Спосіб виготовлення виливка з чавуну
Номер патенту: 66968
Опубліковано: 15.06.2004
Автори: Віткалов Іван Сергійович, Бондаренко Сергій Вікторович, Левін Павло Борисович
Формула / Реферат
Спосіб виготовлення виливка з чавуну, який полягає в тому, що заповнюють порожнину металевої ливарної форми розплавленим чавуном, здійснюють процес затвердіння чавуну, відкривають форму і витягають з форми виливок зі згаданого чавуну, який відрізняється тим, що перед заповненням порожнини ливарної форми чавуном форму відкривають, наносять при відкритій ливарній формі на внутрішню поверхню стінок порожнини ливарну фарбу, установлюють на дно порожнини ливарної форми жеребейки з металоутримуючого матеріалу після нанесення ливарної фарби, установлюють на згадані жеребейки злиток алюмінію, забезпечують розташування злитка алюмінію на однаковій відстані від дна і стінок порожнини ливарної форми, установлюють на верхню поверхню злитка алюмінію аналогічні жеребейки, закривають порожнину ливарної форми, виконують після закриття порожнини ливарної форми технологічні операції щодо заливання розплавленого чавуну у внутрішній простір між внутрішніми поверхнями стінок форми і зовнішніми поверхнями стінок злитка, і витягу з ливарної форми виливка з розташованими в ньому злитком алюмінію і жеребейками.
Текст
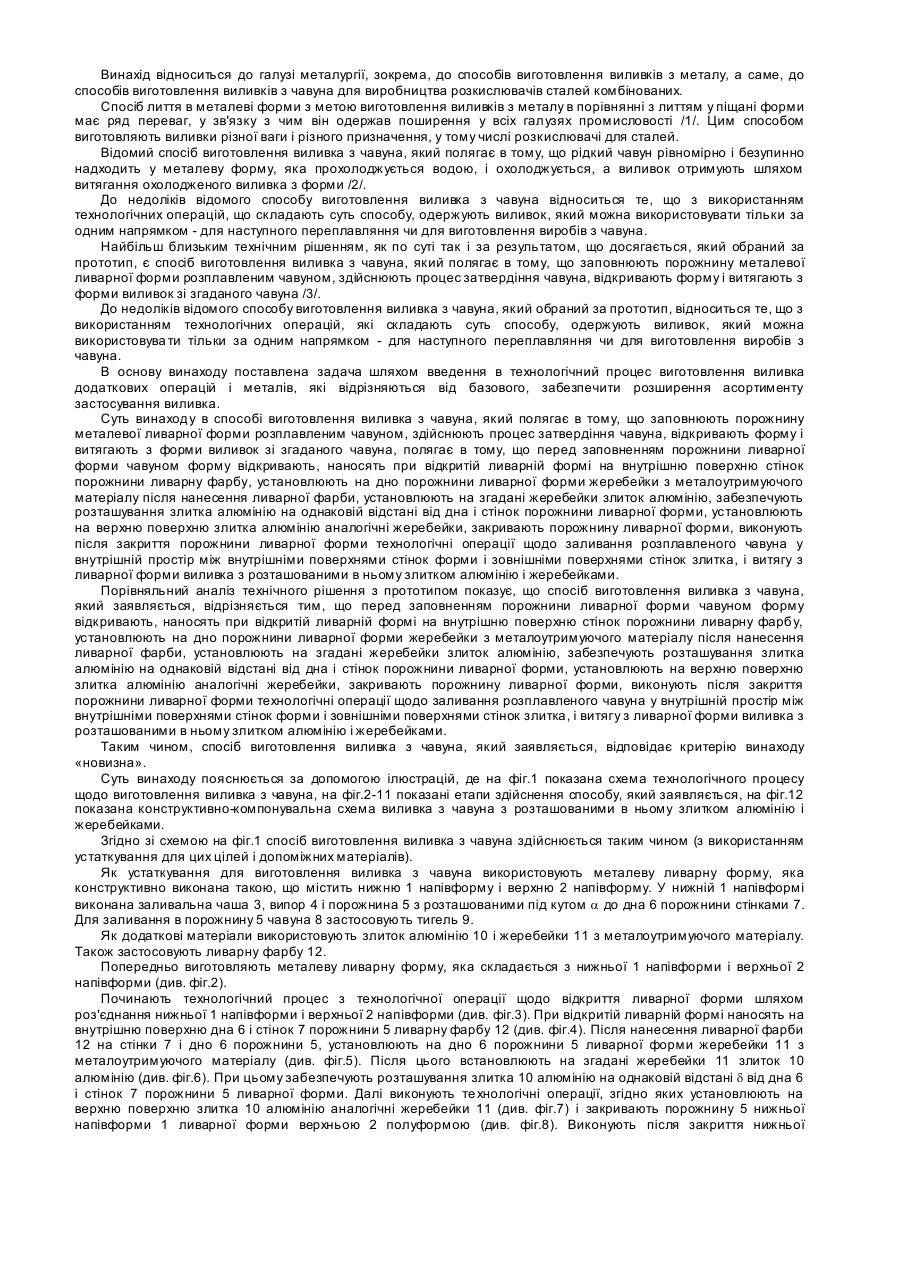
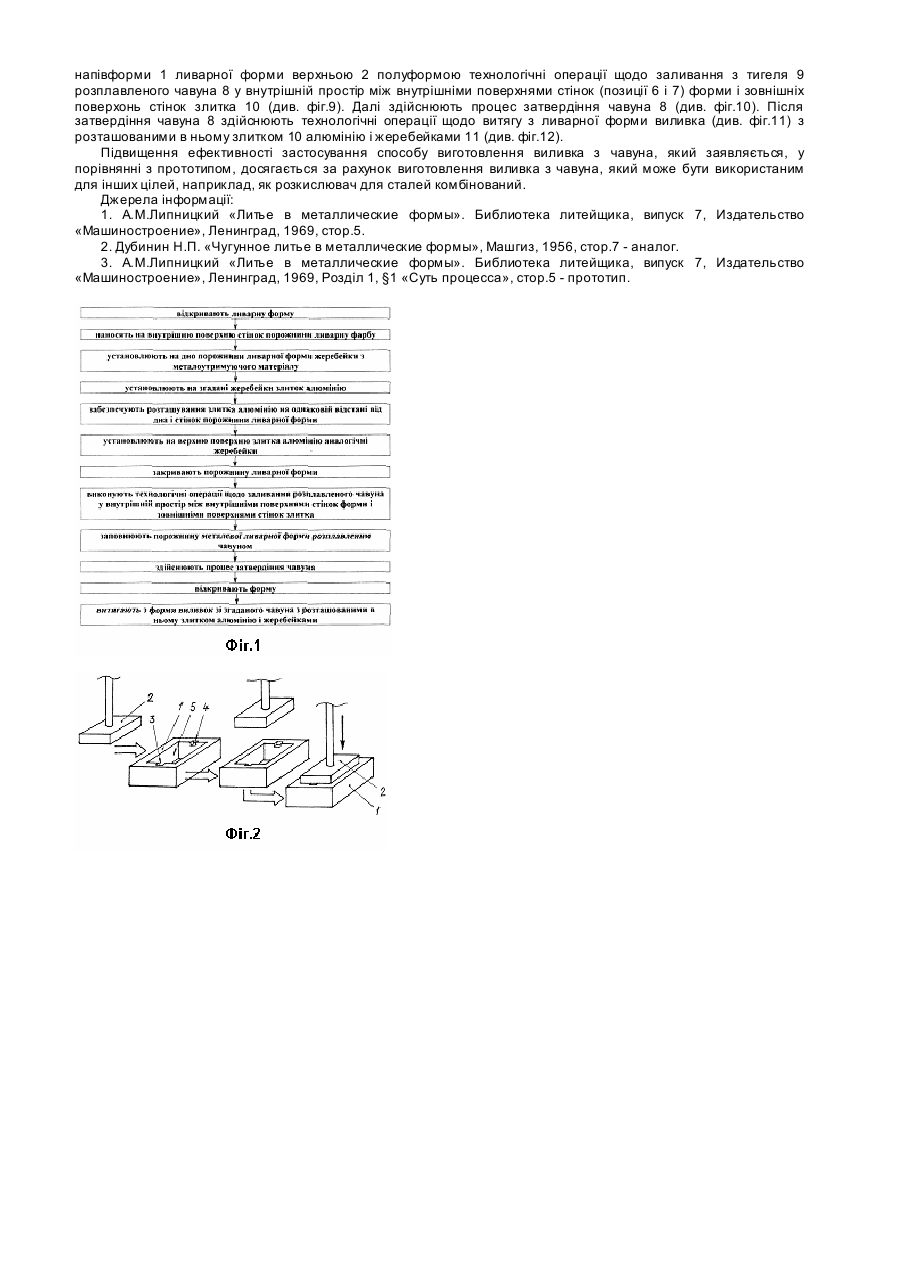
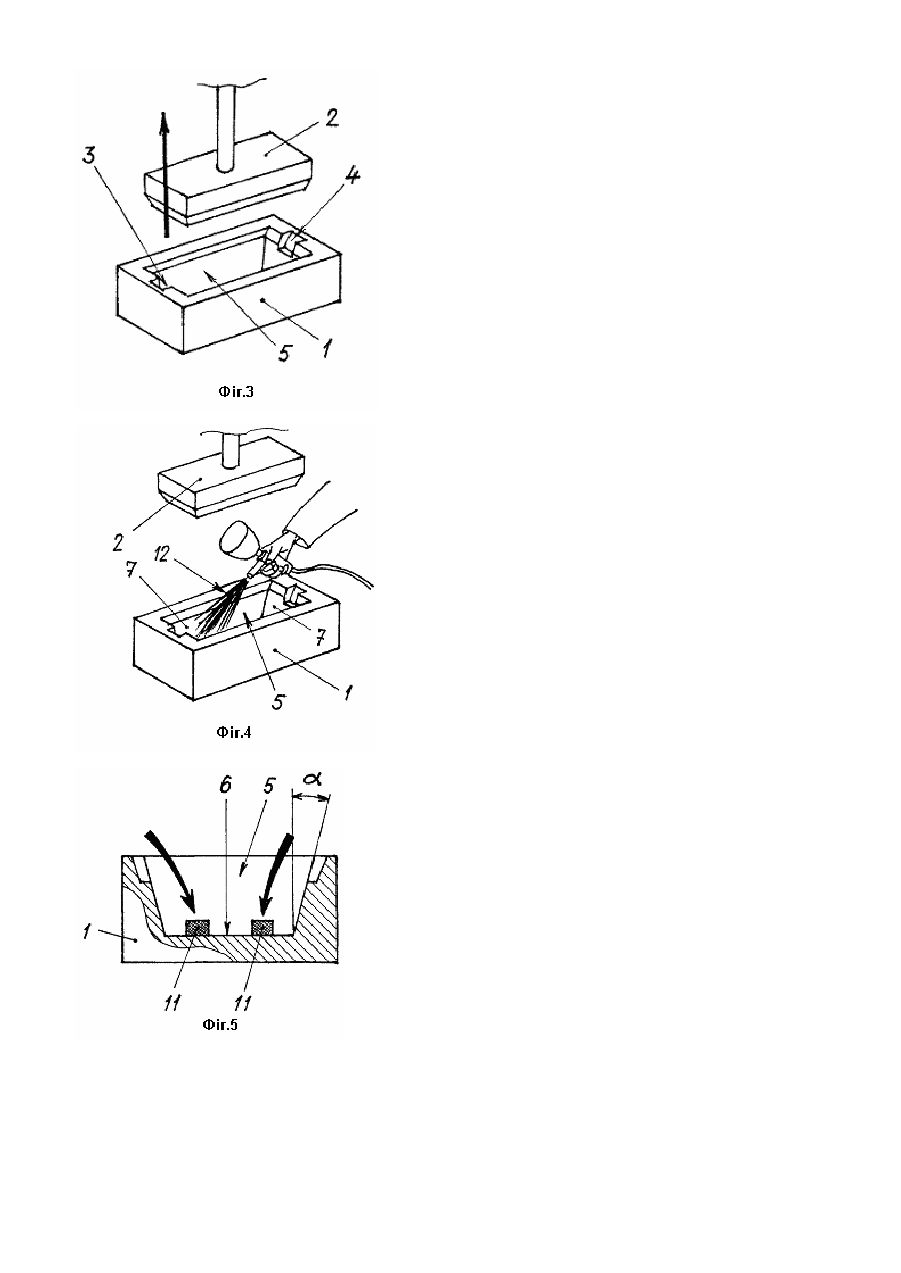
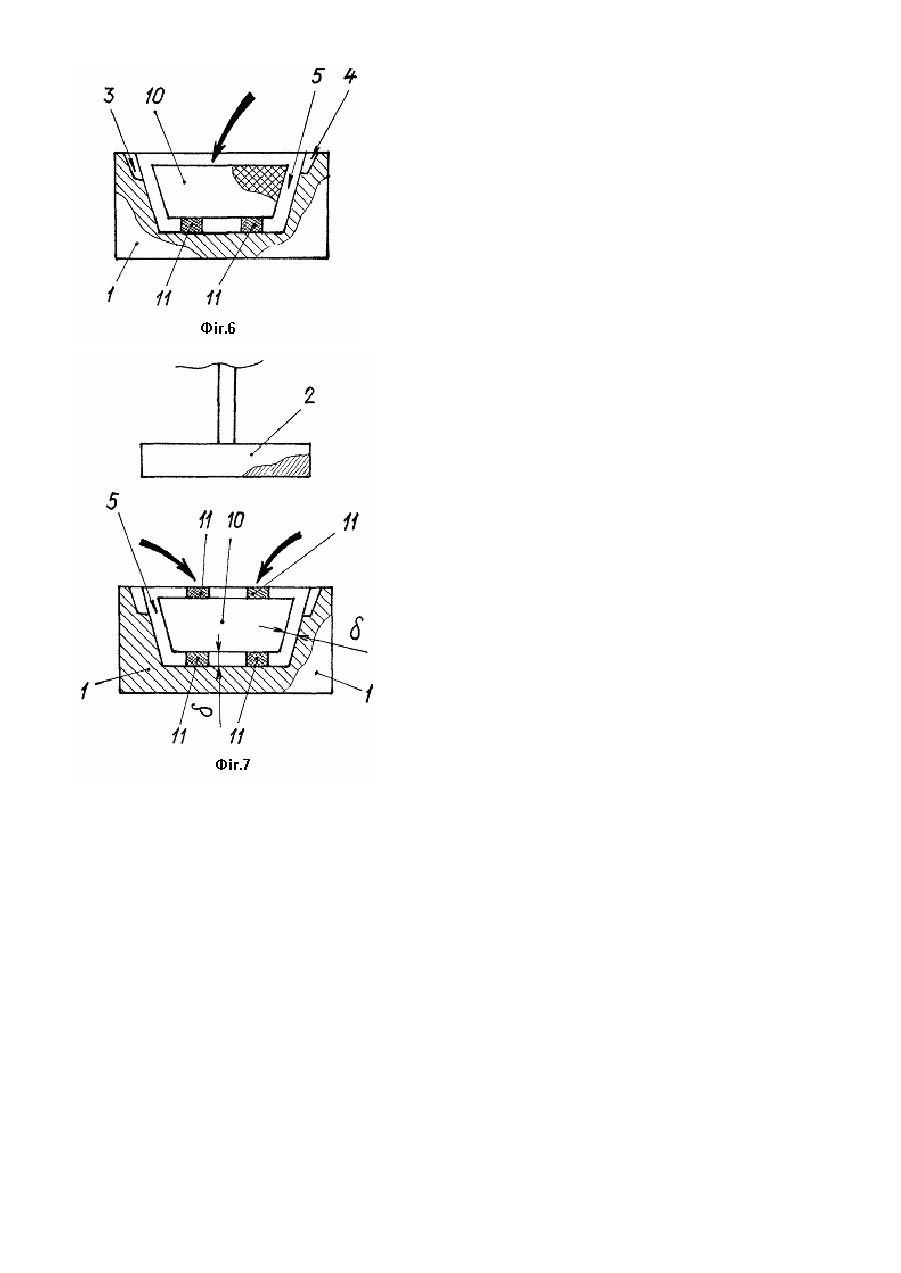
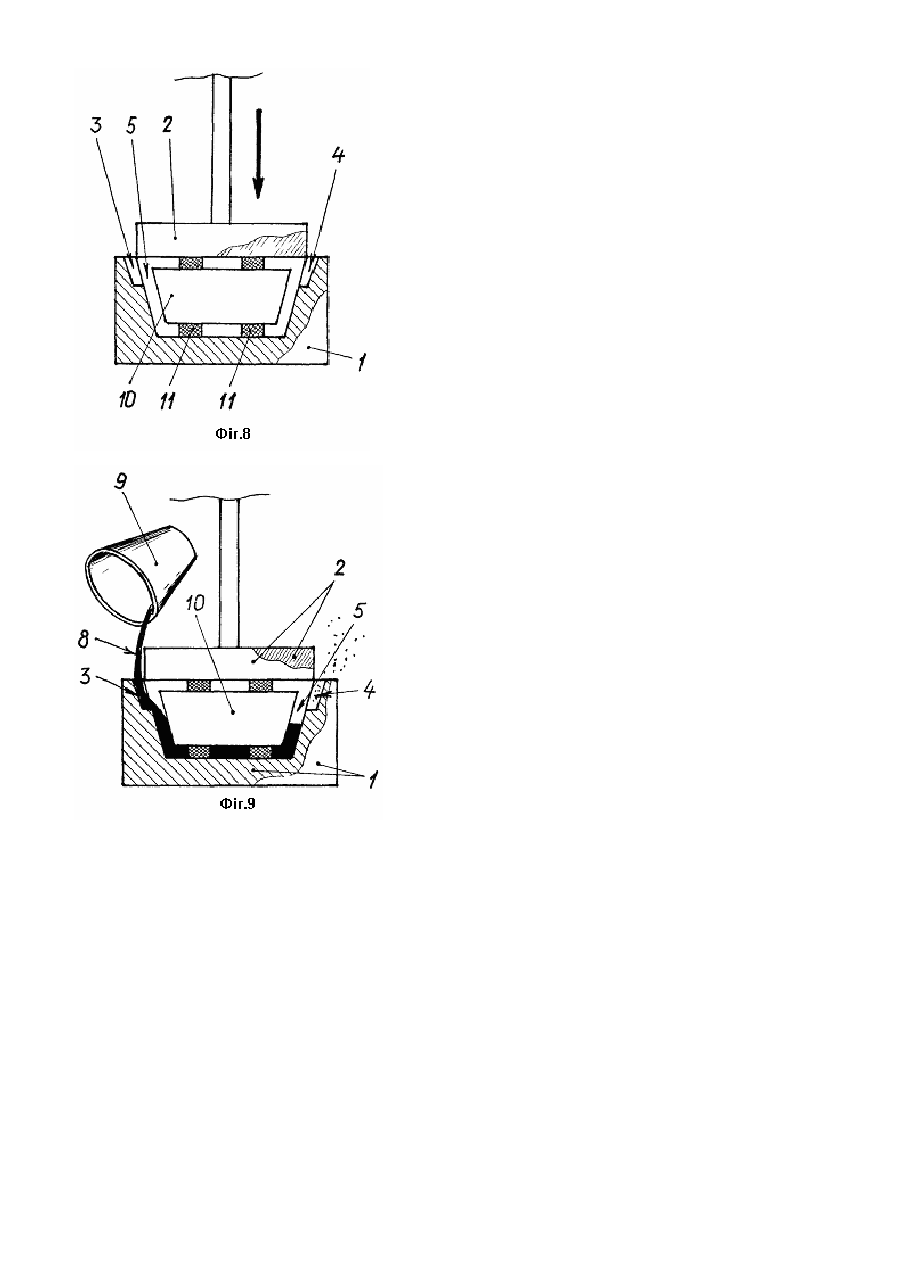
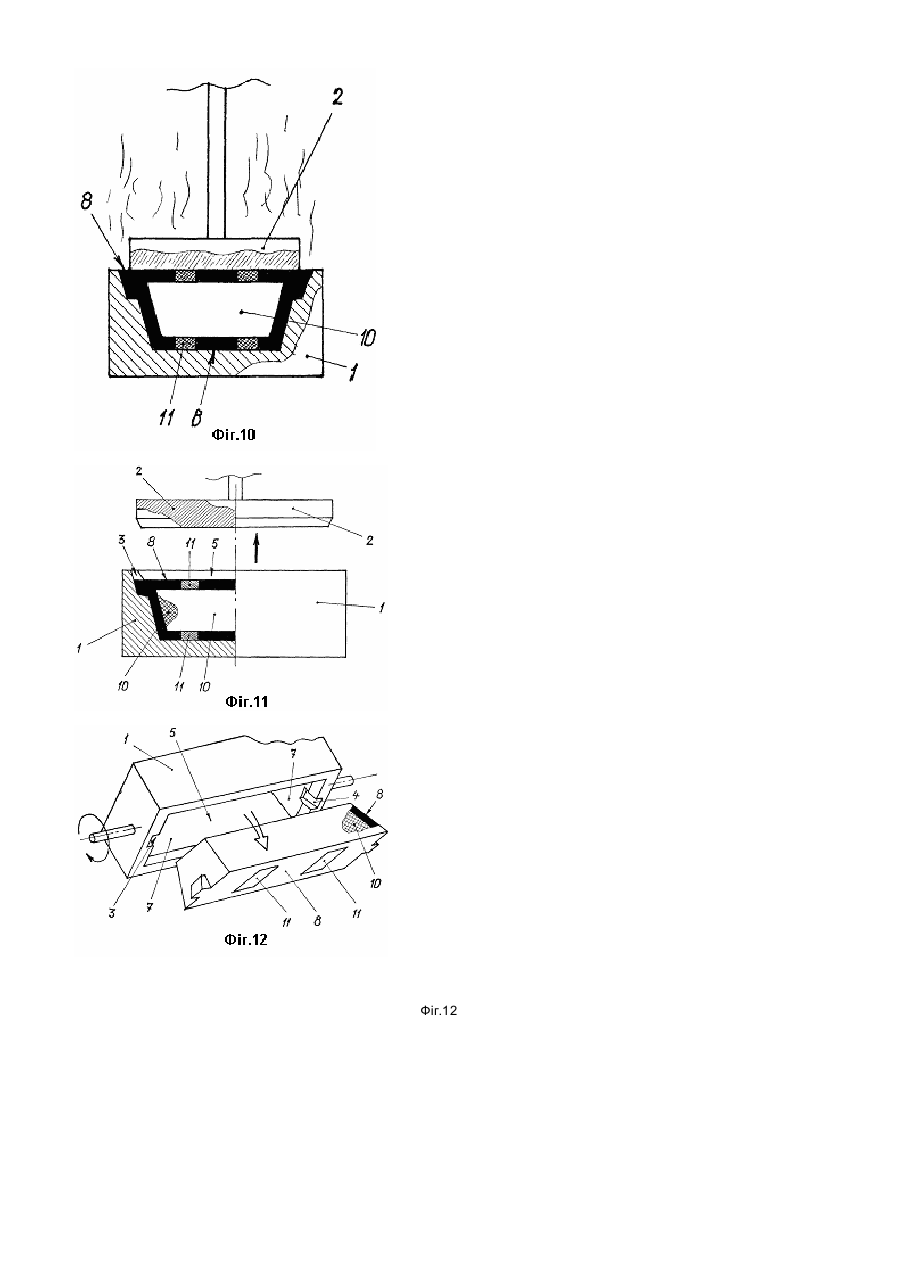
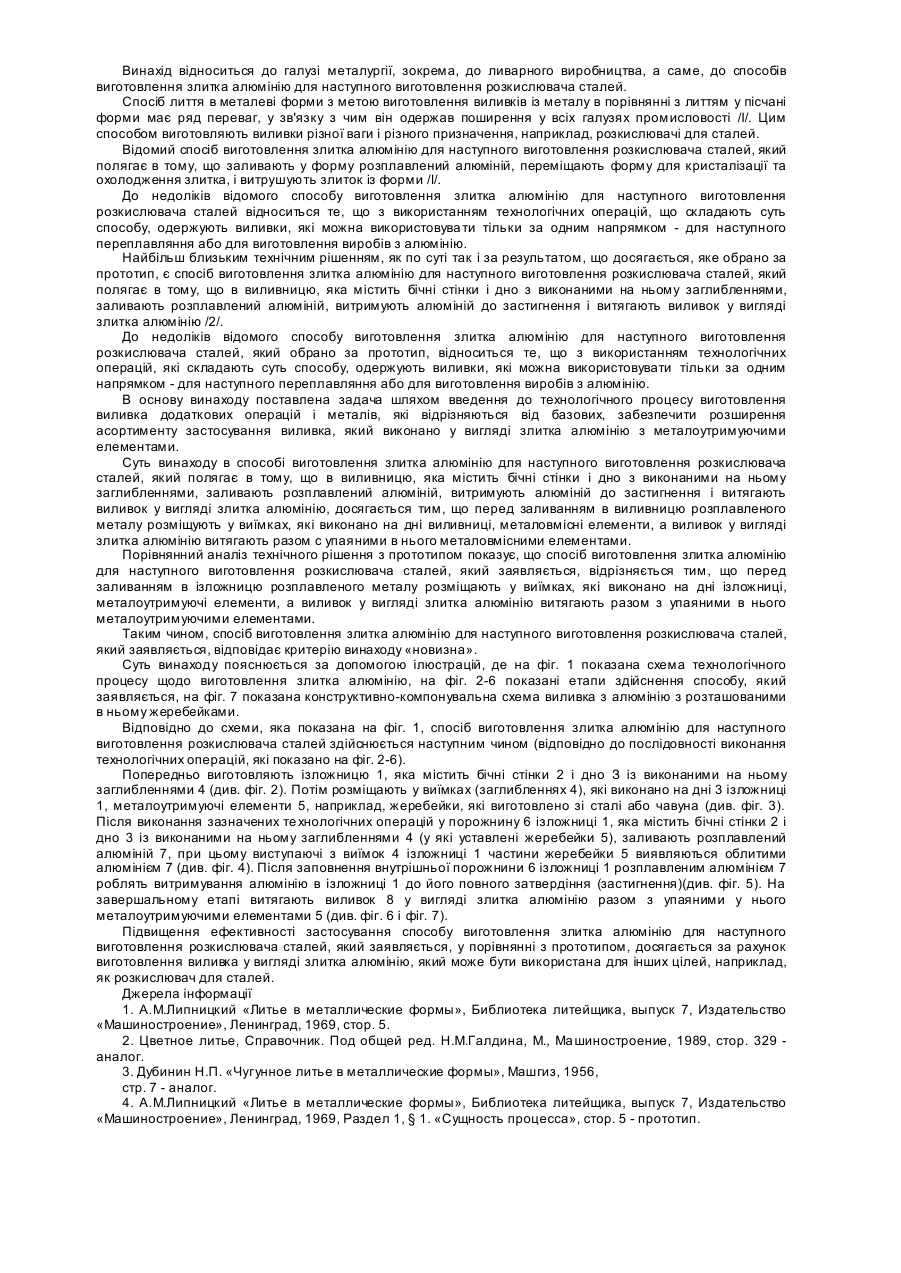
