Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 69791
Опубліковано: 15.09.2004
Автори: Куваєв Володимир Миколайович, Костюченко Михайло Іванович, Сокуренко Анатолій Валентинович, Чигринський Володимир Олександрович, Шеремет Володимир Олександрович, Карпинський Юрій Пантелеймонович
Формула / Реферат
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що включає попереднє задання рівнів неузгодженості швидкостей валків клітей з прокатом і без прокату, монотонне зменшення неузгодженості на початковій ділянці прокату від заданого рівня неузгодженості швидкостей валків клітей без прокату до заданого рівня неузгодженості швидкостей валків клітей із прокатом і монотонне збільшення неузгодженості від заданого рівня неузгодженості швидкостей валків клітей із прокатом на кінцевій ділянці прокату до заданого рівня неузгодженості швидкостей валків клітей без прокату, який відрізняється тим, що при зменшенні неузгодженості визначають поточне положення переднього торця прокату, а при збільшенні неузгодженості - заднього торця прокату і монотонні зміни неузгодженості на кінцевих ділянках прокату проводять залежно від поточного положення відповідного торця прокату.
Текст
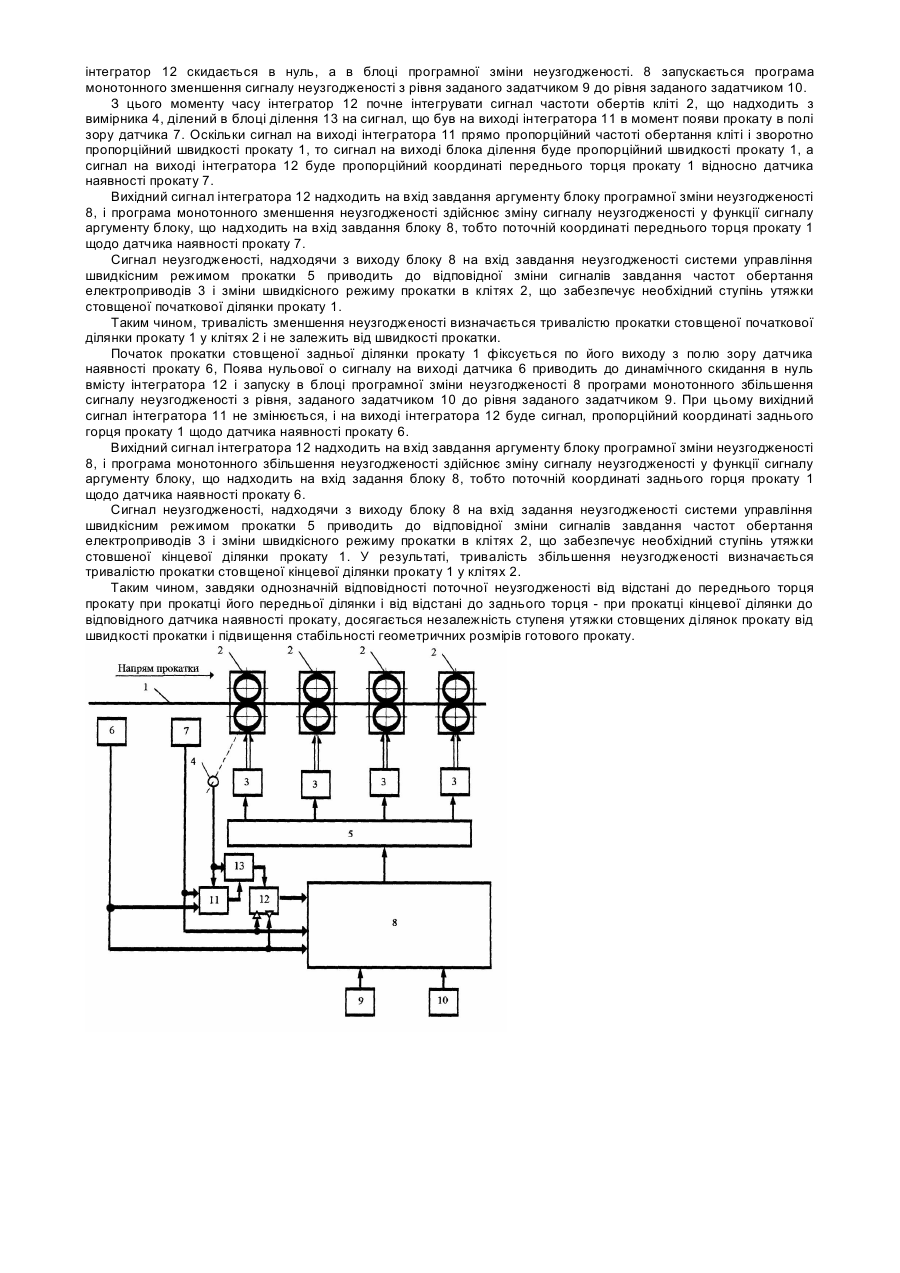
Винахід відноситься до прокатного виробництва і може бути використаний на безперервних дрібносортних і дротових станах з індивідуальним електроприводом клітей. Звичайно при прокатці з натягом швидкості клітей стану заздалегідь настроюють таким чином, щоб забезпечити мінімальний міжклітьовий натяг. Прокатку кожної заготовки по всій її довжині роблять при постійних швидкостях обертання валків. Недоліком такого способу прокатки є те, що початкова ділянка заготовки до захоплення й кожною наступною кліттю, а кінцева ділянка заготовки після виходу її з кожної попередньої кліті прокатуються без натягу. Це приводить до утворення подовжньої різноширинності прокату, що виявляється в збільшенні ширини його початкової і кінцевої ділянок у порівнянні із середньою частиною. Відомий спосіб регулювання ширини гарячекатаних стрічок на безперервних широкострічкових станах гарячої прокатки шляхом зміни межклітьового натягу при прокатці кінцевих ділянок стрічок. ("Повышение точности прокатки листов и полос" / Ю.В, Коновалов, Е. А. Руденко, П.С. Гринчук и др. - К.: Техніка, 1987. - 144с.) Недоліком цього способу є те, що регулювання здійснюється тільки на кінцевих ділянках стрічок, а початкові ділянки, як і раніше, прокатуються з постійним натягом, що приводить до утворення подовжньої різноширинності на початковій ділянці прокату. Найбільш близьким по технічній сутності є спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, здійснюється неузгодженістю швидкостей обертання валків суміжних клітей, зі зміною швидкостей обертання валків при прокатці кінцевих ділянок, у якому при прокатці кінцевих ділянок стрічок неузгодженість швидкостей обертання валків суміжних клітей послідовних міжклітьових проміжків змінюють по черзі, для кожного проміжку по лінійній, залежності в часі. (а.с. СССР №730394 "Способ прокатки заготовок на непрерывных сортовых станах", авторы Ю.А. Богачев, Ю.П. Карпинский, О.