Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 6982
Опубліковано: 15.06.2005
Автори: Бабенко Михайло Антонович, Костюченко Михайло Іванович, Сокуренко Анатолій Валентинович, Квашин Валерій Миколайович, Криворучко Павло Петрович, Блохін Дмитро Парфірйович, Іванов Дмитро Олексійович, Куваєв Володимир Миколайович, Карпинський Юрій Пантелеймонович, Політов Ігор Вітальйович, Шеремет Володимир Олександрович, Чигринський Володимир Олександрович, Кокшаров Олександр Миколайович

Формула / Реферат
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що містить попереднє завдання рівня неузгодженості швидкостей обертання валків суміжних клітей, монотонне зменшення неузгодженості на початковій ділянці прокату до заданого рівня і монотонне збільшення неузгодженості від заданого рівня на кінцевій ділянці прокату, який відрізняється тим, що роздільно задають максимальні рівні неузгодженості на початковій і кінцевій ділянках прокату, фіксують наявність прокату в міжклітьових проміжках і при відсутності прокату встановлюють неузгодженість швидкостей валків суміжних клітей такою, що дорівнює заданому максимальному рівню неузгодженості на початковій ділянці прокату, а при прокатці кінцевої ділянки неузгодженість збільшують до заданого рівня на кінцевій ділянці прокату.
Текст
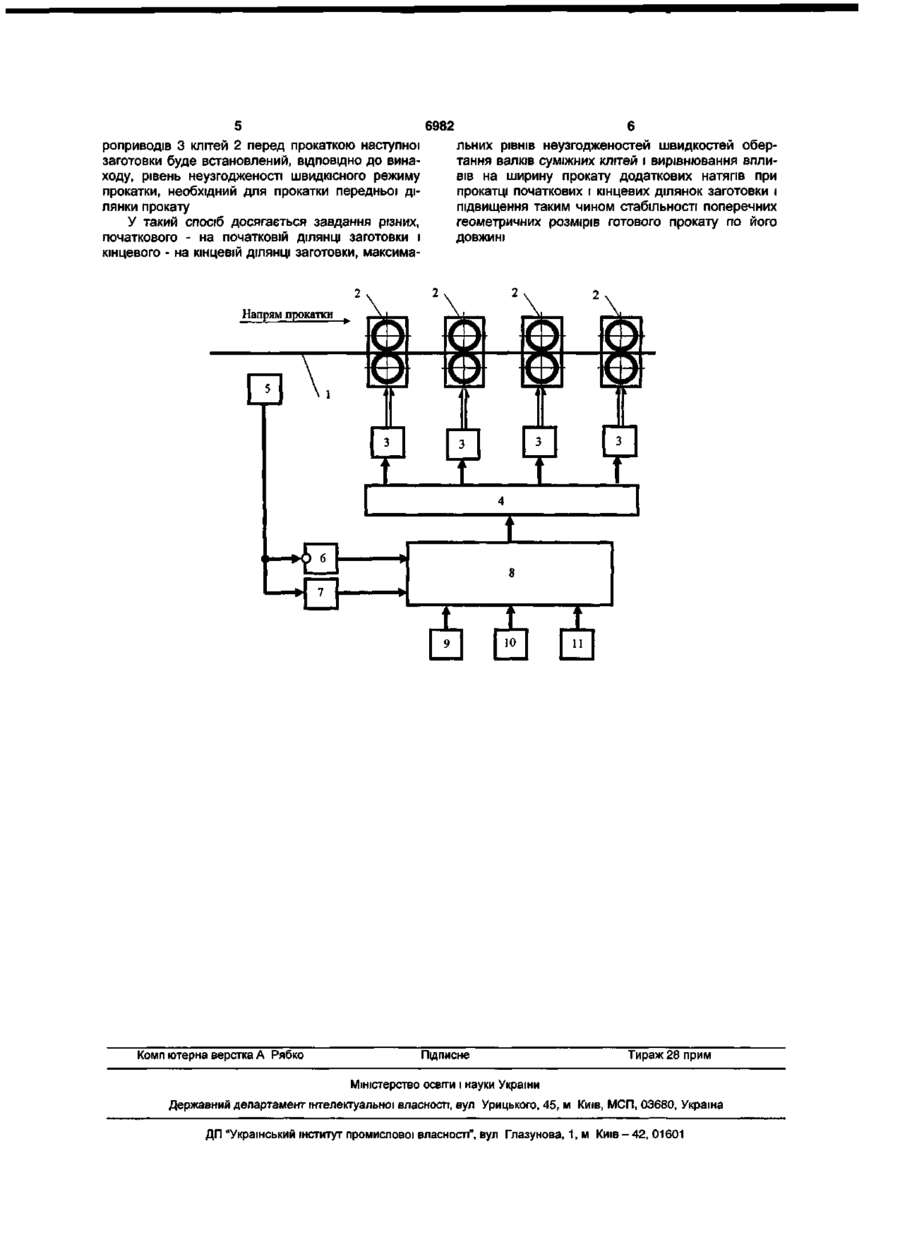
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що містить попереднє завдання рівня неузгодженості швидкостей обертання валків суміжних клітей, монотонне зменшення неузгодженості на початковій ділянці прокату до заданого рівня і монотонне збільшення неузгодженості від заданого рівня на кінцевій ділянці прокату, який відрізняється тим, що роздільно задають максимальні рівні неузгодженості на початковій і кінцевій ділянках прокату, фіксують наявність прокату в міжклітьових проміжках і при відсутності прокату встановлюють неузгодженість швидкостей валків суміжних клітей такою, що дорівнює заданому максимальному рівню неузгодженості на початковій ділянці прокату, а при прокатці кінцевої ділянки неузгодженість збільшують до заданого рівня на кінцевій ділянці прокату. Корисна модель відноситься до прокатного виробництва і може бути використаний на безперервних сортових і дротових станах з індивідуальним електроприводом клітей. Звичайно при прокатці з натягом швидкості клітей стану заздалегідь налагоджують таким чином, щоб забезпечити мінімальний міжклітьовий натяг. Прокатку кожної заготовки по всій її довжині проводять при постійних швидкостях обертання валків. Недоліком такого способу прокатки є те, що початкова ділянка заготовки до захоплення його кожною наступною кліттю, а кінцева ділянка заготовки після виходу її з кожної наступної кліті прокатуються без натягу. Це приводить до утворення подовжньої різноширинності прокату, що виявляється в збільшенні ширини його початкової і кінцевої ділянок у порівнянні із середньою частиною. Відомий спосіб регулювання ширини гарячекатаних стрічок на безперервних широкострічкових станах гарячої прокатки шляхом зміни міжклітьового натягу при прокатці кінцевих ділянок стрічок. ["Повышение точности прокатки листов и полос" / Ю.В. Коновалов, Е.А. Руденко, П.