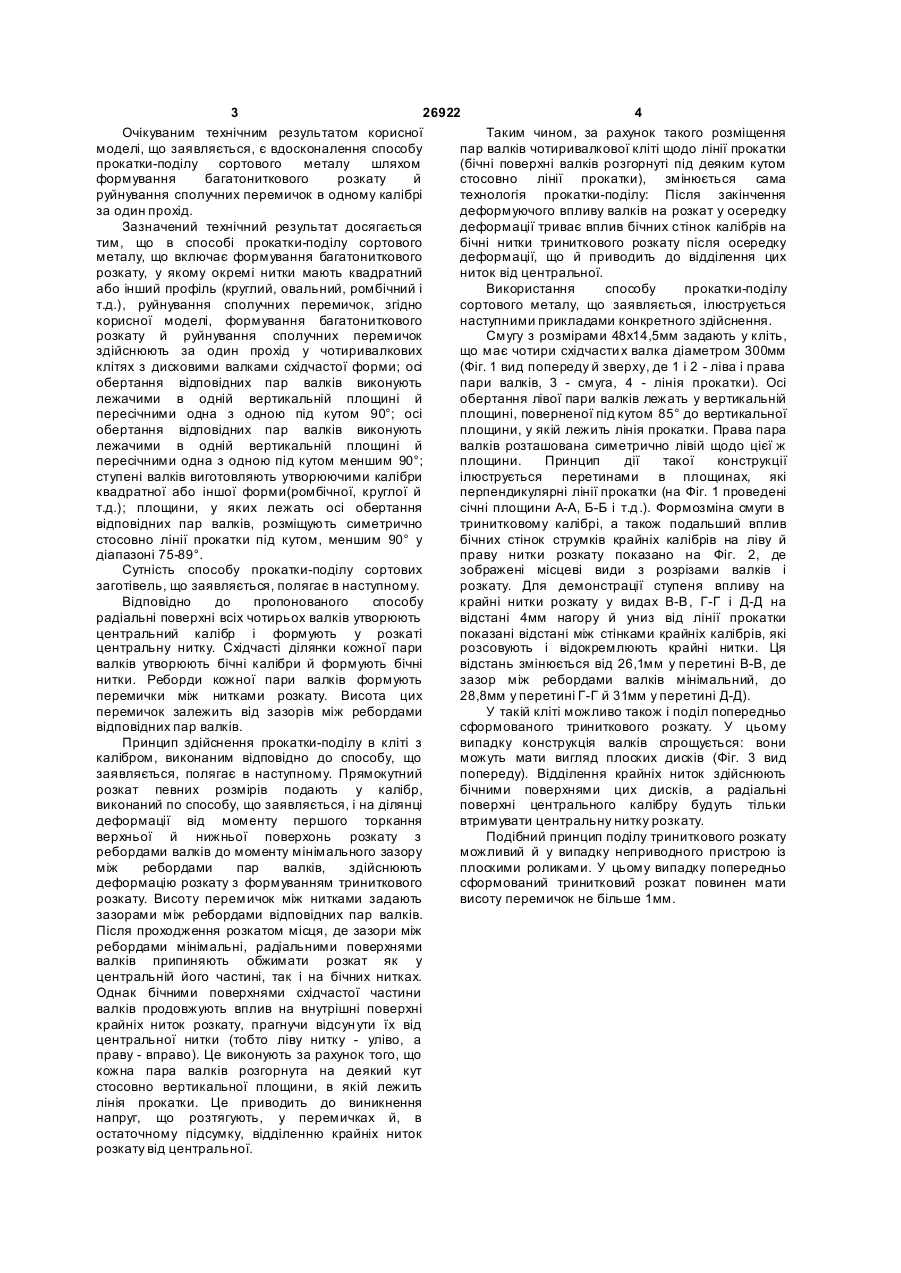
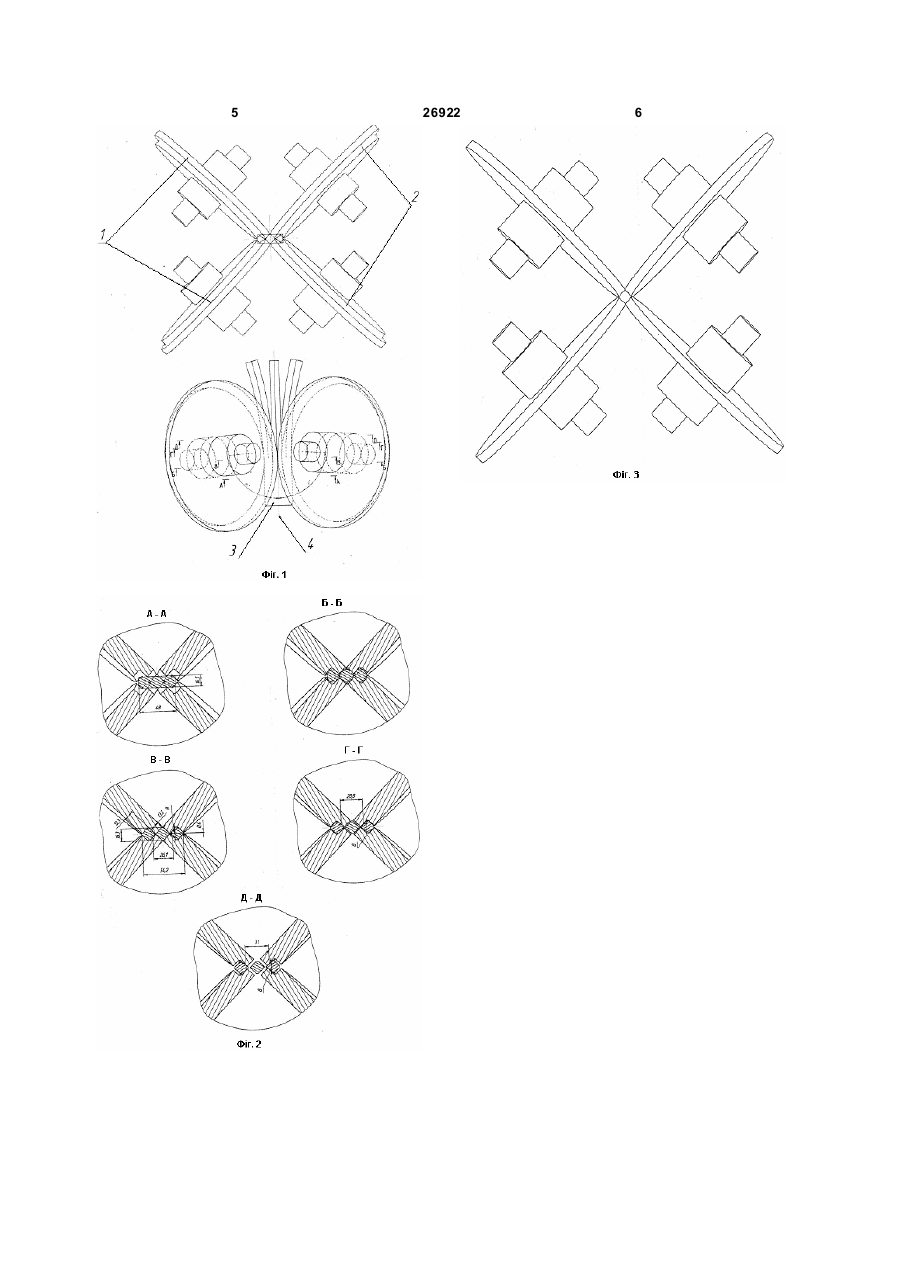
1. Спосіб прокатки-поділу сортових заготівок, що включає формування багатониткового розкату, у якому окремі нитки мають квадратний або інший профіль (круглий, овальний, ромбічний і т.д.), руйнування сполучних перемичок, який відрізняє ться тим, що формування багатониткового розкату й руйн ування сполучних перемичок здійснюють за один прохід у чотиривалковій кліті з валками східчастої форми. 2. Спосіб за п. 1, який відрізняється тим, що осі обертання відповідних пар валків виконують 3 26922 4 Очікуваним технічним результатом корисної Таким чином, за рахунок такого розміщення моделі, що заявляється, є вдосконалення способу пар валків чотиривалкової кліті щодо лінії прокатки прокатки-поділу сортового металу шляхом (бічні поверхні валків розгорнуті під деяким кутом формування багатониткового розкату й стосовно лінії прокатки), змінюється сама руйнування сполучних перемичок в одному калібрі технологія прокатки-поділу: Після закінчення за один прохід. деформуючого впливу валків на розкат у осередку Зазначений технічний результат досягається деформації триває вплив бічних стінок калібрів на тим, що в способі прокатки-поділу сортового бічні нитки триниткового розкату після осередку металу, що включає формування багатониткового деформації, що й приводить до відділення цих розкату, у якому окремі нитки мають квадратний ниток від центральної. або інший профіль (круглий, овальний, ромбічний і Використання способу прокатки-поділу т.д.), руйнування сполучних перемичок, згідно сортового металу, що заявляється, ілюструється корисної моделі, формування багатониткового наступними прикладами конкретного здійснення. розкату й руйнування сполучних перемичок Смугу з розмірами 48x14,5мм задають у кліть, здійснюють за один прохід у чотиривалкових що має чотири східчасти х валка діаметром 300мм клітях з дисковими валками східчастої форми; осі (Фіг. 1 вид попереду й зверху, де 1 і 2 - ліва і права обертання відповідних пар валків виконують пари валків, 3 - смуга, 4 - лінія прокатки). Осі лежачими в одній вертикальній площині й обертання лівої пари валків лежать у вертикальній пересічними одна з одною під кутом 90°; осі площині, поверненої під кутом 85° до вертикальної обертання відповідних пар валків виконують площини, у якій лежить лінія прокатки. Права пара лежачими в одній вертикальній площині й валків розташована симетрично лівій щодо цієї ж пересічними одна з одною під кутом меншим 90°; площини. Принцип дії такої конструкції ступені валків виготовляють утворюючими калібри ілюструється перетинами в площинах, які квадратної або іншої форми(ромбічної, круглої й перпендикулярні лінії прокатки (на Фіг. 1 проведені т.д.); площини, у яких лежать осі обертання січні площини А-А, Б-Б і т.д.). Формозміна смуги в відповідних пар валків, розміщують симетрично тринитковому калібрі, а також подальший вплив стосовно лінії прокатки під кутом, меншим 90° у бічних стінок струмків крайніх калібрів на ліву й діапазоні 75-89°. праву нитки розкату показано на Фіг. 2, де Сутність способу прокатки-поділу сортових зображені місцеві види з розрізами валків і заготівель, що заявляється, полягає в наступному. розкату. Для демонстрації ступеня впливу на Відповідно до пропонованого способу крайні нитки розкату у видах В-В, Г-Г і Д-Д на радіальні поверхні всіх чотирьох валків утворюють відстані 4мм нагору й униз від лінії прокатки центральний калібр і формують у розкаті показані відстані між стінками крайніх калібрів, які центральну нитку. Східчасті ділянки кожної пари розсовують і відокремлюють крайні нитки. Ця валків утворюють бічні калібри й формують бічні відстань змінюється від 26,1мм у перетині В-В, де нитки. Реборди кожної пари валків формують зазор між ребордами валків мінімальний, до перемички між нитками розкату. Висота цих 28,8мм у перетині Г-Г й 31мм у перетині Д-Д). перемичок залежить від зазорів між ребордами У такій кліті можливо також і поділ попередньо відповідних пар валків. сформованого триниткового розкату. У цьому Принцип здійснення прокатки-поділу в кліті з випадку