Пристрій для виймання сформованих порожнистих виробів із стаціонарних форм
Номер патенту: 28405
Опубліковано: 16.10.2000
Автори: Литовченко Петро Григорович, Гвоздєва Галина Іванівна, Свентицька Людмила Павлівна

Формула / Реферат
1. Устройство для извлечения сформованных полых изделий из стационарных форм, содержащее корпус с блоком подачи сжатого воздуха между изделием и сердечником, отличающееся тем, что оно содержит пульт для задания очередности и длительности управляющих сигналов блоку электропневмоклапанов, блок электропневоклапанов для преобразования электрических сигналов пульта в пневматические и блок подготовки воздуха для подачи, регулировки, поддерживания требуемого давления и очистки от избытка влаги сжатого воздуха из централизованной пневмомагистрали.
2. Устройство по п. 1, отличающееся тем, что пульт состоит из обшитого стенками каркаса, лицевой панели и платы с элементами, размещенной внутри пульта.
3. Устройство по п. 1, отличающееся тем, что блок электропневмоклапанов представляет собой плиту, на которой закреплены шесть электропневматических клапанов, закрывающихся крышкой, прикрепленной к плите, имеющей каналы входа и выхода к каждому клапану сжатого воздуха, в которые ввернуты штуцера, связанные шлангами с соответствующими штуцерами каждого формующего места прессформы.
4. Устройство по п. 1, отличающееся тем, что блок подготовки воздуха представляет собой кронштейн, на котором смонтированы связанные между собой переходниками вентиль, фильтр-влагоотделитель и регулятор давления с манометром.
Текст
1. Устройство для извлечения сформованных полых изделий из стационарных форм, содержащее корпус с блоком подачи сжатого воздуха между изделием и сердечником, отличающееся тем, что оно содержит пульт для задания очередности и длительности управляющих сигналов блоку электропневмоклапанов, блок электропневмоклапанов для преобразования электрических сигналов пульта в пневматические и блок подготовки воздуха для подачи, регулировки, поддержания требуемого давления и очистки от избытка влаги сжатого воздуха из централизованной пневмомагистрали. 28405 требуемого давления и очистки от избытка влаги сжатого воздуха из централизованной пневмомагистрали. На чертеже (фиг.) схематически изображено предлагаемое устройство. Устройство представляет собой стационарную конструкцию напольного типа, на которой закреплены пульт 1, блок электропневмоклапанов 2, блок подготовки воздуха 3. Датчик 5 устанавливается по месту на литьевой машине Д 3132-250. Связь между основными узлами устройства осуществляется кабелями 6, 7, 8. Пульт 1 состоит из обшитого стенками каркаса 4, лицевой панели из платы с элементами, размещенной внутри пульта. Трансформатор и шаговый питатель закреплены на основании внутри пульта. На лицевой панели установлены тумблер включения и отключения сети, сигнальная лампа, кнопка повторного запуска устройства и реле времени. Разъемы и клемма заземления выведены на боковую поверхность пульта. Блок электропневмоклапанов представляет собой плиту, а которой закреплены шесть электропневматических клапанов, закрывающихся крышкой, прикрепленной к плите. Плита имеет каналы входа и выхода к каждому клапану сжатого воздуха, в которые