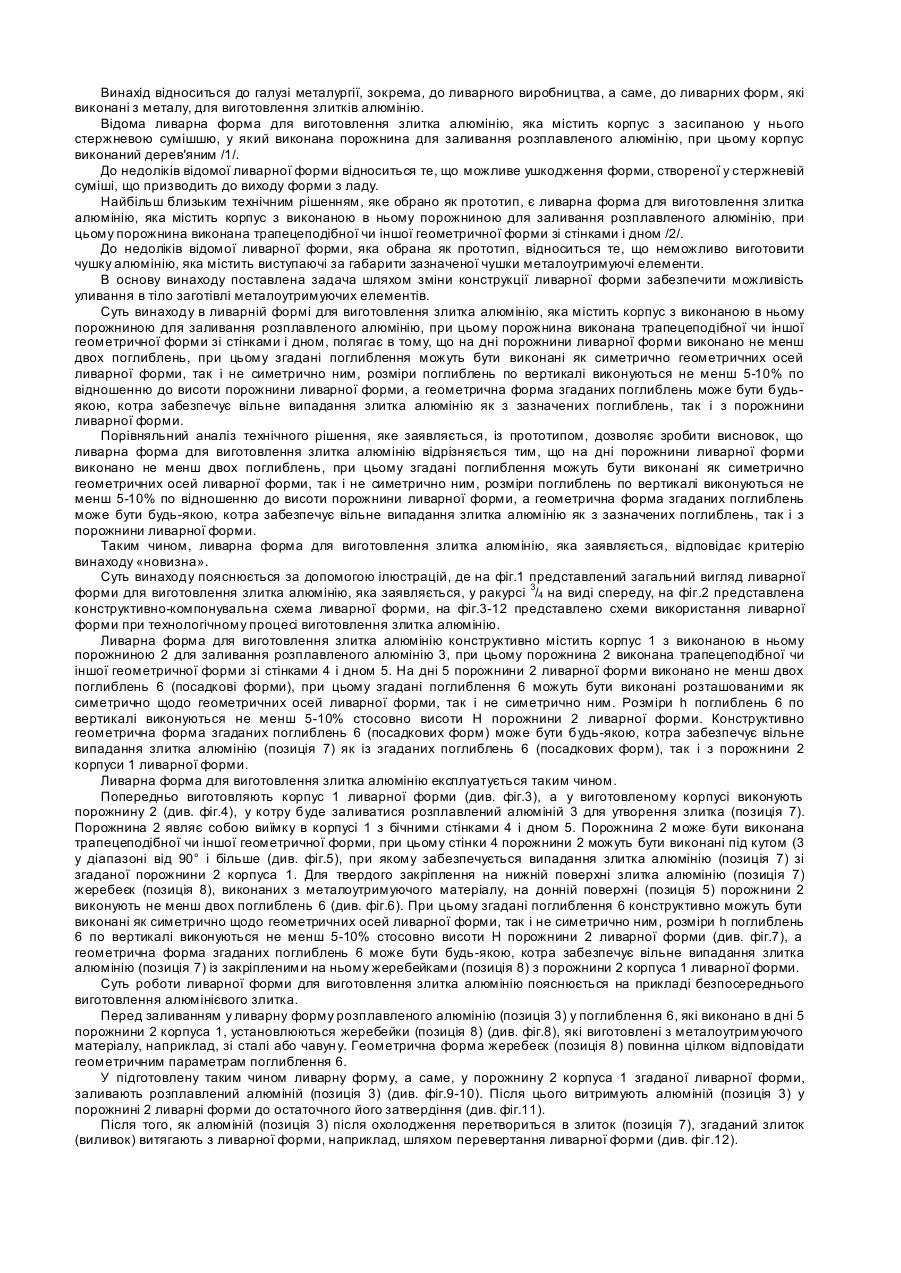
Винахід відноситься до галузі металургії, зокрема, до способів виготовлення виливків з металу, а саме, до способів виготовлення виливків з чавуна для виробництва розкислювачів сталей комбінованих. Спосіб лиття в металеві форми з метою виготовлення виливків з металу в порівнянні з литтям у піщані форми має ряд переваг, у зв'язку з чим він одержав поширення у всіх галузях промисловості /1/. Цим способом виготовляють виливки різної ваги і різного призначення, у тому числі розкислювачі для сталей. Відомий спосіб виготовлення виливка з чавуна, який полягає в тому, що рідкий чавун рівномірно і безупинно надходить у металеву форму, яка прохолоджується водою, і охолоджується, а виливок отримують шляхом витягання охолодженого виливка з форми /2/. До недоліків відомого способу виготовлення виливка з чавуна відноситься те, що з використанням технологічних операцій, що складають суть способу, одержують виливок, який можна використовувати тільки за одним напрямком - для наступного переплавляння чи для виготовлення виробів з чавуна. Найбільш близьким технічним рішенням, як по суті так і за результатом, що досягається, який обраний за прототип, є спосіб виготовлення виливка з чавуна, який полягає в тому, що заповнюють порожнину металевої ливарної форми розплавленим чавуном, здійснюють процес затвердіння чавуна, відкривають форму і витягають з форми виливок зі згаданого чавуна /3/. До недоліків відомого способу виготовлення виливка з чавуна, який обраний за прототип, відноситься те, що з використанням