конструкція валків спрощується: вони калібром, виконаним відповідно до способу, що можуть мати вигляд плоских дисків (Фіг. 3 вид заявляється, полягає в наступному. Прямокутний попереду). Відділення крайніх ниток здійснюють розкат певних розмірів подають у калібр, бічними поверхнями цих дисків, а радіальні виконаний по способу, що заявляється, і на ділянці поверхні центрального калібру будуть тільки деформації від моменту першого торкання втримувати центральну нитку розкату. верхньої й нижньої поверхонь розкату з Подібний принцип поділу триниткового розкату ребордами валків до моменту мінімального зазору можливий й у випадку неприводного пристрою із між ребордами пар валків, здійснюють плоскими роликами. У цьому випадку попередньо деформацію розкату з формуванням триниткового сформований тринитковий розкат повинен мати розкату. Висоту перемичок між нитками задають висоту перемичок не більше 1мм. зазорами між ребордами відповідних пар валків. Після проходження розкатом місця, де зазори між ребордами мінімальні, радіальними поверхнями валків припиняють обжимати розкат як у центральній його частині, так і на бічних нитках. Однак бічними поверхнями східчастої частини валків продовжують вплив на внутрішні поверхні крайніх ниток розкату, прагнучи відсун ути їх від центральної нитки (тобто ліву нитку - уліво, а праву - вправо). Це виконують за рахунок того, що кожна пара валків розгорнута на деякий кут стосовно вертикальної площини, в якій лежить лінія прокатки. Це приводить до виникнення напруг, що розтягують, у перемичках й, в остаточному підсумку, відділенню крайніх ниток розкату від центральної. 5 26922 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling-dividing of profiles billets
Автори англійськоюNiefiediev Oleksandr Serhiiovych, Nefediev Oleksandr Serhiiovych, Niefiediev Serhii Pavlovych, Necheporenko Volodymyr Andriiovych
Назва патенту російськоюСпособ прокатки-деления сортовых заготовок
Автори російськоюНефедьев Александр Сергеевич, Нефедьев Сергей Павлович, Нечепоренко Владимир Андреевич
МПК / Мітки
