Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Солод Володимир Сергійович, Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович, Нєфєдьєв Сергій Павлович, Бенецький Олексій Геннадійович
Формула / Реферат
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Текст
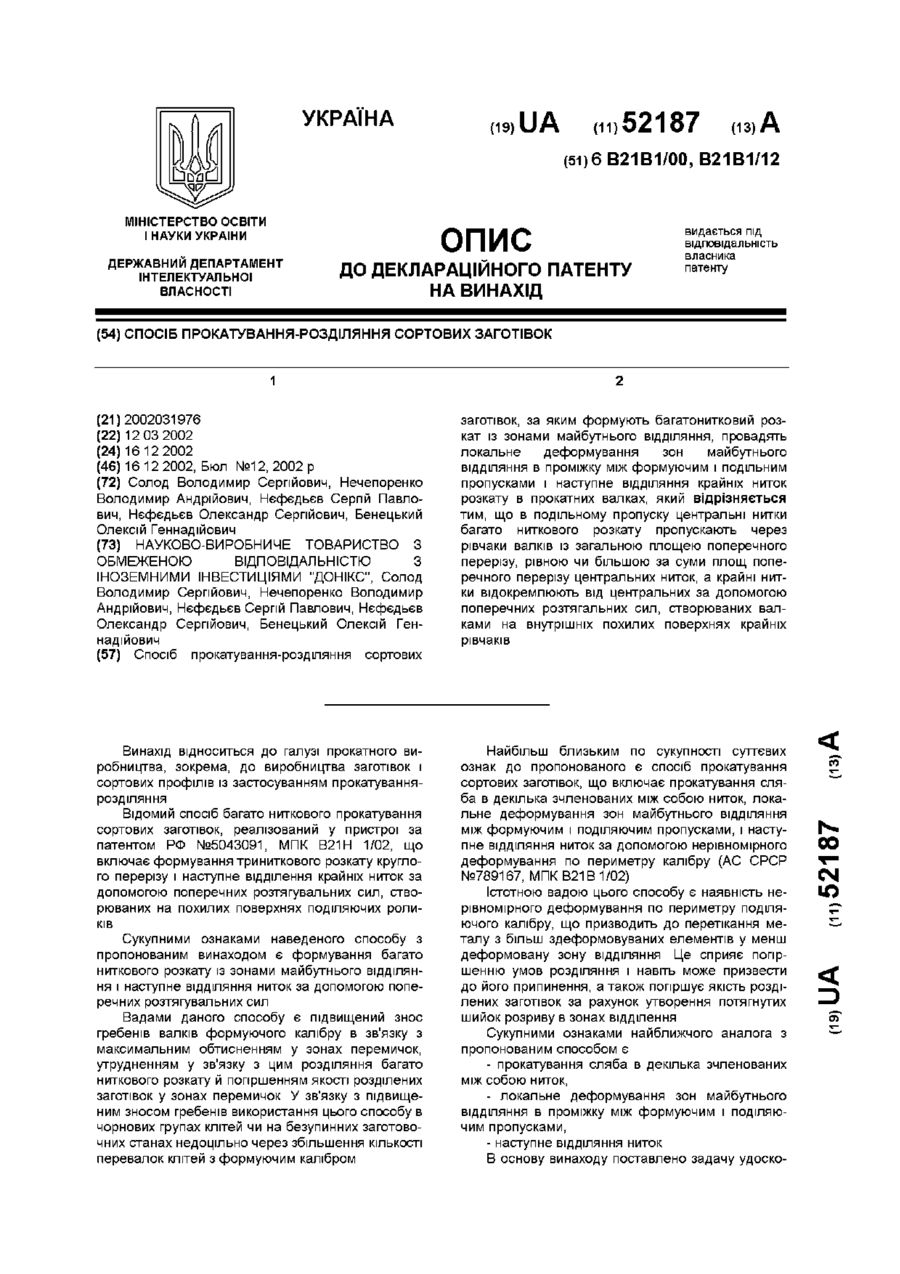
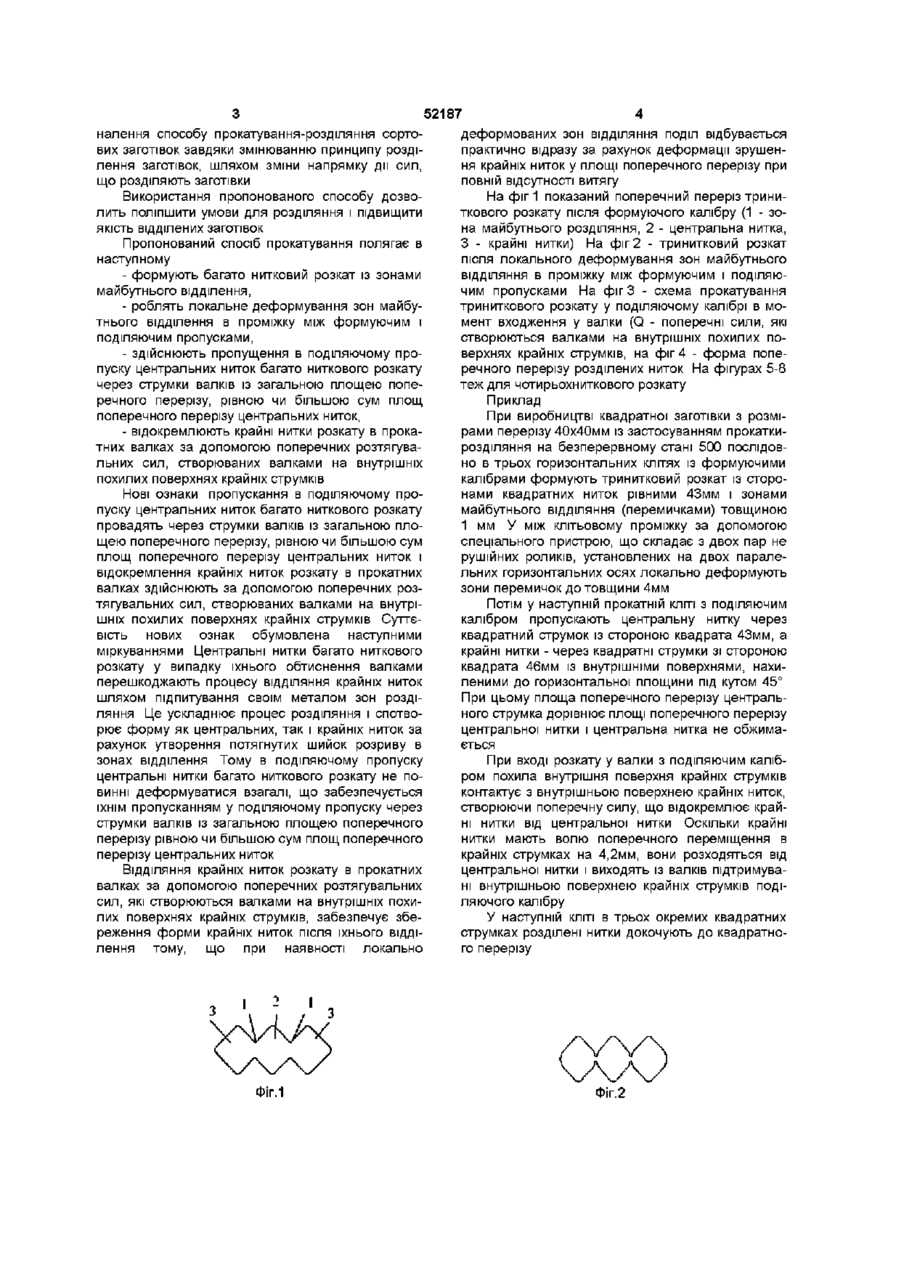
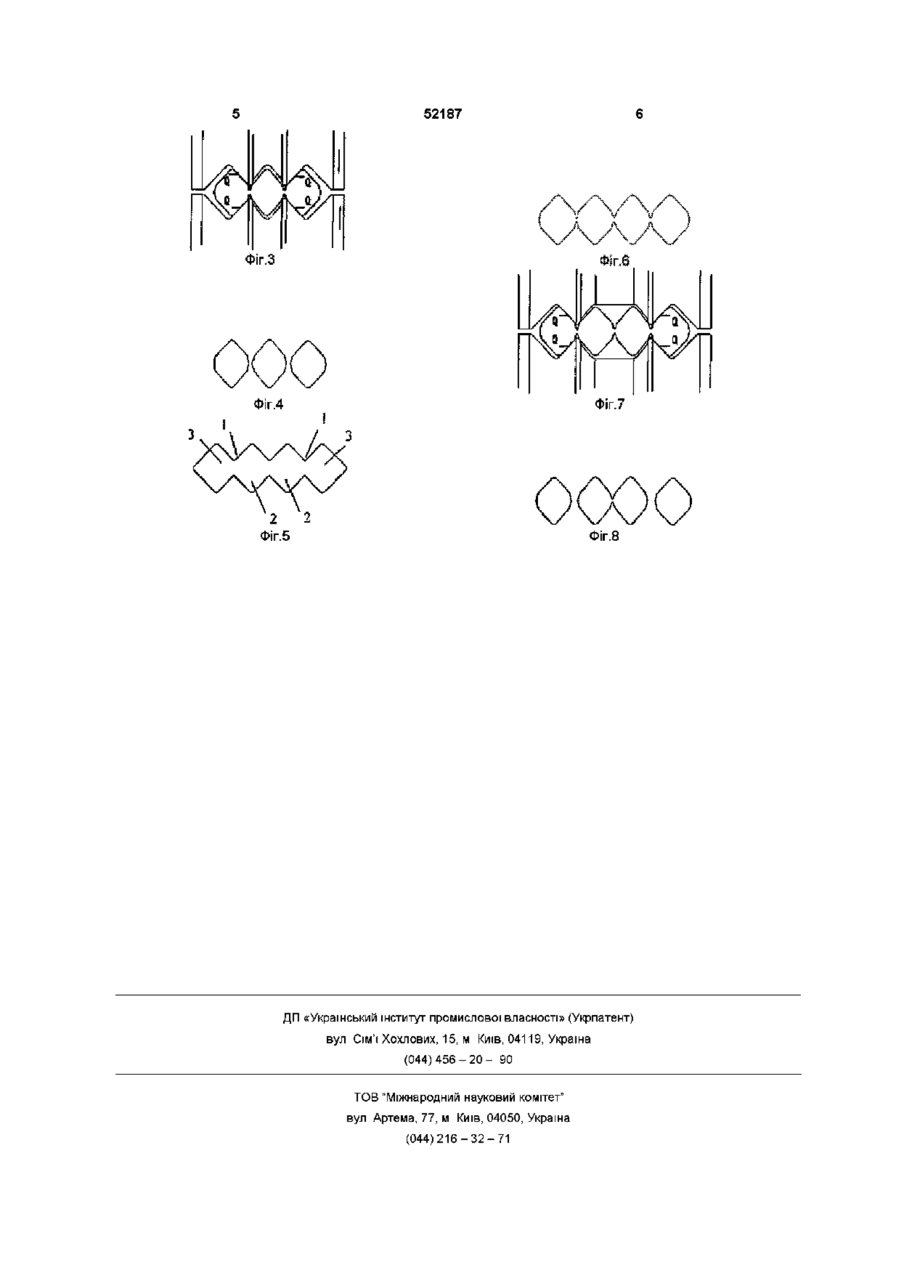
Спосіб прокатування-розділяння сортових Винахід відноситься до галузі прокатного виробництва, зокрема, до виробництва заготівок і сортових профілів із застосуванням прокатуваннярозділяння Відомий спосіб багато ниткового прокатування сортових заготівок, реалізований у пристрої за патентом РФ №5043091, МПК В21Н 1/02, що включає формування триниткового розкату круглого перерізу і наступне відділення крайніх ниток за допомогою поперечних розтягувальних сил, створюваних на похилих поверхнях поділяючих роликів Сукупними ознаками наведеного способу з пропонованим винаходом є формування багато ниткового розкату із зонами майбутнього ВІДДІЛЯННЯ І наступне ВІДДІЛЯННЯ ниток за допомогою поперечних розтягувальних сил Вадами даного способу є підвищений знос гребенів валків формуючого калібру в зв'язку з максимальним обтисненням у зонах перемичок, утрудненням у зв'язку з цим розділяння багато ниткового розкату й погіршенням якості розділених заготівок у зонах перемичок У зв'язку з підвищеним зносом гребенів використання цього способу в чорнових групах клітей чи на безупинних заготовочних станах недоцільно через збільшення КІЛЬКОСТІ перевалок клітей з формуючим калібром заготівок, за яким формують багатонитковий розкат із зонами майбутнього ВІДДІЛЯННЯ, провадять локальне деформування зон майбутнього ВІДДІЛЯННЯ в проміжку між формуючим і подільним пропусками і наступне ВІДДІЛЯННЯ крайніх ниток розкату в прокатних валках, який відрізняється тим, що в подільному пропуску