технологічних операцій, які складають суть способу, одержують виливок, який можна використовува ти тільки за одним напрямком - для наступного переплавляння чи для виготовлення виробів з чавуна. В основу винаходу поставлена задача шляхом введення в технологічний процес виготовлення виливка додаткових операцій і металів, які відрізняються від базового, забезпечити розширення асортименту застосування виливка. Суть винаходу в способі виготовлення виливка з чавуна, який полягає в тому, що заповнюють порожнину металевої ливарної форми розплавленим чавуном, здійснюють процес затвердіння чавуна, відкривають форму і витягають з форми виливок зі згаданого чавуна, полягає в тому, що перед заповненням порожнини ливарної форми чавуном форму відкривають, наносять при відкритій ливарній формі на внутрішню поверхню стінок порожнини ливарну фарбу, установлюють на дно порожнини ливарної форми жеребейки з металоутримуючого матеріалу після нанесення ливарної фарби, установлюють на згадані жеребейки злиток алюмінію, забезпечують розташування злитка алюмінію на однаковій відстані від дна і стінок порожнини ливарної форми, установлюють на верхню поверхню злитка алюмінію аналогічні жеребейки, закривають порожнину ливарної форми, виконують після закриття порожнини ливарної форми технологічні операції щодо заливання розплавленого чавуна у внутрішній простір між внутрішніми поверхнями стінок форми і зовнішніми поверхнями стінок злитка, і витягу з ливарної форми виливка з розташованими в ньому злитком алюмінію і жеребейками. Порівняльний аналіз технічного рішення з