С. Гринчук и др. К.: Техніка, 1987. - 144с] Недоліком цього способу є те, що регулювання здійснюється тільки на кінцевих ділянках стрі чок, а початкові ділянки як і раніше прокатуються з постійним натягом, що приводить до утворення подовжньої різноширинності на початковій ділянці прокату. Найбільш близьким по технічній сутності є спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, здійснюваний неузгодженістю швидкостей обертання валків суміжних клітей, зі зміною швидкостей обертання валків при прокатці кінцевих ділянок, у якому при прокатці кінцевих ділянок стрічок неузгодженість швидкостей обертання валків суміжних клітей послідовних міжклітьових проміжків змінюють по черзі, для кожного проміжку по лінійній залежності в часі. [а.с. СССР №730394 "Способ прокатки заготовок на непрерывных сортовых станах", авторы Ю.А. Богачев, Ю.П. Карпинский, О.Н. Кукушкин и др. - БИ, №16, 1980г.] Недоліком цього способу є збереження постійної величини неузгодженості швидкостей обертання валків суміжних клітей після прокатки кінцевої ділянки попередньої заготовки до моменту прокатки початкової ділянки наступної заготовки. Це приводить, через істотно більший вплив на розширення прокату в калібрах заднього натягу, ніж переднього, і, внаслідок несиметричних умов прокатки початкових і кінцевих ділянок заготовки в со CM 00 о> (О 6982 ДІЛЯНЦІ прокату 1, і системою управління швидкіспопередніх клітях, до завищеної утяжки ширини ним режимом прокатки 4 шляхом завдання частопрокату на початковій ДІЛЯНЦІ І зниженні стабільти обертання електроприводів 3 клітей 2 буде ності поперечних геометричних розмірів готового встановлений заданий рівень неузгодженості швипрокату по його довжині [Чекмарев А П , М П Тодкісного режиму прокатки поровский "Взаимосвязь клетей и промежутков Після ПОЯВИ прокату 1 у полі зору датчика намежду ними при прокатке на непрерывном мелкоявності прокату 5, на його виході з'являється одисортном стане / Прокатное производство, сб науничний сигнал, що скидає в нуль сигнал на виході чных трудов ИЧМ, т XXII, - Металлургия, М , 1967] блоку затримки часу 6 і, ВІДПОВІДНО, на вході устаВ основу пропонованої корисної моделі постановки блоку програмної зміни неузгодженості 8 влено задачу підвищення стабільності поперечних Проте на виході блоку 8 сигнал не зміниться, тобгеометричних розмірів готового прокату по його то буде дорівнювати сигналу за датчика 9 максидовжині шляхом завдання різних, початкового - на мального рівня неузгодженості на початковій ДІЛЯпочатковій ДІЛЯНЦІ заготовки і кінцевого - на кінцеНЦІ прокату 1 доти, поки на виході блоку затримки вій ДІЛЯНЦІ заготовки, максимальних рівнів неузгочасу 7 не з'явиться сигнал, рівний одиниці дженостей швидкостей обертання валків суміжних клітей і вирівнювання тим самим впливів на шириПісля ПОЯВИ прокату 1 у полі зору датчика нану прокату додаткових натягів при прокатці початявності прокату 5, з витримкою часу, розрахованої кових і кінцевих ділянок заготовки за умови заповнення клітей 2 прокатом, на виході блоку затримки часу 7 з'явиться одиничний сигнал, Поставлена задача досягається тим, що в по передньому фронту якого в блоці програмної способі прокатки заготовок на безперервних сорзміни неузгодженості 