Спосіб виготовлення виливків з диференційованими властивостями
Номер патенту: 27681
Опубліковано: 12.11.2007
Автори: Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
Формула / Реферат
Спосіб виготовлення виливків з диференційованими властивостями, що включає послідовне заливання розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, який відрізняється тим, що одну частину виливка заливають через першу ливникову систему вихідним (базовим) розплавом без будь-якої попередньої (додаткової) обробки, у той час як іншу частину виливка, яка залишилася не заповненою, заливають тим же розплавом через другу незалежну від першої (автономну) ливникову систему, в якій розплав, що заливається, проходить внутрішньоформову обробку (модифікування) дрібнодисперсним дробленим зернистим гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою.
Текст
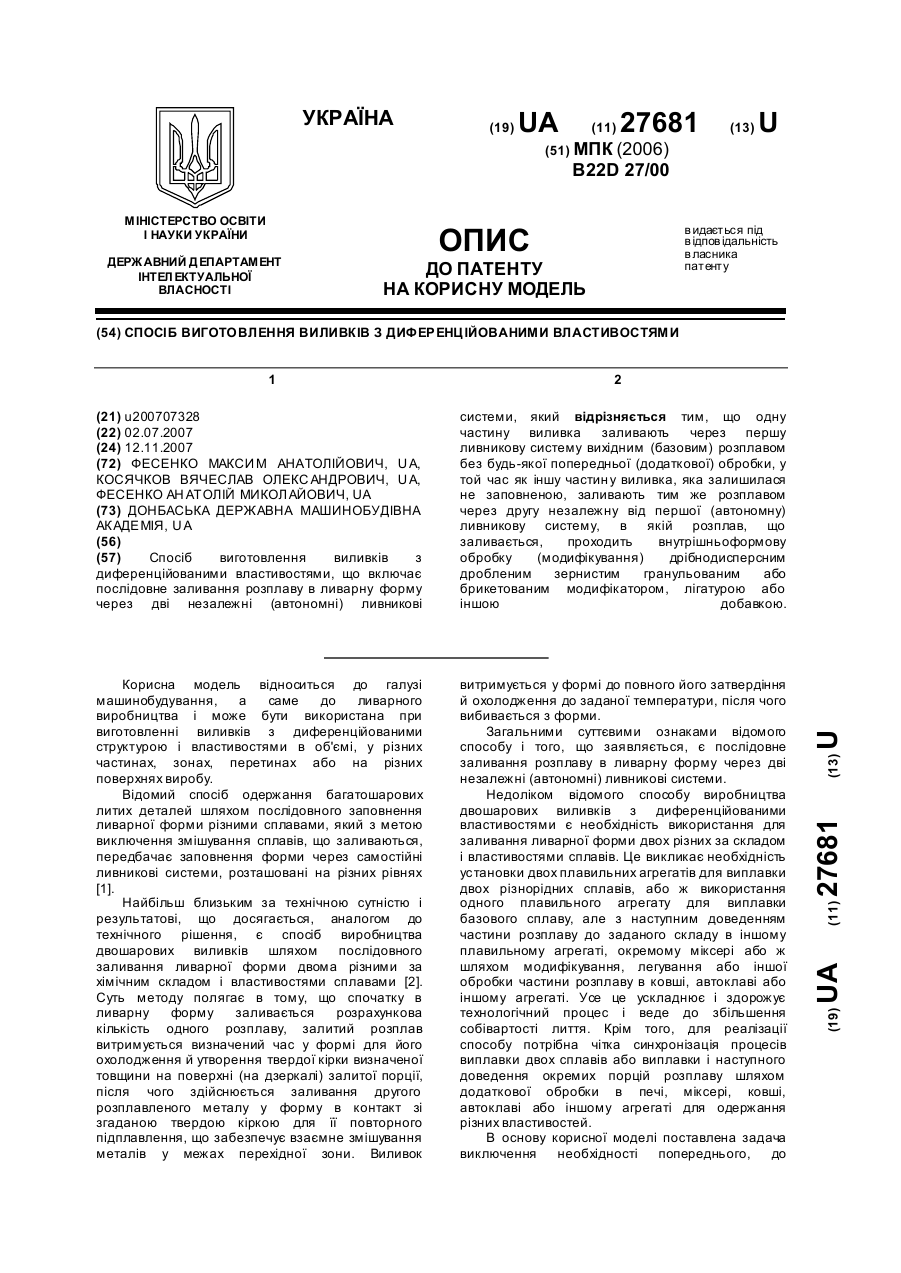
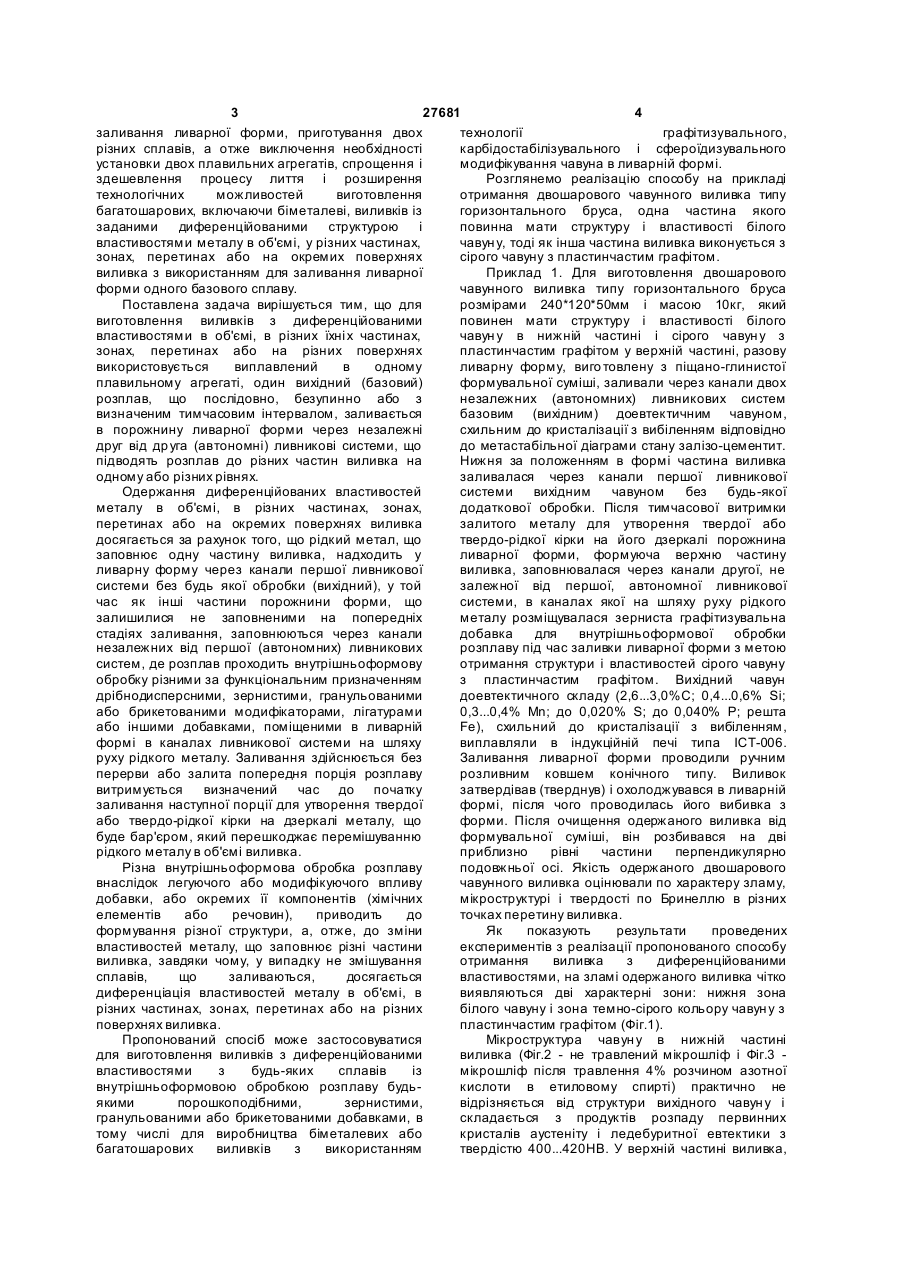
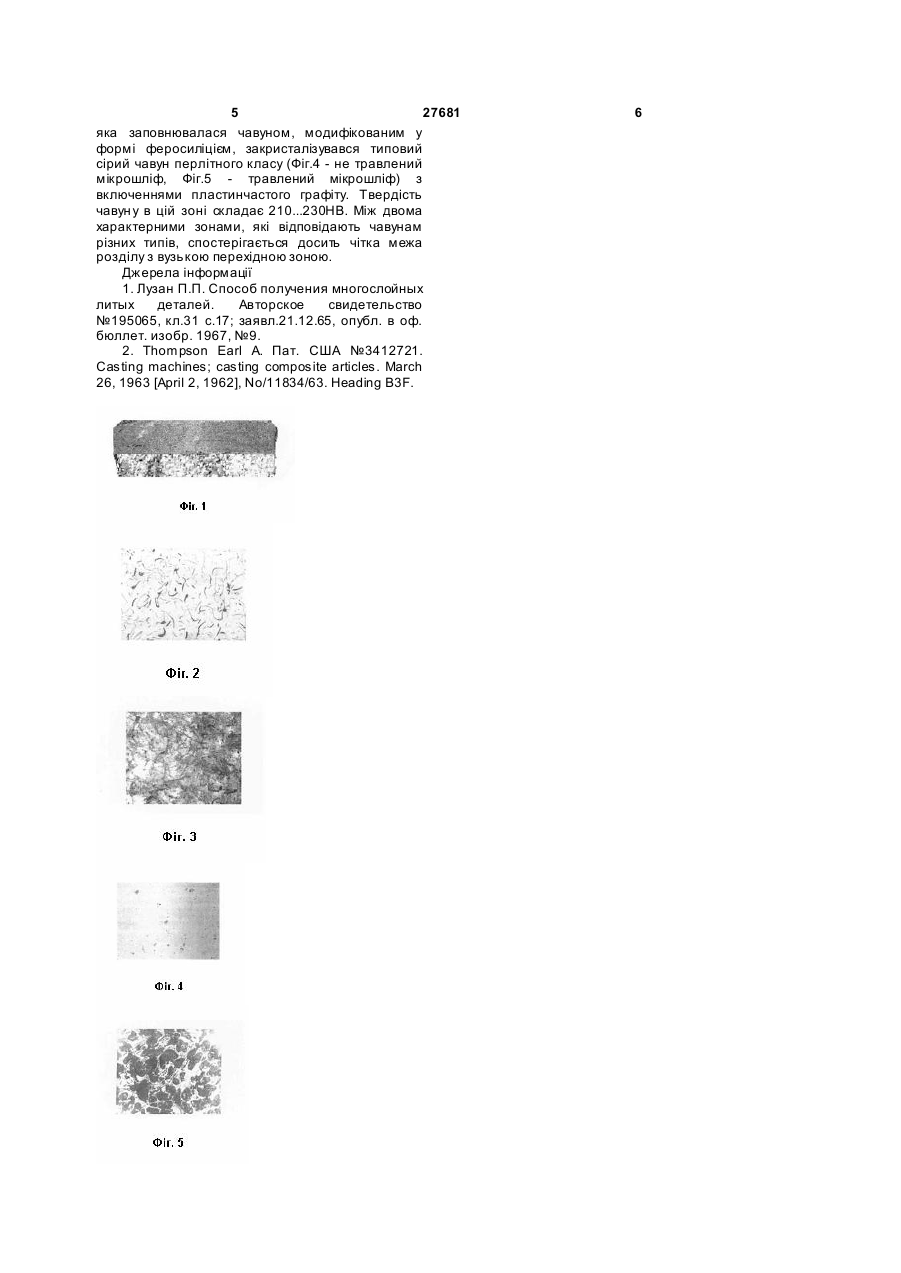
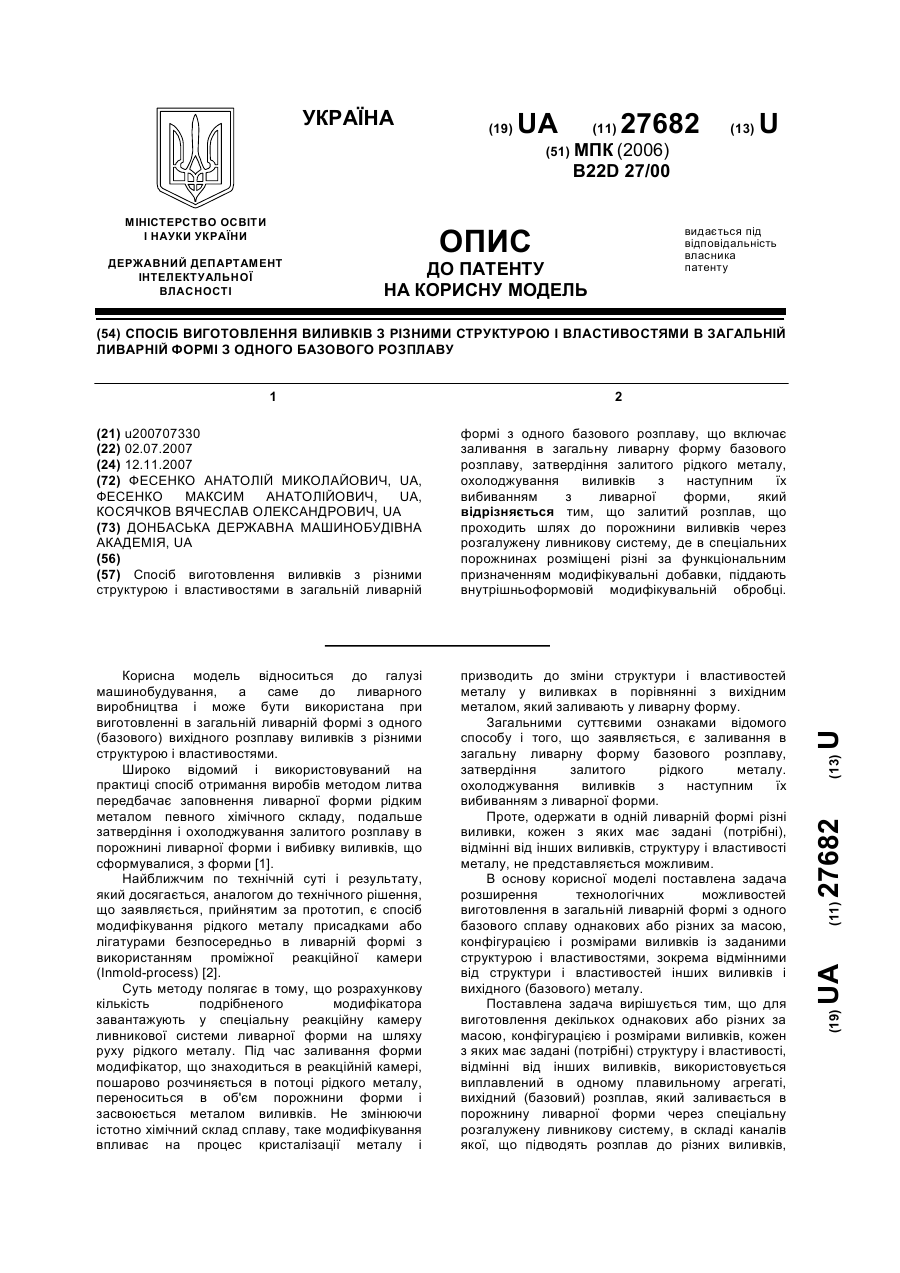
Спосіб виготовлення виливків з диференційованими властивостями, що включає послідовне заливання розплаву в ливарну форму через дві незалежні (автономні) ливникові 3 27681 4 заливання ливарної форми, приготування двох технології графітизувального, різних сплавів, а отже виключення необхідності карбідостабілізувального і сфероїдизувального установки двох плавильних агрегатів, спрощення і модифікування чавуна в ливарній формі. здешевлення процесу лиття і розширення Розглянемо реалізацію способу на прикладі