центральні нитки багато ниткового розкату пропускають через рівчаки валків із загальною площею поперечного перерізу, рівною чи більшою за суми площ поперечного перерізу центральних ниток, а крайні нитки відокремлюють від центральних за допомогою поперечних розтягальних сил, створюваних валками на внутрішніх похилих поверхнях крайніх рівчаків Найбільш близьким по сукупності суттєвих ознак до пропонованого є спосіб прокатування сортових заготівок, що включає прокатування сляба в декілька зчленованих між собою ниток, локальне деформування зон майбутнього ВІДДІЛЯННЯ МІЖ формуючим і поділяючим пропусками, і наступне ВІДДІЛЯННЯ ниток за допомогою нерівномірного деформування по периметру калібру (АС СРСР №789167, МПК В21В 1/02) Істотною вадою цього способу є наявність нерівномірного деформування по периметру поділяючого калібру, що призводить до перетікання металу з більш здеформовуваних елементів у менш деформовану зону ВІДДІЛЯННЯ Це сприяє погіршенню умов розділяння і навіть може призвести до його припинення, а також погіршує якість розділених заготівок за рахунок утворення потягнутих шийок розриву в зонах відділення Сукупними ознаками найближчого аналога з пропонованим способом є - прокатування сляба в декілька зчленованих між собою ниток, - локальне деформування зон майбутнього ВІДДІЛЯННЯ в проміжку між формуючим і поділяючим пропусками, - наступне ВІДДІЛЯННЯ ниток В основу винаходу поставлено задачу удоско 1 00 ю 52187 налення способу прокатування-розділяння сортодеформованих зон ВІДДІЛЯННЯ ПОДІЛ відбувається вих заготівок завдяки змінюванню принципу роздіпрактично відразу за рахунок деформації зрушенлення заготівок, шляхом зміни напрямку дм сил, ня крайніх ниток у площі поперечного перерізу при що розділяють заготівки повній відсутності витягу Використання пропонованого способу дозвоНа фіг 1 показаний поперечний переріз тринилить поліпшити