Спосіб виготовлення виливків
Номер патенту: 80381
Опубліковано: 10.09.2007
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович

Формула / Реферат
1. Спосіб виготовлення виливків, що включає виробництво піщаної форми по крижаних моделях в опоці, створення газового тиску на форму, розплавлення моделі й усмоктування продуктів розплавлення моделі в пісок форми, заливання металевого розплаву, затвердіння і видалення виливка, який відрізняється тим, що розплавлення моделі й усмоктування продуктів розплавлення моделі виконують під дією газового тиску, яким притискають поверхневі шари стінки крижаної моделі до поверхні робочої порожнини піщаної форми шляхом подачі газового тиску в центральну частину моделі.
2. Спосіб за п. 1, який відрізняється тим, що газовий тиск подають після накривання верхнього контрладу форми герметизуючою кришкою.
3. Спосіб за п. 1, який відрізняється тим, що для піщаних форм, які вакуумуються, газовий тиск створюють за рахунок перепаду атмосферного тиску і розрідження в піску форми.
4. Спосіб за п. 1, який відрізняється тим, що використовують крижані моделі з порожниною, заповненою рідиною і/або газом, на які здійснюють тиск.
5. Спосіб за п. 4, який відрізняється тим, що величину газового тиску і міцність стінок порожнинних крижаних моделей вибирають такими, щоб задовольнялася умова:
σМ < Р ≤ σф,
де σМ – міцність стінки порожнинної моделі, Па,
Р – газовий тиск, Па,
σф – міцність піщаної форми, Па.
6. Спосіб за п. 4, який відрізняється тим, що використовують частково затверділі крижані моделі, що мають зовнішню тверду оболонку.
Текст
1. Спосіб виготовлення виливків, що включає виробництво піщаної форми по крижаних моделях в опоці, створення газового тиску на форму, розплавлення моделі й усмоктування продуктів розплавлення моделі в пісок форми, заливання металевого розплаву, затвердіння і видалення виливка, який відрізняється тим, що розплавлення моделі й усмоктування продуктів розплавлення моделі виконують під дією газового тиску, яким притискають поверхневі шари стінки крижаної мо C2 2 (19) 1 3 80381 плаву, затвердіння і видалення виливка, згідно винаходу розплавлення моделі й усмоктування продуктів розплавлення моделі виконують під дією газового тиску, яким притискають поверхневі шари стінки крижаної моделі до поверхні робочої порожнини піщаної форми шляхом подачі його в центральну частину моделі. Крім того газовий тиск можуть подавати після накривання верхнього контрладу форми герметизуючою кришкою, а для піщаних форм, які вакуумуються, газовий тиск створюють за рахунок перепаду атмосферного тиску і розрідження в піску форми. Також використовують порожнинні крижані моделі з порожниною, заповненою рідиною і / або газом, на які здійснюють тиск. Крім того величину газового тиску і міцність стінок порожнинних крижаних моделей вибирають такими, щоб задовольнялася умова: sм < Р £ sф, де sм - міцність стінки порожнинної моделі. Па; Р - газовий тиск. Па; sф - міцність піщаної форми. Па. При цьому можуть використовувати частково затверділі крижані моделі, що мають зовнішню тверду оболонку. На Фіг. умовно показана піщана форма в розрізі, виконана в опоці типу контейнера з піском 1, у якій заформована порожнинна крижана модель, що складається зі стінки 2 (кірки) і порожнини 3. Пісок можуть вакуумувати через клапан 4 після герметизації контрладу піщаної форми синтетичною плівкою 5, що має отвори під випір 6 і лійку 7 моделі. Газовий тиск на контрлад можуть подавати через клапан 8, що вмонтований в знімну кришку 9, якою можуть накривати форму. Здійснення винаходу засноване на використанні принципу вакуумно-плівкової формовки (ВПФ), коли міцність форми до затвердіння виливка підтримують за рахунок перепаду тиску повітря в порожнині форми (на рівні атмосферного ~ 100кПа) і тиску Р в товщі сухого піску, звичайно Р = 50 ± 20кПа (розрідження). У випадку 111 такий же перепад створюють при тиску в порожнині форми величиною 150 ± 20кПа й атмосферного - у товщі піску. У всіх випадках на поверхні стінки порожнини форми підтримують тиск вище, ніж у її глибині, у тому числі і під час танення крижаної моделі. Комп’ютерна верстка В. Клюкін 4 За аналогією з ВПФ кірку порожнинної крижаної моделі можна розглядати як товсту крижану герметизуючу плівку, що облицьовує порожнину форми. Але тиск на неї слід підтримувати таким, щоб ця крижана плівка завжди притискалася до стінок форми, аж до свого усмоктування в неї. Після чого поверхневий