ввернуты штуцера, связанные шлангами с соответствующими штуцерами каждого формующего места прессформы. На боковом кронштейне плиты установлен разъем. Блок подготовки воздуха 3 представляет собой кронштейн, на котором смонтированы связан ные между собой переходниками вентиль, фильтр-влагоотделитель и регулятор давления с манометром. Выходной штуцер шлангом соединяется с входным штуцером блока электропневмоклапанов. Каркас 4 является основанием, на котором крепятся основные сборочные единицы устройства и представляет собой сваренную из прямоугольных труб напольную конструкцию с возможностью регулировки по уровню плоскости пола болтами регулировочными. Датчик 5 служит для включения цикла работы устройства и представляет собой кронштейн, на котором установлен микропереключатель МИ 5, разъем и крышка. Работает предлагаемое устройство следующим образом. После формования изделия (например, баллончиков) в момент полного раскрытия стационарной прессформы датчик 5 включает устройство, которое поочередно подает сжатый воздух в каждое из шести мест прессформы. Длительность подвода сжатого воздуха, его оптимальное давление выставляется реле времени и регулятором давления, обеспечивая гарантированное растяжение и удаление сформованных изделий со знаков прессформы. При необходимости повторный запуск устройства осуществляется кнопкой ЦИКЛ пульта. Предлагаемое устройство несложно в изготовлении, просто в эксплуатации, позволяет обеспечить работу прессформы полностью в автоматическом режиме. Фиг. 2 28405 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for removal of moulded hollow articles from stationary moulds
Автори англійськоюSventytska Liudmyla Pavlivna, Hvozdieva Halyna Ivanivna, Lytovchenko Petro Hryhorovych
Назва патенту російськоюУстройство для извлечения сформованных полых изделий из стационарных форм
Автори російськоюСвентицкая Людмила Павловна, Гвоздева Галина Ивановна, Литовченко Петр Григорьевич
МПК / Мітки
МПК: B29C 33/46
Мітки: сформованих, виробів, пристрій, виймання, форм, порожнистих, стаціонарних
Код посилання
<a href="https://ua.patents.su/3-28405-pristrijj-dlya-vijjmannya-sformovanikh-porozhnistikh-virobiv-iz-stacionarnikh-form.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виймання сформованих порожнистих виробів із стаціонарних форм</a>
Пристрій для гідродинамічних випробувань порожнистих виробів
Номер патенту: 18848
Опубліковано: 25.12.1997
Автори: Юргілевич Володимир Антонович, Пащенко Володимир Лазаревич, Рагутскій Арнольд Міхайловіч, Демяненко Михайло Якович, Варваркін Анатолій Костантіновіч, Лощілін Міхаіл Іванович
МПК: G01N 3/32
Мітки: виробів, випробувань, пристрій, порожнистих, гідродинамічних
Формула / Реферат:
Устройство для гидродинамических испытаний полых изделий, работающих под высоким давлением, на усталостную прочность, содержащее систему подачи рабочей жидкости с насосом и регулятором расхода, связанные с ним гидроаккумуляторы и регулятор параметров нагружения, включающий золотниковый распределитель, выполненный в виде корпуса с отверстиями для сообщения изделий, с системой подачи жидкости и установленного в нем с возможностью перемещения...
Пристрій для знімання мочаних гумових виробів з форм