технологічних можливостей виготовлення отримання двошарового чавунного виливка типу багатошарових, включаючи біметалеві, виливків із горизонтального бруса, одна частина якого заданими диференційованими структурою і повинна мати структуру і властивості білого властивостями металу в об'ємі, у різних частинах, чавун у, тоді як інша частина виливка виконується з зонах, перетинах або на окремих поверхнях сірого чавуну з пластинчастим графітом. виливка з використанням для заливання ливарної Приклад 1. Для виготовлення двошарового форми одного базового сплаву. чавунного виливка типу горизонтального бруса Поставлена задача вирішується тим, що для розмірами 240*120*50мм і масою 10кг, який виготовлення виливків з диференційованими повинен мати структуру і властивості білого властивостями в об'ємі, в різних їхні х частинах, чавун у в нижній частині і сірого чавун у з зонах, перетинах або на різних поверхнях пластинчастим графітом у верхній частині, разову використовується виплавлений в одному ливарну форму, виго товлену з піщано-глинистої плавильному агрегаті, один вихідний (базовий) формувальної суміші, заливали через канали двох розплав, що послідовно, безупинно або з незалежних (автономних) ливникових систем визначеним тимчасовим інтервалом, заливається базовим (вихідним) доевтектичним чавуном, в порожнину ливарної форми через незалежні схильним до кристалізації з вибіленням відповідно друг від др уга (автономні) ливникові системи, що до метастабільної діаграми стану залізо-цементит. підводять розплав до