Верстат для обробки кам’яних плит
Номер патенту: 28543
Опубліковано: 16.10.2000
Автори: Сиротинський Володимир Григор'євич, Резнік Робен Ізрайлєвич, Смертенко Аррон Захарович, М'ясников Микола Миколайович, Лоєв Володимир Юхимович
Формула / Реферат
Станок для обработки каменных плит, содержащий стол для установки обрабатываемого изделия, инструмент с приводом его вращения, исполнительный механизм перемещения инструмента і контрольное устройство с контактными датчиками, предназначенными для взаимодействия о краем обрабатываемого изделия и систему управления, отличающийся тем, что система управления выполнена в виде соединенных последовательно блока памяти траекторий, блока выбора направления движения инструмента, блока управления и регулируемого блока задержки, причем выход контрольного устройства о контактными датчиками связан о входом блока выбора направления движения, а выход регулируемого блока задержки с исполнительным механизмом перемещения инструмента.
Текст
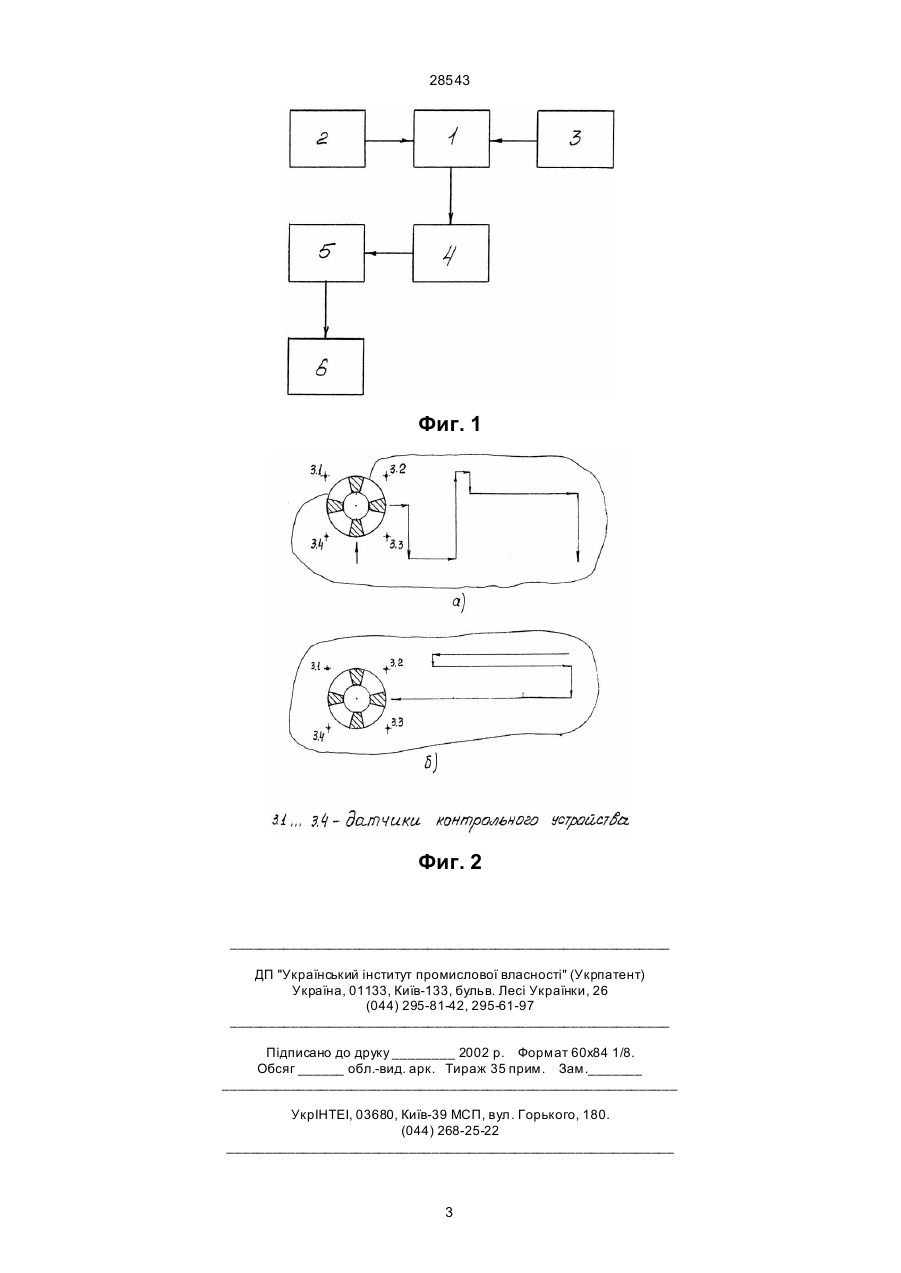
Станок для обработки каменных плит, содержащий стол для установки обрабатываемого изделия, инструмент с приводом его вращения, исполнительный механизм перемещения инстру 28543 контрольное устройство с контактными датчиками, предназначенными для взаимодействия с краем обрабатываемого изделия, система управления выполнена в виде соединенных последовательно блока памяти траекторий, блока выбора направления движения инструмента, блока управления и регулируемого блока задержки, причем выход контрольного устройства с контактными датчиками связан с входом блока выбора направления движения инструмента, а выход регулируемого блока задержки - исполнительным механизмом перемещения инструмента. Таким образом, предлагаемое техническое решение обладает новизной в сравнении с известным – (прототипом). Сравнение предложенного технического решения с другими техническими решениями известными в технике (аналогами) показывает, что применяемые в его конструкции известны, однако, при их введении в схему управления станка у него появляются новые свойства, позволяющие