Мітки: прокатки-поділу, сортових, спосіб, заготівок
Код посилання
<a href="https://ua.patents.su/3-26922-sposib-prokatki-podilu-sortovikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки-поділу сортових заготівок</a>
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Нечепоренко Володимир Андрійович, Солод Володимир Сергійович, Нєфєдьєв Сергій Павлович, Бенецький Олексій Геннадійович, Нєфєдьєв Олександр Сергійович
Мітки: прокатування-розділяння, сортових, заготівок, спосіб
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
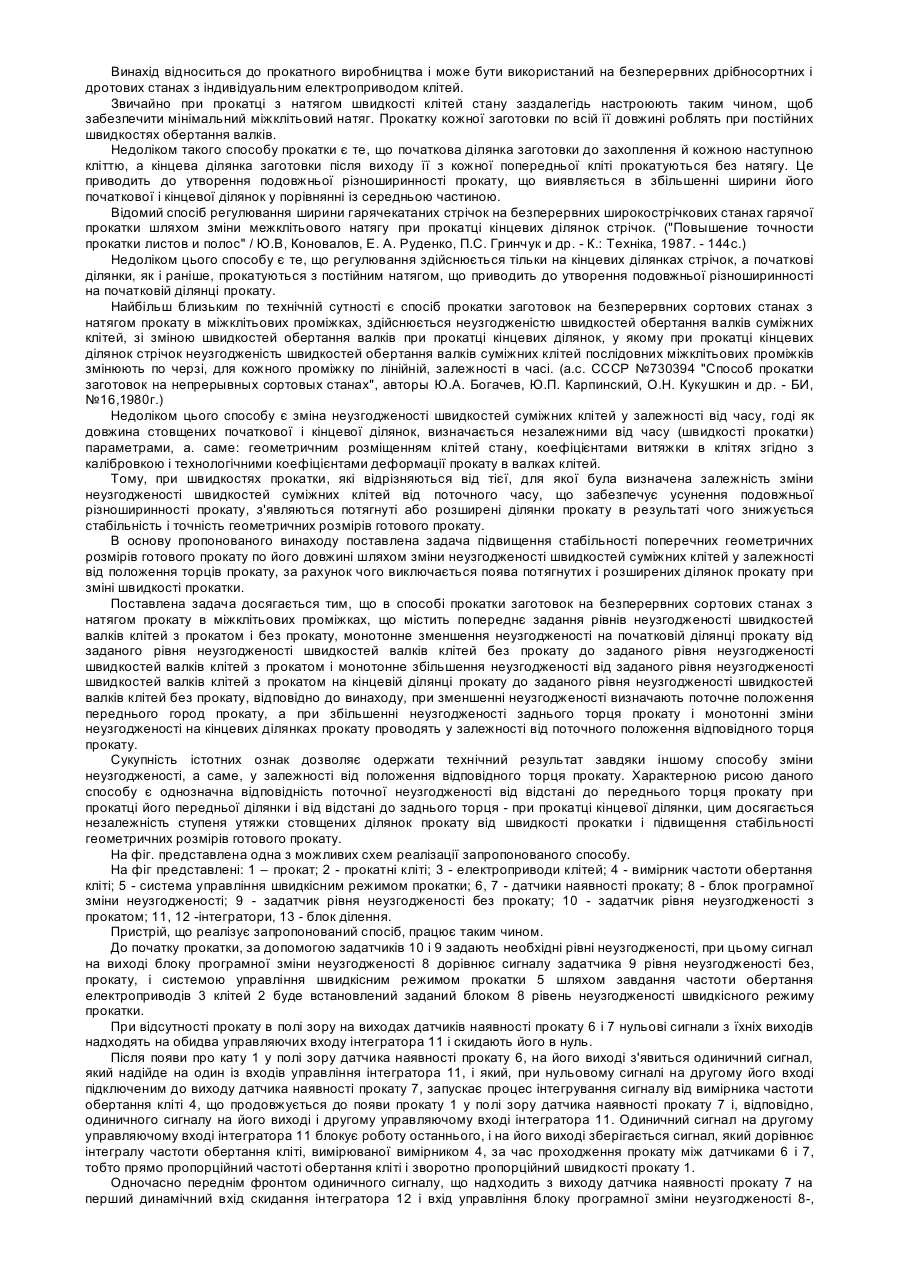
Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 69791
Опубліковано: 15.09.2004
Автори: Сокуренко Анатолій Валентинович, Чигринський Володимир Олександрович, Шеремет Володимир Олександрович, Карпинський Юрій Пантелеймонович, Куваєв Володимир Миколайович, Костюченко Михайло Іванович
МПК: B21B 1/16
Мітки: сортових, станах, безперервних, заготовок, спосіб, прокатки
Формула / Реферат:
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що включає попереднє задання рівнів неузгодженості швидкостей валків клітей з прокатом і без прокату, монотонне зменшення неузгодженості на початковій ділянці прокату від заданого рівня неузгодженості швидкостей валків клітей без прокату до заданого рівня неузгодженості швидкостей валків клітей із прокатом і монотонне збільшення...
Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 6982
Опубліковано: 15.06.2005
Автори: Чигринський Володимир Олександрович, Карпинський Юрій Пантелеймонович, Костюченко Михайло Іванович, Куваєв Володимир Миколайович, Криворучко Павло Петрович, Шеремет Володимир Олександрович, Кокшаров Олександр Миколайович, Блохін Дмитро Парфірйович, Іванов Дмитро Олексійович, Бабенко Михайло Антонович, Квашин Валерій Миколайович, Політов Ігор Вітальйович, Сокуренко Анатолій Валентинович
МПК: B21B 1/16
Мітки: спосіб, сортових, безперервних, прокатки, заготовок, станах
Формула / Реферат:
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що містить попереднє завдання рівня неузгодженості швидкостей обертання валків суміжних клітей, монотонне зменшення неузгодженості на початковій ділянці прокату до заданого рівня і монотонне збільшення неузгодженості від заданого рівня на кінцевій ділянці прокату, який відрізняється тим, що роздільно задають максимальні рівні неузгодженості...
Спосіб прокатки заготівок розділенням
Номер патенту: 65645
Опубліковано: 15.04.2004
Автори: Бандаренка Аляксандр Мікалаєвіч, Дзьяченка Юрий Уладзіміравіч, Гуляєу Міхаіл Паулавіч, Філіпау Вадзім Уладзіміравіч, Цішчанка Уладзімір Андрєявіч
МПК: B21B 1/02
Мітки: розділенням, заготівок, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки заготівок розділенням, згідно з яким, нагріту заготівку прокатують послідовно в ящичному, ромбовому і діагональному квадратному калібрах прокатного стану, який відрізняється тим, що після ящичного калібру заготівку прокатують в фасонному розрізному калібрі, що має форму двох овалів, сполучених перетинкою, а потім в ромбовому і діагональному квадратних калібрах, виконаних у вигляді двох розкатів, з'єднаних перетинкою, при цьому...
Спосіб прокатки заготівок
Номер патенту: 7901
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Бабанко Михайло Антонович, Нечепоренко Володимир Андрійович, Дишковець Геннадій Анатолійович, Левічев Павло Олексійович, Тільга Степан Сергійович, Максаков Анатолій Іванович, Костюченко Михайло Іванович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: спосіб, прокатки, заготівок
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью повышения технологичности процесса и уменьшения расхода валков, раскат формируют состоящим из прямоугольных заготовок, соединенных между собой перемычками по узким граням, а локальную деформацию металла в районе перемычек производят до соприкосновения узких граней по всей их ширине, после чего продольное разделение заготовок осуществляют прокаткой раската в...
Попередній патент: Засіб для видалення лаку з нігтів
Наступний патент: Спосіб одержання полегшеного тампонажного розчину
Випадковий патент: Пристрій для вимірювання теплових потоків