Номер патенту: 23721
Опубліковано: 16.06.1998
Автори: Гордєєва Любов Вікторівна, Головко Ольга Василівна, Крилов Володимир Миколайович, Крамаренко Лариса Миколаївна
МПК: B29C 41/34
Мітки: виробів, пристрій, знімання, гумових, мочаних, форм
Формула / Реферат:
1. Устройство для съема маканых резиновых изделий с форм, содержащее транспортирующий орган для форм с изделиями, средство для скатки и съема изделий с форм, приспособление для ориентированной подачи изделий от средства для скатки к средству для их раскатки, отличающееся тем, что приспособление для ориентированной подачи изделий выполнено в виде транспортеров-сборников, соединенных при помощи складов с главным транспортером, на котором...
Пристрій для охолодження осесиметричних порожнистих виробів
Номер патенту: 12546
Опубліковано: 28.02.1997
Автори: Коган Роман Лазаревич, Єрьомін Володимир Петрович, Алімов Валерій Іванович, Петрущак Світлана Василівна, Котюхов Миколай Вікторович, Ковтун Григорій Миколаєвич
Мітки: порожнистих, виробів, охолодження, осесиметричних, пристрій
Формула / Реферат:
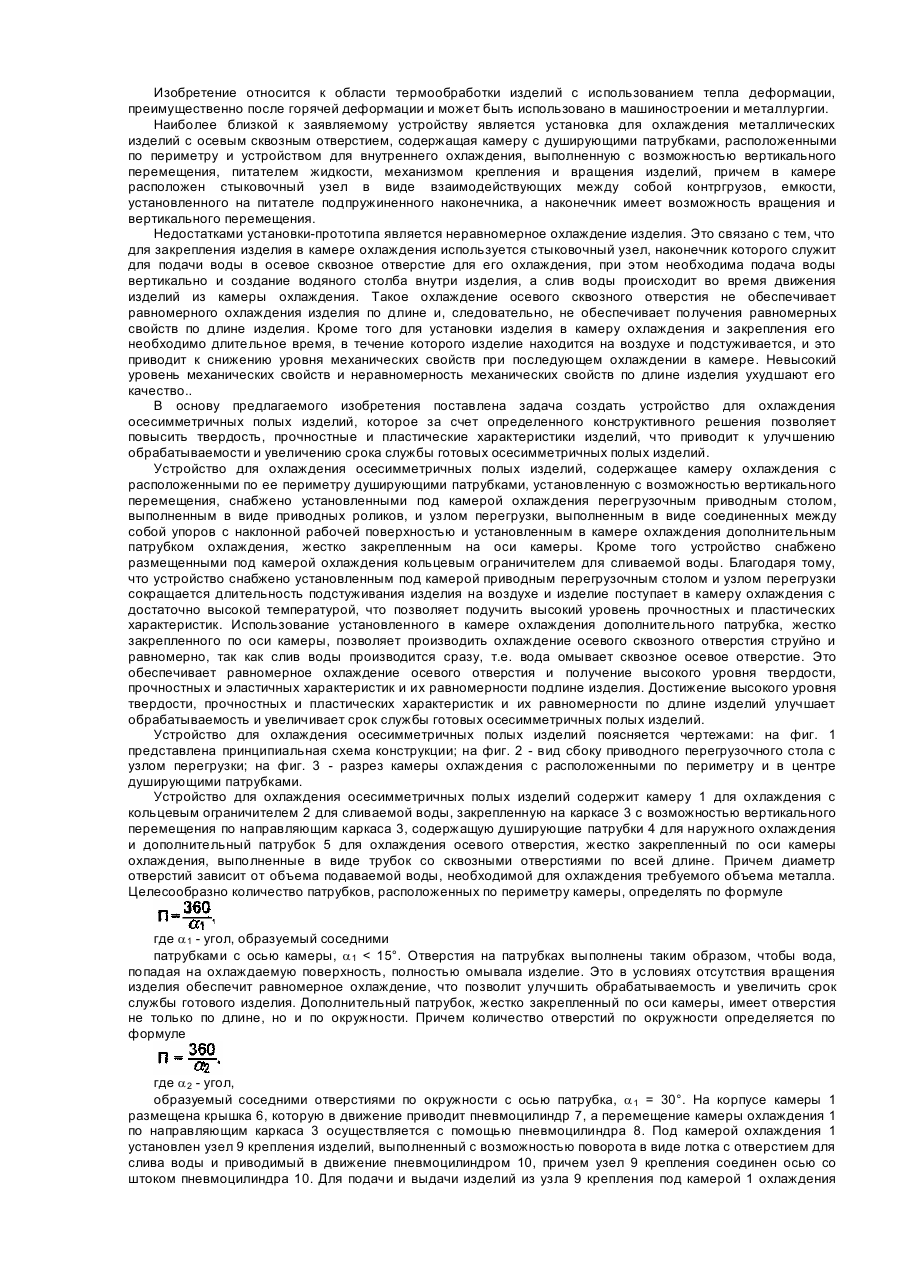
1. Устройство для охлаждения осесимметричных полых изделий, содержащее камеру охлаждения с размещенными по ее периметру душирующими патрубками, установленную с возможностью вертикального перемещения, отличающееся тем, что оно снабжено установленными под камерой охлаждения приводным перегрузочным столом и узлом перегрузки, выполненным в виде соединенных между собой упоров с наклонной рабочей поверхностью, и установленным в камере...
Пристрій для пробивки отворів в стінках порожнистих виробів
Номер патенту: 11151
Опубліковано: 25.12.1996
Автор: Афанасієв Микола Миколайович
МПК: B21D 28/24
Мітки: пробивки, стінках, отворів, виробів, порожнистих, пристрій
Формула / Реферат:
(57) Устройство для пробивки отверстий в стенках полых изделий, содержащее на неподвижной нижней плите опору для установки изделия, упоры, ограничивающие его положение, матрицу, стойку, рычаг, шарнир-но связанный одним концом со стойкой и несущий на другом конце пуансон, а такжесодержащее деталь, связывающую рычаг с подвижной верхней частью и шарнирно связанную с ней, и элементы направления рычага, отличающееся тем, что деталь, связывающая...
Пристрій для герметизації порожнистих виробів типу труб
Номер патенту: 15634
Опубліковано: 30.06.1997
Автори: Пархоменко Іван Савельович, Бігун Микола Михайлович, Єременко Анатолій Іванович
МПК: F16L 55/16, G01M 3/02
Мітки: порожнистих, пристрій, герметизації, труб, типу, виробів
Формула / Реферат:
Устройство для герметизации полых изделий типа труб, содержащее корпус с резьбовым отверстием, установленный в этом отверстии винт с заглушкой на конце, установленную на корпусе соосно с винтом цангу с накидной гайкой, отличающееся тем, что корпус имеет форму П-образной муфты, в одной стойке которого размещено резьбовое отверстие с винтом, а цанга установлена в захвате на другой его стойке и имеет резьбу, взаимодействующую с резьбой накидной...
Попередній патент: Патрон з реактивною проникною частиною
Наступний патент: Спосіб оцінки впливу стресорних факторів на організм
Випадковий патент: Спосіб визначення змін ширини жолоба стрілкового переводу