різних частин виливка на Нижня за положенням в формі частина виливка одному або різних рівнях. заливалася через канали першої ливникової Одержання диференційованих властивостей системи вихідним чавуном без будь-якої металу в об'ємі, в різних частинах, зонах, додаткової обробки. Після тимчасової витримки перетинах або на окремих поверхнях виливка залитого металу для утворення твердої або досягається за рахунок того, що рідкий метал, що твердо-рідкої кірки на його дзеркалі порожнина заповнює одну частину виливка, надходить у ливарної форми, формуюча верхню частину ливарну форму через канали першої ливникової виливка, заповнювалася через канали другої, не системи без будь якої обробки (вихідний), у той залежної від першої, автономної ливникової час як інші частини порожнини форми, що системи, в каналах якої на шляху руху рідкого залишилися не заповненими на попередніх металу розміщувалася зерниста графітизувальна стадіях заливання, заповнюються через канали добавка для внутрішньоформової обробки незалежних від першої (автономних) ливникових розплаву під час заливки ливарної форми з метою систем, де розплав проходить внутрішньоформову отримання структури і властивостей сірого чавуну обробку різними за функціональним призначенням з пластинчастим графітом. Вихідний чавун дрібнодисперсними, зернистими, гранульованими доевтектичного складу (2,6...3,0%С; 0,4...0,6% Si; або брикетованими модифікаторами, лігатурами 0,3...0,4% Мn; до 0,020% S; до 0,040% Р; решта або іншими добавками, поміщеними в ливарній