умови для розділяння і підвищити ткового розкату після формуючого калібру (1 - зоякість відділених заготівок на майбутнього розділяння, 2 - центральна нитка, З - крайні нитки) На фіг 2 - тринитковий розкат Пропонований спосіб прокатування полягає в після локального деформування зон майбутнього наступному ВІДДІЛЯННЯ в проміжку між формуючим і поділяю- формують багато нитковий розкат із зонами чим пропусками На фіг 3 - схема прокатування майбутнього відділення, триниткового розкату у поділяючому калібрі в мо- роблять локальне деформування зон майбумент входження у валки (Q - поперечні сили, які тнього відділення в проміжку між формуючим і створюються валками на внутрішніх похилих поподіляючим пропусками, верхнях крайніх струмків, на фіг 4 - форма попе- здійснюють пропущення в поділяючому проречного перерізу розділених ниток На фігурах 5-8 пуску центральних ниток багато ниткового розкату теж для чотирьохниткового розкату через струмки валків із загальною площею поперечного перерізу, рівною чи більшою сум площ Приклад поперечного перерізу центральних ниток, При виробництві квадратної заготівки з розмі- відокремлюють крайні нитки розкату в прокарами перерізу 40х40мм із застосуванням прокаткитних валках за допомогою поперечних розтягуварозділяння на безперервному стані 500 послідовльних сил, створюваних валками на внутрішніх но в трьох горизонтальних клітях із формуючими похилих поверхнях крайніх струмків калібрами формують тринитковий розкат із сторонами квадратних ниток рівними 43мм і зонами Нові ознаки пропускання в поділяючому промайбутнього ВІДДІЛЯННЯ (перемичками) товщиною пуску центральних ниток багато ниткового розкату 1 мм У між клітьовому проміжку за допомогою провадять через струмки валків із загальною плоспеціального пристрою, що складає з двох пар не щею поперечного перерізу, рівною чи більшою сум рушійних роликів, установлених