Н. Кукушкин и др. - БИ, №16,1980г.) Недоліком цього способу є зміна неузгодженості швидкостей суміжних клітей у залежності від часу, годі як довжина стовщених початкової і кінцевої ділянок, визначається незалежними від часу (швидкості прокатки) параметрами, а. саме: геометричним розміщенням клітей стану, коефіцієнтами витяжки в клітях згідно з калібровкою і технологічними коефіцієнтами деформації прокату в валках клітей. Тому, при швидкостях прокатки, які відрізняються від тієї, для якої була визначена залежність зміни неузгодженості швидкостей суміжних клітей від поточного часу, що забезпечує усунення подовжньої різноширинності прокату, з'являються потягнуті або розширені ділянки прокату в результаті чого знижується стабільність і точність геометричних розмірів готового прокату. В основу пропонованого винаходу поставлена задача підвищення стабільності поперечних геометричних розмірів готового прокату по його довжині шляхом зміни неузгодженості швидкостей суміжних клітей у залежності від положення торців прокату, за рахунок чого виключається поява потягнутих і розширених ділянок прокату при зміні швидкості прокатки. Поставлена задача досягається тим, що в способі прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що містить попереднє задання рівнів неузгодженості швидкостей валків клітей з прокатом і без прокату, монотонне зменшення неузгодженості на початковій ділянці прокату від заданого рівня неузгодженості швидкостей валків клітей без прокату до заданого рівня неузгодженості швидкостей валків клітей з прокатом і монотонне збільшення неузгодженості від заданого рівня неузгодженості швидкостей валків клітей з прокатом на кінцевій ділянці прокату до заданого рівня неузгодженості швидкостей валків клітей без прокату, відповідно до винаходу, при зменшенні неузгодженості визначають поточне положення переднього город прокату, а при збільшенні неузгодженості заднього торця прокату і монотонні зміни неузгодженості на кінцевих ділянках прокату проводять у залежності від поточного положення відповідного торця прокату. Сукупність істотних ознак дозволяє одержати технічний результат завдяки іншому способу зміни неузгодженості, а саме, у залежності від положення відповідного торця прокату. Характерною рисою даного способу є однозначна відповідність поточної неузгодженості від відстані до переднього торця прокату при прокатці його передньої ділянки і від відстані до заднього торця - при прокатці кінцевої ділянки, цим досягається незалежність ступеня утяжки стовщених ділянок прокату від швидкості прокатки і підвищення стабільності геометричних розмірів готового прокату. На фіг. представлена одна з можливих схем реалізації запропонованого способу. На фіг представлені: 1 – прокат; 2 - прокатні кліті; 3 - електроприводи клітей; 4 - вимірник частоти обертання кліті; 5 - система управління швидкісним режимом прокатки; 6, 7 - датчики наявності прокату; 8 - блок програмної зміни неузгодженості; 9 - задатчик рівня неузгодженості без прокату; 10 - задатчик рівня неузгодженості з прокатом; 11, 12 -інтегратори, 13 - блок ділення. Пристрій, що реалізує запропонований спосіб, працює таким чином. До початку прокатки, за допомогою задатчиків 10 і 9 задають необхідні рівні неузгодженості, при цьому сигнал на виході блоку