Fe), схильний до кристалізації з вибіленням, формі в каналах ливникової системи на шляху виплавляли в індукційній печі типа ІСТ-006. руху рідкого металу. Заливання здійснюється без Заливання ливарної форми проводили ручним перерви або залита попередня порція розплаву розливним ковшем конічного типу. Виливок витримується визначений час до початку затвердівав (тверднув) і охолоджувався в ливарній заливання наступної порції для утворення твердої формі, після чого проводилась його вибивка з або твердо-рідкої кірки на дзеркалі металу, що форми. Після очищення одержаного виливка від буде бар'єром, який перешкоджає перемішуванню формувальної суміші, він розбивався на дві рідкого металу в об'ємі виливка. приблизно рівні частини перпендикулярно Різна внутрішньоформова обробка розплаву подовжньої осі. Якість одержаного двошарового внаслідок легуючого або модифікуючого впливу чавунного виливка оцінювали по характеру зламу, добавки, або окремих її компонентів (хімічних мікроструктурі і твердості по Бринеллю в різних елементів або речовин), приводить до точках перетину виливка. формування різної структури, а, отже, до зміни Як показують результати проведених властивостей металу, що заповнює різні частини експериментів з реалізації пропонованого способу виливка, завдяки чому, у випадку не змішування отримання виливка з диференційованими сплавів, що заливаються, досягається властивостями, на зламі одержаного виливка чітко диференціація властивостей металу в об'ємі, в виявляються дві характерні зони: нижня зона різних