на двох паралеплощ поперечного перерізу центральних ниток і льних горизонтальних осях локально деформують відокремлення крайніх ниток розкату в прокатних зони перемичок до товщини 4мм валках здійснюють за допомогою поперечних розтягувальних сил, створюваних валками на внутріПотім у наступній прокатній КЛІТІ З ПОДІЛЯЮЧИМ шніх похилих поверхнях крайніх струмків Суттєкалібром пропускають центральну нитку через вість нових ознак обумовлена наступними квадратний струмок із стороною квадрата 43мм, а міркуваннями Центральні нитки багато ниткового крайні нитки - через квадратні струмки зі стороною розкату у випадку їхнього обтиснення валками квадрата 46мм із внутрішніми поверхнями, нахиперешкоджають процесу ВІДДІЛЯННЯ крайніх ниток леними до горизонтальної площини під кутом 45° шляхом підпитування своїм металом зон роздіПри цьому площа поперечного перерізу центральляння Це ускладнює процес розділяння і спотвоного струмка дорівнює площі поперечного перерізу рює форму як центральних, так і крайніх ниток за центральної нитки і центральна нитка не обжимарахунок утворення потягнутих шийок розриву в ється зонах відділення Тому в поділяючому пропуску При вході розкату у валки з поділяючим калібцентральні нитки багато ниткового розкату не пором похила внутрішня поверхня крайніх струмків винні деформуватися взагалі, що забезпечується контактує з внутрішньою поверхнею крайніх ниток, їхнім пропусканням у поділяючому пропуску через створюючи поперечну силу, що відокремлює крайструмки валків із загальною площею поперечного ні нитки від центральної нитки Оскільки крайні перерізу рівною чи більшою сум площ поперечного нитки мають волю поперечного переміщення в перерізу центральних ниток крайніх струмках на 4,2мм, вони розходяться від центральної нитки і виходять із валків підтримуваВІДДІЛЯННЯ крайніх ниток розкату в прокатних ні внутрішньою поверхнею крайніх