повысить производительность и качество обработки изделия за счет автоматизации процесса, вывести обслуживающий персонал из зоны воздействия вибрационных нагрузок, перейти на многостаночное обслуживание, а также повысить производительность труда. Это позволяет сделать вывод о придании предлагаемому техническому решению существенных о тличий в сравнении с известными в исследуемой области техники. На фиг. 1 изображена структурная блок-схема управления станком, которая содержит: блок 1 выбора направления движения абразивного инструмента, блок 2 памяти траекторий, контрольное устройство 3 с контактными датчиками, блок 4 управления, регулируемый блок 5 задержки, исполнительный механизм 6 перемещения инструмента (привода моста и тележки). Система управления станком работает следующим образом. Перед началом работы в блок 2 памяти траекторий, выполненный, например, в виде набора переключателей или диодной матрицы и регулируемых элементов временной задержки, заносится програма, задающая траекторию прохождения инструмента по обрабатываемой поверхности, а в регулируемом блоке 5 задержки, выполненном в виде реле времени или бесконтактного элемента временной задержки, устанавливается выдержка времени, в течение которой инструмент должен продолжать движение в прежнем направлении после получения сигнала от контрольного устройства 3 с контактными датчиками о приближении инструмента к краю обрабатываемого изделия. При этом контрольное устройство 3 с контактными датчиками может быть выполнено, например, в виде шарнирно подвешенных по периметру абразивного инструмента щеток, воздействующи х при приближении к краю обрабатываемого изделия на набор конечных выключателей. После запуска станка инструмент начинает перемещаться по поверхности изделия по траектории, заложенной в блок 2 памяти траекторий. Схемы возможных перемещений инструмента по поверхности обрабатываемого изделия приведены на фиг. 2, где стрелками обозначена его траектория. При приближении к краю обрабатываемой поверхности контрольное устройство 3 с контактными датчиками посылает сигнал