частинах, зонах, перетинах або на різних білого чавуну і зона темно-сірого кольору чавун у з поверхнях виливка. пластинчастим графітом (Фіг.1). Пропонований спосіб може застосовуватися Мікроструктура чавун у в нижній частині для виготовлення виливків з диференційованими виливка (Фіг.2 - не травлений мікрошліф і Фіг.3 властивостями з будь-яких сплавів із мікрошліф після травлення 4% розчином азотної внутрішньоформовою обробкою розплаву будькислоти в етиловому спирті) практично не якими порошкоподібними, зернистими, відрізняється від структури вихідного чавун у і гранульованими або брикетованими добавками, в складається з продуктів розпаду первинних тому числі для виробництва біметалевих або кристалів аустеніту і ледебуритної евтектики з багатошарових виливків з використанням твердістю 400...420НВ. У верхній частині виливка, 5 27681 яка заповнювалася чавуном, модифікованим у формі феросиліцієм, закристалізувався типовий сірий чавун перлітного класу (Фіг.4 - не травлений мікрошліф, Фіг.5 - травлений мікрошліф) з включеннями пластинчастого графіту. Твердість чавун у в цій зоні складає 210...230НВ. Між двома характерними зонами, які відповідають чавунам різних типів, спостерігається досить чітка межа розділу з вузькою перехідною зоною. Джерела інформації 1. Лузан П.П. Способ получения многослойных литых деталей. Авторское свидетельство №195065, кл.31 с.17; заявл.21.12.65, опубл. в оф. бюллет. изобр. 1967, №9. 2. Thompson Earl А. Пат. США №3412721. Casting machines; casting composite articles. March 26, 1963 [April 2, 1962], No/11834/63. Heading B3F. 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing castings with varied properties