струмків подівалках за допомогою поперечних розтягувальних ляючого калібру сил, які створюються валками на внутрішніх похилих поверхнях крайніх струмків, забезпечує збеУ наступній КЛІТІ в трьох окремих квадратних реження форми крайніх ниток після їхнього віддіструмках розділені нитки докочують до квадратнолення тому, що при наявності локально го перерізу ФІГ.1 Фіг.2 52187 и Фіг.З Фіг.7 Фіг.8 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling-separation of a billet
Автори англійськоюSolod Volodymyr Serhiiovych, Necheporenko Volodymyr Andriiovych, Niefiediev Serhii Pavlovych, Nefediev Oleksandr Serhiiovych, Niefiediev Oleksandr Serhiiovych, Benetskyi Oleksii Hennadiiovych
Назва патенту російськоюСпособ прокатки-разделения сортовых заготовок
Автори російськоюСолод Владимир Сергеевич, Нечепоренко Владимир Андреевич, Нефедьев Сергей Павлович, Нефедьев Александр Сергеевич, Бенецкий Алексей Геннадьевич
МПК / Мітки
Мітки: заготівок, прокатування-розділяння, спосіб, сортових
Код посилання
<a href="https://ua.patents.su/3-52187-sposib-prokatuvannya-rozdilyannya-sortovikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування-розділяння сортових заготівок</a>
Спосіб прокатування на двониткових сортових станах
Номер патенту: 42239
Опубліковано: 15.01.2004
Автори: Костюченко Михайло Іванович, Дубина Олег Вікторович
МПК: B21B 1/00
Мітки: двониткових, станах, сортових, прокатування, спосіб
Формула / Реферат:
1. Спосіб прокатування на двониткових сортових станах, за яким прокатування двох заготовок у чорновій і проміжній групах клітей ведуть у дві нитки до одержання розкатів з однаковим поперечним перерізом, здійснюють передачу обох розкатів у чистові групи клітей, роблять дворівчакове прокатування-розділення розкату в першій чистовій групі клітей і, одночасно з ним, однорівчакове прокатування в другій чистовій групі клітей, який відрізняється...