8 запускається програма тових станах з натягом прокату в МІЖКЛІТЬОВИХ монотонного зменшення сигналу неузгодженості з проміжках, що містить попереднє завдання рівня рівня, заданого задатчиком 9, до рівня, заданого неузгодженості швидкостей обертання валків сузадатчиком 11 Тривалість монотонного зменшенміжних клітей, монотонне зменшення неузгодженя сигналу встановлюється, виходячи з довжини ності на початковій ДІЛЯНЦІ прокату до заданого стовщеної початкової ділянки прокату Сигнал нерівня і монотонне збільшення неузгодженості від узгодженості, надходячи з виходу блоку 8 на вхід заданого рівня на кінцевій ДІЛЯНЦІ прокату, ВІДПОзавдання неузгодженості системи управління ВІДНО до винаходу, роздільно задають максимальні швидкісним режимом прокатки 4, приводить до рівні неузгодженості на початковій і кінцевій ділянвідповідної зміни сигналів завдання частот оберках прокату, фіксують наявність прокату в МІЖКЛІтання електроприводів 3 і до зміни швидкісного ТЬОВИХ проміжках і при відсутності прокату устанорежиму прокатки в клітях 2, що забезпечує необвлюють неузгодженість швидкостей валків хідний ступінь утяжки стовщеної початкової ділянсуміжних клітей, такою, що дорівнює заданому ки прокату 1 максимальному рівню неузгодженості на початковій ДІЛЯНЦІ прокату, а при прокатці кінцевої ділянки Початок прокатки стовщеної задньої ділянки неузгодженість швидкостей обертання валків супрокату 1 фіксується по його виходу з полю зору міжних клітей збільшують до заданого максимальдатчика наявності прокату 5 Поява нульового сигного рівня на кінцевій ДІЛЯНЦІ прокату налу на виході датчика 5 відразу скидає в нуль сигнал на виході блоку затримки часу 7, по задСукупність суттєвих ознак дозволяє одержати ньому фронту якого в блоці програмної зміни нетехнічний результат завдяки іншому, а саме, неузгодженості 8 запускається програма монотоннооднаковому рівню додаткового натягу при прокатці го збільшення сигналу неузгодженості з рівня, початкових і кінцевих ділянок заготовки Величини заданого задатчиком 11, до рівня, заданого задатрівнів додаткового натягу можуть бути розраховані чиком 10 Тривалість монотонного збільшення теоретично або, більш просто, підібрані експерисигналу встановлюється, виходячи з довжини стоментальне по фактичної різноширинності прокату вщеної кінцевої ділянки прокату Сигнал неузгона початковій і кінцевій ділянках дженості, надходячи з виходу блоку 8 на вхід заНа Фіг представлена одна з можливих схем вдання неузгодженості системи управління реалізації запропонованого способу, де 1 - прокат, швидкісним режимом прокатки 4, приводить до 2 - прокатні КЛІТІ, 3 - електропривод клітей, 4 - сисвідповідної зміни сигналів завдання частот обертема управління швидкісним режимом прокатки, 5 тання електроприводів 3 і до зміни швидкісного - датчик наявності прокату, 6, 7 - блоки затримки режиму прокатки в клітях 2, що забезпечує необчасу, 8 - блок програмної зміни неузгодженості, 9, хідний ступінь утяжки стовщеної кінцевої ділянки 10 - задатчики максимальних рівнів неузгодженості прокату 1 на початковій і кінцевій ділянках прокату, 11 - задатчик рівня попередньої неузгодженості швидкісПісля виходу прокату 1 з полю зору датчика ного