програмної зміни неузгодженості 8 дорівнює сигналу задатчика 9 рівня неузгодженості без, прокату, і системою управління швидкісним режимом прокатки 5 шляхом завдання частоти обертання електроприводів 3 клітей 2 буде встановлений заданий блоком 8 рівень неузгодженості швидкісного режиму прокатки. При відсутності прокату в полі зору на виходах датчиків наявності прокату 6 і 7 нульові сигнали з їхніх виходів надходять на обидва управляючих входу інтегратора 11 і скидають його в нуль. Після появи про кату 1 у полі зору датчика наявності прокату 6, на його виході з'явиться одиничний сигнал, який надійде на один із входів управління інтегратора 11, і який, при нульовому сигналі на другому його вході підключеним до виходу датчика наявності прокату 7, запускає процес інтегрування сигналу від вимірника частоти обертання кліті 4, що продовжується до появи прокату 1 у полі зору датчика наявності прокату 7 і, відповідно, одиничного сигналу на його виході і другому управляючому вході інтегратора 11. Одиничний сигнал на другому управляючому вході інтегратора 11 блокує роботу останнього, і на його виході зберігається сигнал, який дорівнює інтегралу частоти обертання кліті, вимірюваної вимірником 4, за час проходження прокату між датчиками 6 і 7, тобто прямо пропорційний частоті обертання кліті і зворотно пропорційний швидкості прокату 1. Одночасно переднім фронтом одиничного сигналу, що надходить з виходу датчика наявності прокату 7 на перший динамічний вхід скидання інтегратора 12 і вхід управління блоку програмної зміни неузгодженості 8-, інтегратор 12 скидається в нуль, а в блоці програмної зміни неузгодженості. 8 запускається програма монотонного зменшення сигналу неузгодженості з рівня заданого задатчиком 9 до рівня заданого задатчиком 10. З цього моменту часу інтегратор 12 почне інтегрувати сигнал частоти обертів кліті 2, що надходить з вимірника 4, ділений в блоці ділення 13 на сигнал, що був на виході інтегратора 11 в момент появи прокату в полі зору датчика 7. Оскільки сигнал на виході інтегратора 11 прямо пропорційний частоті обертання кліті і зворотно пропорційний швидкості прокату 1, то сигнал на виході блока ділення буде пропорційний швидкості прокату 1, а сигнал на виході інтегратора 12 буде пропорційний координаті переднього торця прокату 1 відносно датчика наявності прокату 7. Вихідний сигнал інтегратора 12 надходить на вхід завдання аргументу блоку програмної зміни неузгодженості 8, і програма монотонного зменшення неузгодженості здійснює зміну сигналу неузгодженості у функції сигналу аргументу блоку, що надходить на вхід завдання блоку 8, тобто поточній координаті переднього торця прокату 1 щодо датчика наявності прокату 7. Сигнал неузгодженості, надходячи з виходу блоку 8 на вхід завдання неузгодженості системи управління швидкісним режимом прокатки 5 приводить до відповідної зміни сигналів завдання частот обертання електроприводів 3 і зміни швидкісного режиму прокатки в клітях 2, що забезпечує необхідний ступінь утяжки стовщеної початкової ділянки прокату 1. Таким чином, тривалість зменшення неузгодженості визначається тривалістю прокатки стовщеної початкової ділянки прокату 1 у клітях 2 і не залежить від швидкості прокатки. Початок