в блок 1 выбора направления движения инструмента, выполненный, например, в виде набора релейных или логических элементов, исполняющих функции компаратора. При этом срабатывание различного сочетания датчиков контрольного устройства 3 с контактными датчиками ограничивает перемещение инструмента по одному из возможных направлений его движения. В блоке 1 выбора направления движения инструмента происходит сравнение полученного сигнала от контрольного устройства 3 с контактными датчиками с содержанием программы, заложенной в блок 2 памяти траекторий. В результате этого сравнения из блока 1 выбора направления движения инструмента поступает в блок 4 управления команда об изменении направления движения инструмента, например возврат по той же траектории или шаг вправо и возврат, или шаг влево и возврат и т.д. Блок 4 управления передает эту команду исполнительному механизму 6 перемещения инструмента с некоторой задержкой по времени, заранее предусмотренной в регулируемом блоке 5 задержки. Величина этого времени зависит от конструкции инструмента и скорости его перемещения в сторону края изделия. Необходимо обеспечить выход инструмента за пределы края изделия на определенную часть своего диаметра. Выход на величину больше допустимой приводит к поломке шарожек и опасно для обслуживающего персонала, а выход на величину меньше установленной не позволяет обрабатывать изделие у самого края, что снижает качество продукции и уменьшает площадь обрабатываемой поверхности. Промышленная применяемость станка для обработки каменных плит очевидна. Все элементы схемы могут быть изготовлены по общеизвестной технологии на известном оборудовании. Схема может быть укомплектована или собрана из покупных серийно-выпускаемых изделий. Использование станка позволит получить эффект за счет увеличения производительности и улучшения качества выпускаемой продукции. Источники информации 1. Патент Франции № 1239628, кл. В29D1/00, 1967 г. 2. Авт. св. СССР № 757299, кл. В24В7/22, 1980 г. 3. Патент ФРГ № 2406637, кл. 24В7/22, 1997 г. (прототип). 2 28543 Фиг. 1 Фиг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine tool for treatment of rock plates