режиму прокатки наявності прокату 5, з витримкою часу, достатньої Пристрій, що реалізує запропонований спосіб, для виходу прокату 1 з останньої КЛІТІ 2, тобто в працює таким чином До початку прокатки, за допаузі між прокаткою двох послідовно заданих у помогою задатчиків 9, 10 і 11 задають необхідні стан заготовок, на виході блоку затримки часу 6 рівні неузгодженості При цьому на виході датчика з'явиться одиничний сигнал, який, надходячи на наявності прокату 5 існує нульовий сигнал, а на вхід установки блоку програмної зміни неузгоджевиході блоку затримки часу 6 - одиничний сигнал, ності 8, встановлює на його виході сигнал, що доякий, надходячи на вхід установки блоку програмрівнює сигналу задатчика 9 максимального рівня ної зміни неузгодженості 8, встановлює на його неузгодженості на початковій ДІЛЯНЦІ прокату 1, і виході сигнал, що дорівнює сигналу задатчика 9 системою управління швидкісним режимом прокамаксимального рівня неузгодженості на початковій тки 4 шляхом завдання частоти обертання елект 6982 6 роприводів 3 клітей 2 перед прокаткою наступної льних рівнів неузгодженостей швидкостей оберзаготовки буде встановлений, ВІДПОВІДНО ДО винатання валків суміжних клітей і вирівнювання вплиходу, рівень неузгодженості швидкісного режиму вів на ширину прокату додаткових натягів при прокатки, необхідний для прокатки передньої діпрокатці початкових і кінцевих ділянок заготовки і лянки прокату підвищення таким чином стабільності поперечних геометричних розмірів готового прокату по його У такий спосіб досягається завдання різних, початкового - на початковій ДІЛЯНЦІ заготовки і ДОВЖИНІ кінцевого - на кінцевій ДІЛЯНЦІ заготовки, максима Напрям прокатки 1 1 L Комп ютерна верстка А Рябко JL Л 10 Підписне 11 Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling billets on continuous section rolling mills
Автори англійськоюBabenko Mykhailo Antonovych, Kvashyn Valerii Mykolaiovych, Koksharov Oleksandr Mykplaiovych, Kostiuchenko Mykhailo Ivanovych, Kryvoruchko Pavlo Petrovych, Sokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych
Назва патенту російськоюСпособ прокатки заготовок на непрерывных сортовых станах
Автори російськоюБабенко Михаил Антонович, Квашин Валерий Николаевич, Кокшаров Александр Николаевич, Костюченко Михаил Иванович, Криворучко Павел Петрович, Сокуренко Анатолий Валентинович, Шеремет Владимир Александрович
МПК / Мітки
МПК: B21B 1/16
Мітки: заготовок, прокатки, станах, безперервних, спосіб, сортових
Код посилання
<a href="https://ua.patents.su/4-6982-sposib-prokatki-zagotovok-na-bezperervnikh-sortovikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки заготовок на безперервних сортових станах</a>
Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 69791
Опубліковано: 15.09.2004
Автори: Карпинський Юрій Пантелеймонович, Костюченко Михайло Іванович, Шеремет Володимир Олександрович, Чигринський Володимир Олександрович, Куваєв Володимир Миколайович, Сокуренко Анатолій Валентинович
МПК: B21B 1/16
Мітки: сортових, прокатки, безперервних, спосіб, заготовок, станах
Формула / Реферат:
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що включає попереднє задання рівнів неузгодженості швидкостей валків клітей з прокатом і без прокату, монотонне зменшення неузгодженості на початковій ділянці прокату від заданого рівня неузгодженості швидкостей валків клітей без прокату до заданого рівня неузгодженості швидкостей валків клітей із прокатом і монотонне збільшення...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Ємченко Юрій Борисович, Кац Давід Наумович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Альохін Вячеслав Григорович, Азаров Сергій Іванович, Альохін Сергій Григорович, Корінь Андрій Олександрович, Мінаєв Олександр Анатолійович
МПК: B21B 1/02
Мітки: прокатки, заготівельних, заготовок, обтискних, станах, спосіб
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Спосіб прокатування на двониткових сортових станах
Номер патенту: 42239
Опубліковано: 15.01.2004
Автори: Дубина Олег Вікторович, Костюченко Михайло Іванович
МПК: B21B 1/00
Мітки: станах, двониткових, спосіб, прокатування, сортових
Формула / Реферат:
1. Спосіб прокатування на двониткових сортових станах, за яким прокатування двох заготовок у чорновій і проміжній групах клітей ведуть у дві нитки до одержання розкатів з однаковим поперечним перерізом, здійснюють передачу обох розкатів у чистові групи клітей, роблять дворівчакове прокатування-розділення розкату в першій чистовій групі клітей і, одночасно з ним, однорівчакове прокатування в другій чистовій групі клітей, який відрізняється...
Спосіб прокатки заготовок на обтискних та заготівельних станах
Номер патенту: 10004
Опубліковано: 30.09.1996
Автори: Шеремет Володимир Олександрович, Нечепоренко Володимир Андрійович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Дишковець Генадій Анатольович, Аскерко Григорій Михайлович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: заготівельних, заготовок, спосіб, станах, обтискних, прокатки
Формула / Реферат:
(57) Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию раската в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15 - 30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке раската с отношением его высоты к катающему диаметру последующего калибра более 0,45 в центре дна впадины раската формируют выпуклость высотой...
Спосіб автоматичної стабілізації режиму прокатки
Номер патенту: 69693
Опубліковано: 15.09.2004
Автори: Курочкін Олександр Федорович, Півняк Генадій Григорович, Костюченко Михайло Іванович, Довгань Сергій Михайлович, Шеремет Володимир Олександрович, Щур Віталій Андрійович, Політов Ігор Віталійович, Сокуренко Анатолій Валентинович, Куваєв Володимир Миколайович, Бабенко Михайло Антонович
МПК: B21B 1/00
Мітки: прокатки, спосіб, режиму, стабілізації, автоматичної
Формула / Реферат:
Спосіб автоматичної стабілізації режиму прокатки, що включає завдання величини прогину, що стабілізується, вимір поточної величини прогину, який відрізняється тим, що стабілізацію величини прогину здійснюють регулюванням співвідношення швидкостей приводів попередніх за ходом прокатки клітей.
Попередній патент: Диспергатор
Наступний патент: Спосіб сумісної утилізації азотнокислотних окислювачів та гідразиновмісних компонентів ррп з отриманням деяких полінітросполук
Випадковий патент: Машинка для спарювання робочого колеса з валом гідротурбіни