прокатки стовщеної задньої ділянки прокату 1 фіксується по його виходу з полю зору датчика наявності прокату 6, Поява нульової о сигналу на виході датчика 6 приводить до динамічного скидання в нуль вмісту інтегратора 12 і запуску в блоці програмної зміни неузгодженості 8 програми монотонного збільшення сигналу неузгодженості з рівня, заданого задатчиком 10 до рівня заданого задатчиком 9. При цьому вихідний сигнал інтегратора 11 не змінюється, і на виході інтегратора 12 буде сигнал, пропорційний координаті заднього горця прокату 1 щодо датчика наявності прокату 6. Вихідний сигнал інтегратора 12 надходить на вхід завдання аргументу блоку програмної зміни неузгодженості 8, і програма монотонного збільшення неузгодженості здійснює зміну сигналу неузгодженості у функції сигналу аргументу блоку, що надходить на вхід задання блоку 8, тобто поточній координаті заднього горця прокату 1 щодо датчика наявності прокату 6. Сигнал неузгодженості, надходячи з виходу блоку 8 на вхід задання неузгодженості системи управління швидкісним режимом прокатки 5 приводить до відповідної зміни сигналів завдання частот обертання електроприводів 3 і зміни швидкісного режиму прокатки в клітях 2, що забезпечує необхідний ступінь утяжки стовшеної кінцевої ділянки прокату 1. У результаті, тривалість збільшення неузгодженості визначається тривалістю прокатки стовщеної кінцевої ділянки прокату 1 у клітях 2. Таким чином, завдяки однозначній відповідності поточної неузгодженості від відстані до переднього торця прокату при прокатці його передньої ділянки і від відстані до заднього торця - при прокатці кінцевої ділянки до відповідного датчика наявності прокату, досягається незалежність ступеня утяжки стовщених ділянок прокату від швидкості прокатки і підвищення стабільності геометричних розмірів готового прокату.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling billets on continuous section mills
Автори англійськоюKostiuchenko Mykhailo Ivanovych, Sokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych
Назва патенту російськоюСпособ прокатки заготовок на непрерывных сортовых станах
Автори російськоюКостюченко Михаил Иванович, Сокуренко Анатолий Валентинович, Шеремет Владимир Александрович
МПК / Мітки
МПК: B21B 1/16
Мітки: заготовок, прокатки, сортових, спосіб, станах, безперервних
Код посилання
<a href="https://ua.patents.su/2-69791-sposib-prokatki-zagotovok-na-bezperervnikh-sortovikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки заготовок на безперервних сортових станах</a>
Спосіб прокатування на двониткових сортових станах
Номер патенту: 42239
Опубліковано: 15.01.2004
Автори: Дубина Олег Вікторович, Костюченко Михайло Іванович
МПК: B21B 1/00
Мітки: прокатування, сортових, спосіб, станах, двониткових
Формула / Реферат:
1. Спосіб прокатування на двониткових сортових станах, за яким прокатування двох заготовок у чорновій і проміжній групах клітей ведуть у дві нитки до одержання розкатів з однаковим поперечним перерізом, здійснюють передачу обох розкатів у чистові групи клітей, роблять дворівчакове прокатування-розділення розкату в першій чистовій групі клітей і, одночасно з ним, однорівчакове прокатування в другій чистовій групі клітей, який відрізняється...