зволожений прошарок піску зі зниженою газопроникністю (часто в сполученні з протипригарним покриттям) підтримують близький до вказаного перепад тисків, аналогічно способу [2]. Формують модель в опоці контейнерного типу шляхом засипання піску 1. Контрлад герметизують пластиковою плівкою 5 з отворами під випір 6 і лійку 7 моделі. Для видалення моделі застосовують два варіанти. При першому - форму покривають кришкою 8, під яку по клапану 9 дають надлишковий тиск, аналогічно способові /І/, а через клапан 4 сполучають пісок 1 з атмосферою. Після танення моделі підключають вакуумування до клапана 4, тиск з-під кришки 8 знімають, кришку піднімають і заливають порожнину форми металом. Після заливання можливе повторне накладення тиску для впливу на виливок. В другому варіанті кришку не використовують, а вакуумують форму через клапан 4, створюючи вищевказаний перепад тисків. В обох випадках слід застосовувати порожнинні моделі з подачею тиску в центральну частину (порожнину) моделі. Перепад тиску на границі "порожнина-пісок" ~ 50кПа не дозволить при зазначеній товщині відшаруватися кірці моделі від форми. У будь-якому випадку він повинний бути вище міцності стінки порожнинної моделі. Чим тиск вище, тим швидше плавиться модель і порожнина форми звільняється для наступного заливання металом. Однак цей тиск не повинен перевищувати міцності піщаної форми, щоб уникнути її деформування. При виготовленні моделей можливе лише часткове їхнє заморожування і без звільнення порожнини від рідини можлива їх подача на формовку з наступним впливом тиску на цей рідкий залишок і усмоктуванням всієї моделі у форму. Спосіб забезпечить виробництво якісних виливків по крижаних моделях без випадків обсипання форми при таненні моделі. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing castings
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюСпособ изготовления отливок
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
Мітки: виготовлення, спосіб, виливків
Код посилання
<a href="https://ua.patents.su/2-80381-sposib-vigotovlennya-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливків</a>
Спосіб виготовлення заморожених моделей виливків з порожниною
Номер патенту: 80073
Опубліковано: 10.08.2007
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович, Русаков Петро Володимирович
Мітки: виготовлення, порожниною, моделей, виливків, заморожених, спосіб
Формула / Реферат:
1. Спосіб виготовлення заморожених моделей виливків з порожниною, який включає встановлення піщаного стержня в прес-форму, заливання в прес-форму водної композиції і заморожування цієї композиції, який відрізняється тим, що заморожування водної композиції виконують шляхом теплопередачі від попередньо охолодженого піщаного стержня.2. Спосіб за п. 1, який відрізняється тим, що в прес-форму встановлюють піщаний стержень з водонепроникним...
Спосіб виготовлення виливків
Номер патенту: 61796
Опубліковано: 16.05.2005
Автори: Лебедев Євген Миколайович, Маншилін Олександр Гейнійович, Кукуй Давид Пенхусович
МПК: B22D 27/20, B22D 7/00
Мітки: виготовлення, спосіб, виливків
Формула / Реферат:
Спосіб виготовлення виливків, при якому модифікатор і інокулятор розміщують у ливарній формі до її заливання розплавом, який відрізняється тим, що в процесі заливання форми спочатку здійснюють інокуляцію, а потім модифікацію розплаву причому спорідненість до кисню речовини модифікатора не менш ніж у 10 разів перевищує цей показник для речовини інокулятора.
Спосіб виготовлення виливків для одержання двошарових листопрокатних валків, ливарна форма і модифікатор для здійснення способу
Номер патенту: 80101
Опубліковано: 27.08.2007
Автори: Хитько Олександр Юрійович, Бойко Леонід Григорович, Клименко Фелікс Констянтинович, Хричиков Валерій Євгенович
МПК: C22C 35/00, C21C 7/04, B22D 7/06, C21C 7/076, B22D 15/00, B22D 27/20
Мітки: форма, ливарна, здійснення, двошарових, виливків, одержання, валків, листопрокатних, спосіб, способу, модифікатор, виготовлення
Формула / Реферат:
1. Спосіб виготовлення виливка для одержання двошарового листопрокатного валка, що включає заливання металу у ливарну форму, кристалізацію і подальше його охолодження, який відрізняється тим, що після кристалізації робочого шару виливка в його нижню шийку вводять графітизуючий модифікатор з температурою плавлення, на 500-570°С меншою за температуру твердіння металу виливка.2. Ливарна форма для виготовлення виливка при виробництві...