прототипом показує, що спосіб виготовлення виливка з чавуна, який заявляється, відрізняється тим, що перед заповненням порожнини ливарної форми чавуном форму відкривають, наносять при відкритій ливарній формі на внутрішню поверхню стінок порожнини ливарну фарбу, установлюють на дно порожнини ливарної форми жеребейки з металоутримуючого матеріалу після нанесення ливарної фарби, установлюють на згадані жеребейки злиток алюмінію, забезпечують розташування злитка алюмінію на однаковій відстані від дна і стінок порожнини ливарної форми, установлюють на верхню поверхню злитка алюмінію аналогічні жеребейки, закривають порожнину ливарної форми, виконують після закриття порожнини ливарної форми технологічні операції щодо заливання розплавленого чавуна у внутрішній простір між внутрішніми поверхнями стінок форми і зовнішніми поверхнями стінок злитка, і витягу з ливарної форми виливка з розташованими в ньому злитком алюмінію і жеребейками. Таким чином, спосіб виготовлення виливка з чавуна, який заявляється, відповідає критерію винаходу «новизна». Суть винаходу пояснюється за допомогою ілюстрацій, де на фіг.1 показана схема технологічного процесу щодо виготовлення виливка з чавуна, на фіг.2-11 показані етапи здійснення способу, який заявляється, на фіг.12 показана конструктивно-компонувальна схема виливка з чавуна з розташованими в ньому злитком алюмінію і жеребейками. Згідно зі схемою на фіг.1 спосіб виготовлення виливка з чавуна здійснюється таким чином (з використанням устаткування для цих цілей і допоміжних матеріалів). Як устаткування для виготовлення