Спосіб прокатки заготовок на обтискних та заготівельних станах
Номер патенту: 10004
Опубліковано: 30.09.1996
Автори: Шеремет Володимир Олександрович, Дишковець Генадій Анатольович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Нечепоренко Володимир Андрійович, Аскерко Григорій Михайлович
МПК: B21B 1/02
Мітки: заготівельних, станах, заготовок, прокатки, обтискних, спосіб
Формула / Реферат:
(57) Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию раската в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15 - 30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке раската с отношением его высоты к катающему диаметру последующего калибра более 0,45 в центре дна впадины раската формируют выпуклость высотой...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Альохін Сергій Григорович, Губайдулін Вячеслав Фуатович, Мінаєв Олександр Анатолійович, Корінь Андрій Олександрович, Кац Давід Наумович, Азаров Сергій Іванович, Кукуй Давид Пенхусович, Альохін Вячеслав Григорович, Ємченко Юрій Борисович
МПК: B21B 1/02
Мітки: спосіб, станах, прокатки, заготовок, заготівельних, обтискних
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Спосіб стабілізації товщини листа на реверсивних станах гарячої прокатки
Номер патенту: 48357
Опубліковано: 15.12.2003
Автори: Грабовський Георгій Геннадієвич, Бєляєва Анастасія Юрьєвна, Орловський Юрій Володимирович, Бєляєв Юрій Борисович, Бєлобров Юрій Миколайович
МПК: B21B 37/16, B21B 37/58
Мітки: станах, стабілізації, спосіб, прокатки, гарячої, товщини, листа, реверсивних
Формула / Реферат:
Спосіб стабілізації товщини листа на реверсивному стані гарячої прокатки, що передбачає попереднє встановлення рівня лінії прокатки і фіксацію відповідного зусилля, встановлення перед першим пропусканням листа потрібного міжвалкового зазору і його зміну перед кожним наступним пропусканням в процесі прокатки до досягнення заданої товщини листа, при першому пропусканні листа вимірювання зусиль прокатки та температури, визначення відхилення сил...
Спосіб автоматичної стабілізації режиму прокатки
Номер патенту: 69693
Опубліковано: 15.09.2004
Автори: Бабенко Михайло Антонович, Шеремет Володимир Олександрович, Довгань Сергій Михайлович, Куваєв Володимир Миколайович, Щур Віталій Андрійович, Політов Ігор Віталійович, Сокуренко Анатолій Валентинович, Півняк Генадій Григорович, Костюченко Михайло Іванович, Курочкін Олександр Федорович
МПК: B21B 1/00
Мітки: спосіб, стабілізації, прокатки, режиму, автоматичної
Формула / Реферат:
Спосіб автоматичної стабілізації режиму прокатки, що включає завдання величини прогину, що стабілізується, вимір поточної величини прогину, який відрізняється тим, що стабілізацію величини прогину здійснюють регулюванням співвідношення швидкостей приводів попередніх за ходом прокатки клітей.
Попередній патент: Система управління сигнальними ліхтарями гальмування автомобіля
Наступний патент: Спосіб сухого магнітного збагачення руд та матеріалів
Випадковий патент: Сільськогосподарський розпилювальний агрегат і спосіб розпилення фітосанітарної рідини на ділянці, яка обробляється за допомогою такого агрегату