Спосіб виготовлення виливків по моделям, що газифкуються, з кристалізацією під тиском
Номер патенту: 1183
Опубліковано: 30.12.1993
Автори: Валігура Анатолій Іванович, Шульга Василь Тимофійович, Єфімов Віктор Олексійович, Шинський Олег Йосипович, Примак Іван Никонорович, Черненко Надія Георгієвна, Сінчугов Олександр Юр'євич
МПК: B22D 18/04, B22C 9/04
Мітки: тиском, газифкуються, моделям, виливків, кристалізацією, виготовлення, спосіб
Формула / Реферат:
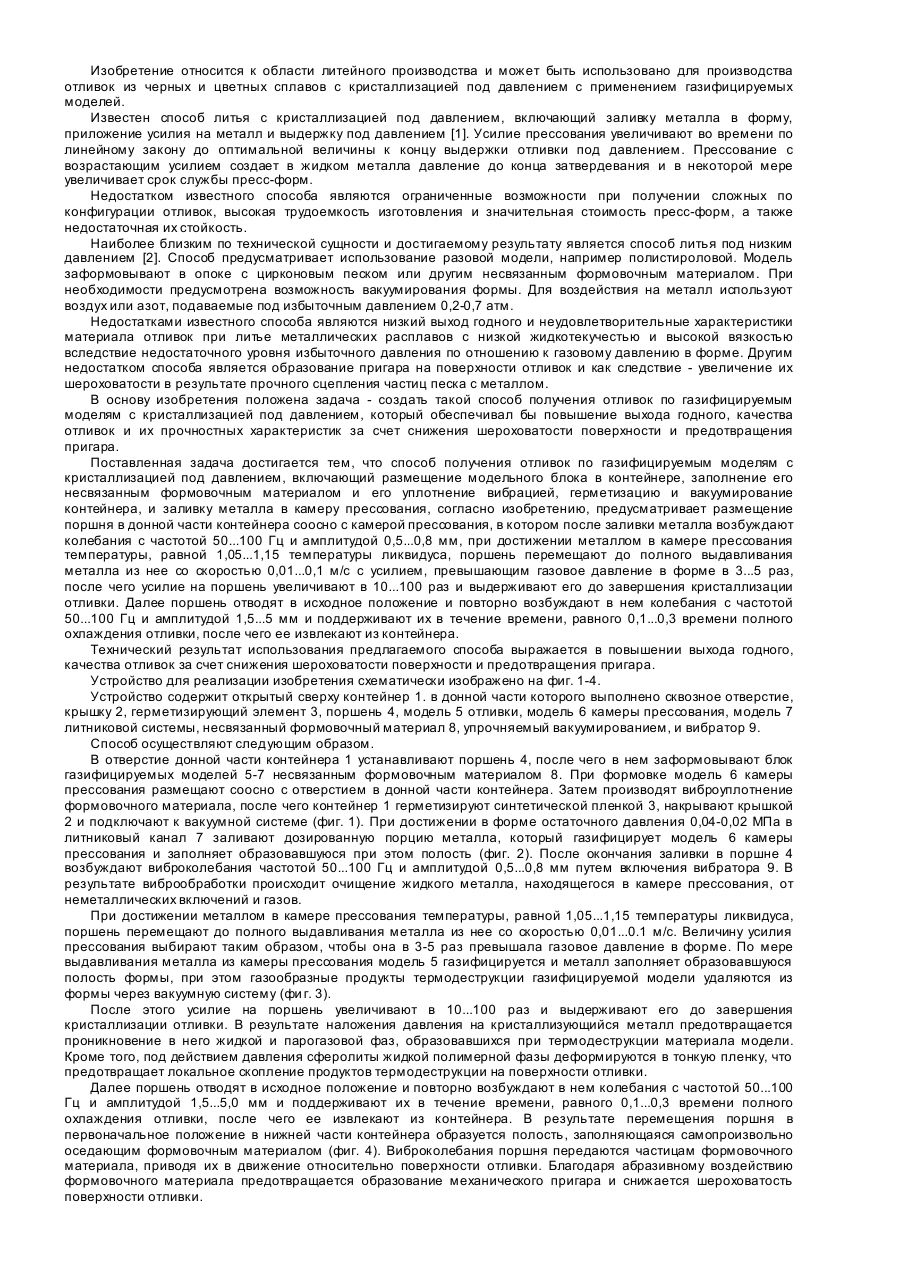
Способ получения отливок по газифицируемым моделям с кристаллизацией под давлением, включающий размещение модельного блока в контейнере, заполнение его несвязанным формовочным материалом и его уплотнение вибрацией, герметизацию и вакуумирование контейнера, и заливку металла в камеру прессования, отличающийся тем, что в донной части контейнера соосно с камерой прессования размещают поршень, в котором после заливки металла возбуждают колебания...
Спосіб одержання довгомірних порожнистих виливків та пристрій для його здійснення
Номер патенту: 46294
Опубліковано: 15.05.2002
Автори: Щеглов Володимир Михайлович, Кондратюк Станіслав Євгенович, Шинський Олег Йосипович, Бречко Олена Львівна, Примак Іван Никонорович
МПК: B22D 27/11, B22D 7/04
Мітки: спосіб, порожнистих, довгомірних, одержання, виливків, пристрій, здійснення
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків, що включає заповнення форми розплавом методом вичавлювання, а також живлення під тиском із камери вичавлювання та із розширювача каналу центрального стрижня, який відрізняється тим, що розплав із камери вичавлювання подається в канал центрального стрижня, а із нього в ливарну форму через систему отворів /живильників/ в боковій поверхні стрижня при синхронізації рівнів підйому розплаву в...
Попередній патент: Спосіб виготовлення заморожених моделей
Наступний патент: Клей термопластичний
Випадковий патент: Коливальний віскозиметр