Спосіб штабелювання сортових заготівок і штабелювальний пристрій для його реалізації
Номер патенту: 44568
Опубліковано: 17.01.2005
Автори: Плугатар Віктор Семенович, Гриценко Сергій Анатолійович, Білобров Юрій Миколайович, Чижик Володимир Васильович, Васільєв Юрій Андрійович
МПК: B65G 57/02, B65D 21/024
Мітки: сортових, пристрій, спосіб, заготівок, штабелювальний, реалізації, штабелювання
Формула / Реферат:
1.Спосіб штабелювання сортових заготівок, який складається з подачі в зону штабелювання заготівок, розташованих в один ряд, і переміщення крайніх заготівок у другий ряд, який відрізняється тим, що після подачі заготівок у зону штабелювання виконують вертикальний підйом крайніх заготівок на величину ,...
Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах
Номер патенту: 54221
Опубліковано: 17.02.2003
Автори: Шеремет Володимир Олександрович, Омесь Микола Михайлович, Теряєв Олександр Митрофанович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Ротару Іон Теодорович
МПК: B21B 1/02
Мітки: виливків, прокатування, спосіб, обтискних, заготовочних, станах, реверсивних
Формула / Реферат:
Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах, що включає прокатування з вільним і обмеженим розширенням, проміжні кантування і нерівномірне деформування центральної і крайніх зон розкату при прокатуванні з обмеженим розширенням, який відрізняється тим, що прокатування з вільним розширенням здійснюють із виконанням двох кантувань до відношення сумарних обтиснень по двох взаємно перпендикулярних напрямках у межах...
Спосіб сортування прокатних заготівок на прокатку за методом “транзиту” та система для його реалізації
Номер патенту: 49258
Опубліковано: 16.09.2002
Автори: Огей Віктор Іванович, Дригін Олександр Іванович, Саркіц Ігор Генадійович, Кашков Генадій Алимович, Омельяненко Микола Іванович, Доренський Володимир Миколайович, Зеленський Віктор Євгенович, Безлюдько Генадій Яковлевич, Ощепков Анатолій Миколайович
МПК: B21B 1/06
Мітки: прокатних, транзиту, реалізації, спосіб, система, заготівок, сортування, прокатку, методом
Формула / Реферат:
1.Спосіб сортування прокатних заготівок на прокатку за методом "транзиту", що включає деформацію тиском металу злитку у розкат та одночасне вимірювання енерговитрат на цю деформацію, порівняння виміряних енерговитрат з заданими, який відрізняється тим, що послідовно виконують на ножицях розріз головної та хвостової частин заготівки, при цьому одночасно при кожному різанні розкату вимірюють енерговитрати на деформацію зсуву металу на...
Виливок для гарячого прокатування
Номер патенту: 60802
Опубліковано: 15.10.2003
Автори: Дубина Олег Вікторович, Сміяненко Ігор Миколайович
МПК: B22D 7/06
Мітки: прокатування, виливок, гарячого
Формула / Реферат:
Виливок для гарячого прокатування, що містить нижню частину, розширену догори, і з'єднану з нею головну частину, розширену донизу, який відрізняється тим, що площа поперечного перерізу головної частини в 1,05-1,1 раза перевищує площу поперечного перерізу нижньої частини в площині їх сполучення, при цьому розміри сторін поперечного перерізу головної частини в площині сполучення більші розмірів сторін поперечного перерізу нижньої частини.
Попередній патент: Похідні арилметилкарбоніламінотіазолу та їх застосування як протипухлинних агентів
Наступний патент: Фармацевтична композиція для перорального або місцевого введення (варіанти) та спосіб її одержання
Випадковий патент: Бензімідазоліл-2-аміди 1-r-4-гідроксі-2-оксо-1,2-дигідрохінолін-3-карбонових кислот, які виявляють антитиреоїдну активність