Автори англійськоюFesenko Maksym Anatoliiovych, Kosiachkov Viacheslav Oleksandrovych, Fesenko Anatolii Mykolaiovych
Назва патенту російськоюСпособ изготовления отливок с дифференцированными свойствами
Автори російськоюФесенко Максим Анатольевич, Косячков Вячеслав Александрович, Фесенко Анатолий Николаевич
МПК / Мітки
МПК: B22D 27/00
Мітки: виготовлення, диференційованими, властивостями, спосіб, виливків
Код посилання
<a href="https://ua.patents.su/3-27681-sposib-vigotovlennya-vilivkiv-z-diferencijjovanimi-vlastivostyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливків з диференційованими властивостями</a>
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву
Номер патенту: 27682
Опубліковано: 12.11.2007
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович
МПК: B22D 27/00
Мітки: структурою, властивостями, одного, різними, загальній, розплаву, форми, спосіб, виливків, базового, виготовлення, ливарний
Формула / Реферат:
Спосіб виготовлення виливків з різними структурою і властивостями в загальній ливарній формі з одного базового розплаву, що включає заливання в загальну ливарну форму базового розплаву, затвердіння залитого рідкого металу, охолоджування виливків з наступним їх вибиванням з ливарної форми, який відрізняється тим, що залитий розплав, що проходить шлях до порожнини виливків через розгалужену ливникову систему, де в спеціальних порожнинах...