виливка з чавуна використовують металеву ливарну форму, яка конструктивно виконана такою, що містить нижню 1 напівформу і верхню 2 напівформу. У нижній 1 напівформі виконана заливальна чаша 3, випор 4 і порожнина 5 з розташованими під кутом a до дна 6 порожнини стінками 7. Для заливання в порожнину 5 чавуна 8 застосовують тигель 9. Як додаткові матеріали використовують злиток алюмінію 10 і жеребейки 11 з металоутримуючого матеріалу. Також застосовують ливарну фарбу 12. Попередньо виготовляють металеву ливарну форму, яка складається з нижньої 1 напівформи і верхньої 2 напівформи (див. фіг.2). Починають технологічний процес з технологічної операції щодо відкриття ливарної форми шляхом роз'єднання нижньої 1 напівформи і верхньої 2 напівформи (див. фіг.3). При відкритій ливарній формі наносять на внутрішню поверхню дна 6 і стінок 7 порожнини 5 ливарну фарбу 12 (див. фіг.4). Після нанесення ливарної фарби 12 на стінки 7 і дно 6 порожнини 5, установлюють на дно 6 порожнини 5 ливарної форми жеребейки 11 з металоутримуючого матеріалу (див. фіг.5). Після цього встановлюють на згадані жеребейки 11 злиток 10 алюмінію (див. фіг.6). При цьому забезпечують розташування злитка 10 алюмінію на однаковій відстані d від дна 6 і стінок 7 порожнини 5 ливарної форми. Далі виконують те хнологічні операції, згідно яких установлюють на верхню поверхню злитка 10 алюмінію аналогічні жеребейки 11 (див. фіг.7) і закривають порожнину 5 нижньої напівформи 1 ливарної форми верхньою 2 полуформою (див. фіг.8). Виконують після закриття нижньої напівформи 1 ливарної форми