Автори англійськоюReznik Roben Izrailevych, Syrotynskyi Volodymyr Hryhorovych, M'iasnykov Mykola Mykolaiovych, Loiev Volodymyr Yukhymovych, Smertenko Arron Zakharovych
Назва патенту російськоюСтанок для обработки каменных плит
Автори російськоюРезник Робен Израилевич, Сиротинский Владимир Григорьевич, Мясников Николай Николаевич, Лоев Владимир Ефимович, Смертенко Аррон Захарович
МПК / Мітки
Мітки: верстат, кам`яних, плит, обробки
Код посилання
<a href="https://ua.patents.su/3-28543-verstat-dlya-obrobki-kamyanikh-plit.html" target="_blank" rel="follow" title="База патентів України">Верстат для обробки кам’яних плит</a>
Верстат для обробки асферичних поверхонь
Номер патенту: 14350
Опубліковано: 25.04.1997
Автори: Бабін Олег Фавієвич, Ковальов Віктор Дмитрович
МПК: B24B 13/00
Мітки: верстат, обробки, асферичних, поверхонь
Формула / Реферат:
Станок для обработки асферичсгких поверхностей, содержащий устройство для задания усилия прижима инструмента и привод перемещения инструмента в двух взаимно перпендикулярных направлениях, отличающийся тем, что, с целью повышения точности обработки и расширения технологических возможностей за счет управления усилием прижима инструмента в каждой точке обрабатываемой поверхности, привод перемещения инструмента выполнен в виде системы питания...
Багатоцільовий верстат
Номер патенту: 21763
Опубліковано: 30.04.1998
Автори: Харченко Олександр Олегович, Торлін Сергій Вадимович, Фалалеев Андрій Павлович
МПК: B23Q 3/155
Мітки: верстат, багатоцільовий
Формула / Реферат:
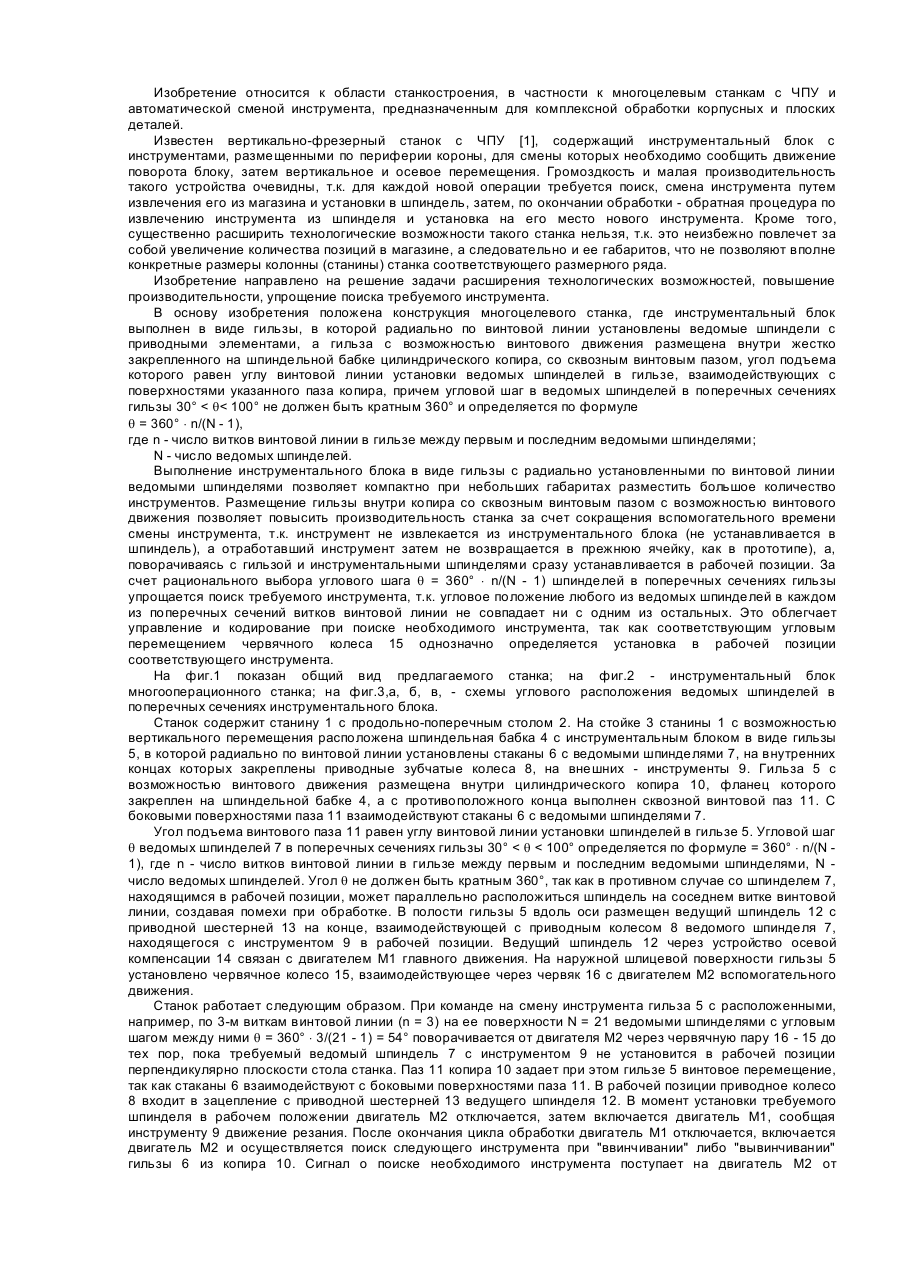
Многоцелевой станок, содержащий станину, шпиндельную бабку, инструментальный блок с инструментами, отличающийся тем, что инструментальный блок выполнен в виде гильзы, в которой радиально по винтовой линии установлены ведомые шпиндели с приводными элементами, а гильза с возможностью винтового движения размещена внутри закрепленного на шпиндельной бабке цилиндрического копира со сквозным винтовым пазом, угол подъема которого равен углу...