Спосіб лиття виливків
Номер патенту: 77367
Опубліковано: 15.11.2006
Автори: Северенчук Андрій Станіславович, Теряєв Олександр Митрофанович, Трухін Микола Олексійович, Шенфельд Гліб Глібович
МПК: B22D 7/00
Мітки: лиття, спосіб, виливків
Формула / Реферат:
Спосіб лиття виливків, що включає заливання сталі у виливницю з установкою кристалізатора під рівень рідкого металу на відстані, рівній 0,0025-0,0099 висоти виливка, який відрізняється тим, що попередньо до заливання металу встановлюють кристалізатор, який являє собою об'ємну конструкцію з товщиною елементів 5-16 мм, висотою, рівною 0,02-0,06 висоти виливка, і загальною масою, рівною 0,0015-0,004 маси виливка.
Спосіб виготовлення виливків
Номер патенту: 80381
Опубліковано: 10.09.2007
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: спосіб, виготовлення, виливків
Формула / Реферат:
1. Спосіб виготовлення виливків, що включає виробництво піщаної форми по крижаних моделях в опоці, створення газового тиску на форму, розплавлення моделі й усмоктування продуктів розплавлення моделі в пісок форми, заливання металевого розплаву, затвердіння і видалення виливка, який відрізняється тим, що розплавлення моделі й усмоктування продуктів розплавлення моделі виконують під дією газового тиску, яким притискають поверхневі шари стінки...
Спосіб виготовлення виливків для одержання двошарових листопрокатних валків, ливарна форма і модифікатор для здійснення способу
Номер патенту: 80101
Опубліковано: 27.08.2007
Автори: Бойко Леонід Григорович, Клименко Фелікс Констянтинович, Хитько Олександр Юрійович, Хричиков Валерій Євгенович
МПК: C21C 7/04, C22C 35/00, B22D 27/20, C21C 7/076, B22D 15/00, B22D 7/06
Мітки: модифікатор, двошарових, одержання, форма, здійснення, ливарна, спосіб, валків, способу, листопрокатних, виготовлення, виливків
Формула / Реферат:
1. Спосіб виготовлення виливка для одержання двошарового листопрокатного валка, що включає заливання металу у ливарну форму, кристалізацію і подальше його охолодження, який відрізняється тим, що після кристалізації робочого шару виливка в його нижню шийку вводять графітизуючий модифікатор з температурою плавлення, на 500-570°С меншою за температуру твердіння металу виливка.2. Ливарна форма для виготовлення виливка при виробництві...
Спосіб виготовлення виливка з чавуну
Номер патенту: 66968
Опубліковано: 15.06.2004
Автори: Бондаренко Сергій Вікторович, Левін Павло Борисович, Віткалов Іван Сергійович
МПК: B22D 7/00, C22C 37/10
Мітки: виливка, чавуну, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення виливка з чавуну, який полягає в тому, що заповнюють порожнину металевої ливарної форми розплавленим чавуном, здійснюють процес затвердіння чавуну, відкривають форму і витягають з форми виливок зі згаданого чавуну, який відрізняється тим, що перед заповненням порожнини ливарної форми чавуном форму відкривають, наносять при відкритій ливарній формі на внутрішню поверхню стінок порожнини ливарну фарбу, установлюють на дно...