верхньою 2 полуформою технологічні операції щодо заливання з тигеля 9 розплавленого чавуна 8 у внутрішній простір між внутрішніми поверхнями стінок (позиції 6 і 7) форми і зовнішніх поверхонь стінок злитка 10 (див. фіг.9). Далі здійснюють процес затвердіння чавуна 8 (див. фіг.10). Після затвердіння чавуна 8 здійснюють технологічні операції щодо витягу з ливарної форми виливка (див. фіг.11) з розташованими в ньому злитком 10 алюмінію і жеребейками 11 (див. фіг.12). Підвищення ефективності застосування способу виготовлення виливка з чавуна, який заявляється, у порівнянні з прототипом, досягається за рахунок виготовлення виливка з чавуна, який може бути використаним для інших цілей, наприклад, як розкислювач для сталей комбінований. Джерела інформації: 1. А.М.Липницкий «Литье в металлические формы». Библиотека литейщика, випуск 7, Издательство «Машиностроение», Ленинград, 1969, стор.5. 2. Дубинин Н.П. «Чугунное литье в металлические формы», Машгиз, 1956, стор.7 - аналог. 3. А.М.Липницкий «Литье в металлические формы». Библиотека литейщика, випуск 7, Издательство «Машиностроение», Ленинград, 1969, Розділ 1, §1 «Суть процесса», стор.5 - прототип. Фіг.12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of cast iron ingot
Автори англійськоюBondarenko Serhii Viktorovych
Назва патенту російськоюСпособ изготовления отливки из чугуна
Автори російськоюБондаренко Сергей Викторович
МПК / Мітки
МПК: B22D 7/00, C22C 37/10
Мітки: чавуну, спосіб, виливка, виготовлення
Код посилання
<a href="https://ua.patents.su/6-66968-sposib-vigotovlennya-vilivka-z-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виливка з чавуну</a>
Спосіб виготовлення злитка алюмінію для наступного виготовлення розкислювача сталей
Номер патенту: 66972
Опубліковано: 15.06.2004
Автори: Бондаренко Сергій Вікторович, Віткалов Іван Сергійович, Левін Павло Борисович
МПК: B22D 7/00, C22C 21/00
Мітки: виготовлення, наступного, алюмінію, сталей, розкислювача, злитка, спосіб
Формула / Реферат:
Спосіб виготовлення злитка алюмінію для наступного виготовлення розкислювача сталей, який полягає в тому, що в виливницю, яка містить бічні стінки і дно з виконаними на ньому заглибленнями, заливають розплавлений алюміній, витримують алюміній до застигнення і витягають виливок у вигляді злитка алюмінію, який відрізняється тим, що перед заливанням в виливницю розплавленого металу розміщають у виїмках, які виконано на дні виливниці,...
Ливарна форма для виготовлення злитка алюмінію
Номер патенту: 66969
Опубліковано: 15.06.2004
Автори: Левін Павло Борисович, Бондаренко Сергій Вікторович, Віткалов Іван Сергійович
МПК: B22C 9/00
Мітки: злитка, виготовлення, алюмінію, ливарна, форма
Формула / Реферат:
Ливарна форма для виготовлення злитка алюмінію, яка містить корпус з виконаною в ньому порожниною для заливання розплавленого алюмінію, при цьому порожнина виконана трапецієподібної чи іншої геометричної форми зі стінками і дном, яка відрізняється тим, що на дні порожнини ливарної форми виконано не менше двох заглиблень, при цьому згадані заглиблення можуть бути виконані як симетрично до геометричних осей ливарної форми, так і не симетрично...
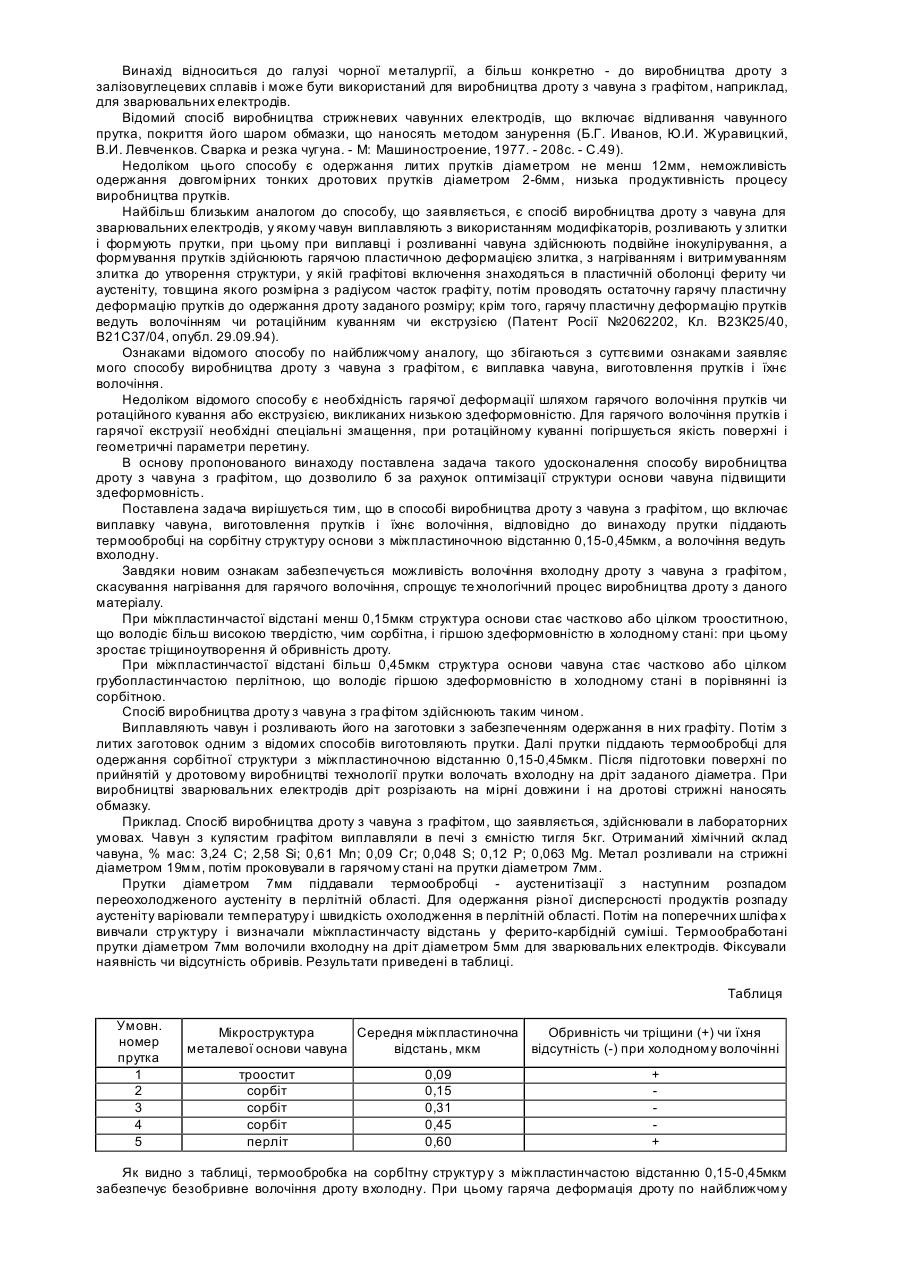
Спосіб виробництва дроту з чавуну з графітом
Номер патенту: 63770
Опубліковано: 15.01.2004
Автори: Морозов Ігор Володимирович, Туков Володимир Анатолійович, Штихно Алла Петрівна, Алімова Світлана Валеріївна, Алімов Валерій Іванович
МПК: B23K 35/40
Мітки: чавуну, дроту, графітом, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва дроту з чавуну з графітом, що включає виплавку чавуну, виготовлення прутків і їх волочіння, який відрізняється тим, що прутки піддають термообробці на сорбітну структуру основи з міжпластинчастою відстанню 0,15-0,45 мкм, а волочіння ведуть вхолодну.
Ливарна форма

Номер патенту: 66966
Опубліковано: 15.06.2004
Автори: Левін Павло Борисович, Бондаренко Сергій Вікторович, Віткалов Іван Сергійович
МПК: B22C 13/00, B22D 29/00, B22C 9/00, B22D 7/06
Формула / Реферат:
1. Ливарна форма, що містить верхню і нижню півформи, виконані з можливістю контактування між собою, при цьому у нижній півформі виконані заливальна чаша і випор, яка відрізняється тим, що нижня півформа додатково оснащена опорами, розташованими перпендикулярно зовнішнім стінкам півформ співвісно між собою у горизонтальній площині, які забезпечуютьповорот згаданої нижньої півформи відносно подовжньої осі опор, верхня півформа додатково...
Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей

Номер патенту: 64887
Опубліковано: 15.03.2004
Автори: Віткалов Іван Сергійович, Левін Павло Борисович, Бондаренко Сергій Вікторович
МПК: B22D 21/00, B22D 7/00, B22D 3/00, C22B 21/00
Мітки: заготовка, сталей, виготовлення, злитка, розкислювача, алюмінію, наступного
Формула / Реферат:
Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей, яка містить безпосередньо злиток алюмінію трапецеподібної форми з похилими бічними стінками і паралельними між собою верхньою і нижньою стінками, причому верхня стінка алюмінієвого злитка виконана за площею більшою ніж нижня, яка відрізняється тим, що на нижній стінці злитка алюмінію жорстко закріплені металоутримуючі елементи, при цьому висота виступання...
Попередній патент: Ливарна форма
Наступний патент: Спосіб шинування передніх зубів
Випадковий патент: Екструдер-гранулятор