Присрій нелінійної обробки кольорорізницевих сигналів у кодері системи секам
Номер патенту: 19683
Опубліковано: 25.12.1997
Автори: Красовський Андрій Валерьєвич, Солп Микола Опанасович, Крюкова Тетяна Дмитрівна, Гофайзен Олег Вікторович, Платзерова Наталія Олександрівна, Горьєв Сергій Адольфович
МПК: H04N 9/65
Мітки: секам, кодері, обробки, системі, нелінійної, сигналів, присрій, кольорорізницевих
Формула / Реферат:
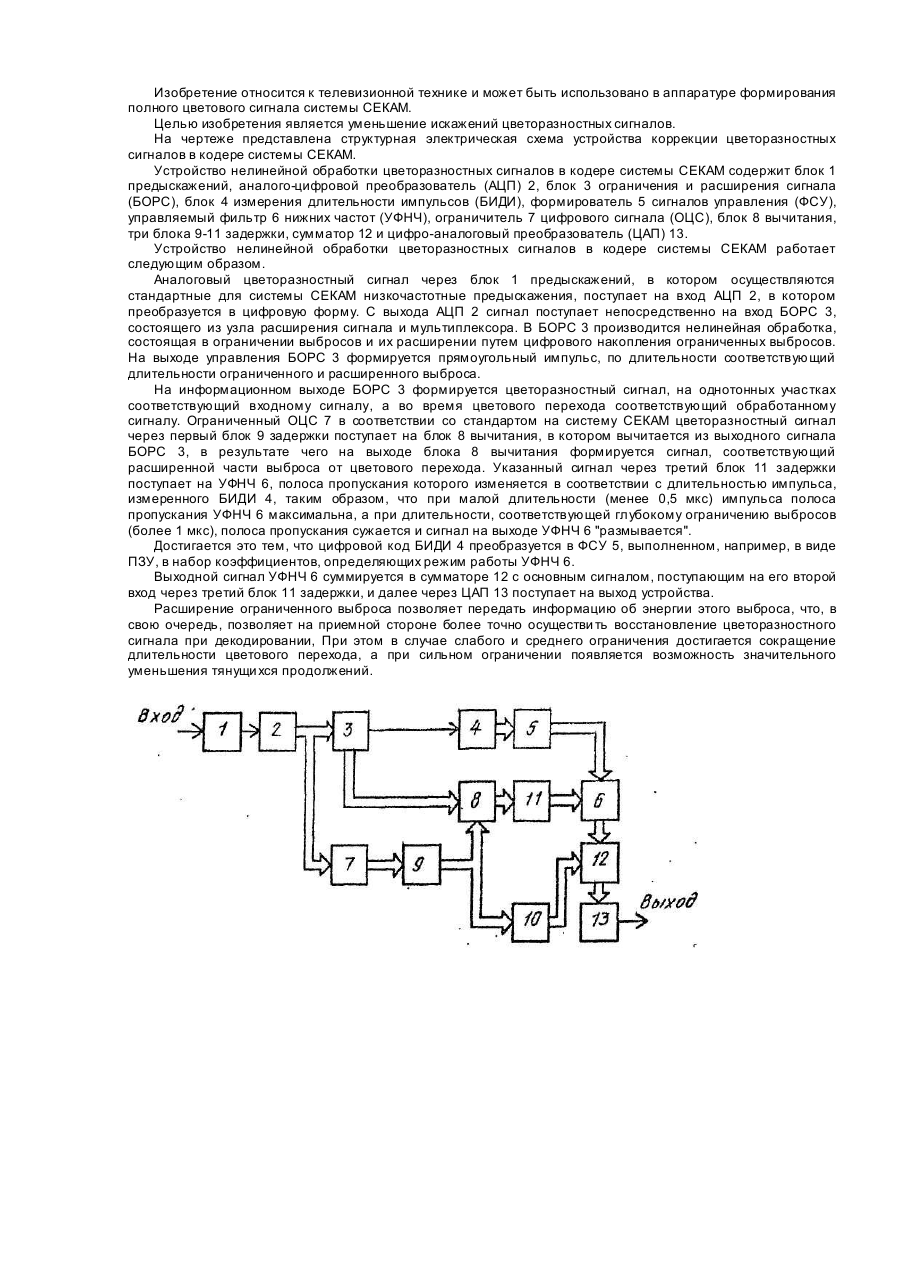
Устройство нелинейной обработки цветоразностных сигналов в кодере системы СЕКАМ, содержащее последовательно соединенные блок предыскажений, аналого-цифровой преобразователь (АЦП) и блок ограничения и расширения сигнала, а также цифроаналоговый преобразователь (ЦАП), отличающееся тем, что введены последовательно соединенные блок измерения длительности импульсов, формирователь сигналов управления, управляемый фильтр нижних частот и сумматор,...
Верстат для обробки глибоких отворів
Номер патенту: 12136
Опубліковано: 25.12.1996
Автори: Боков Віктор Андріанович, Попова Ніна Григоровна
МПК: B23B 41/00
Мітки: обробки, верстат, отворів, глибоких
Формула / Реферат:
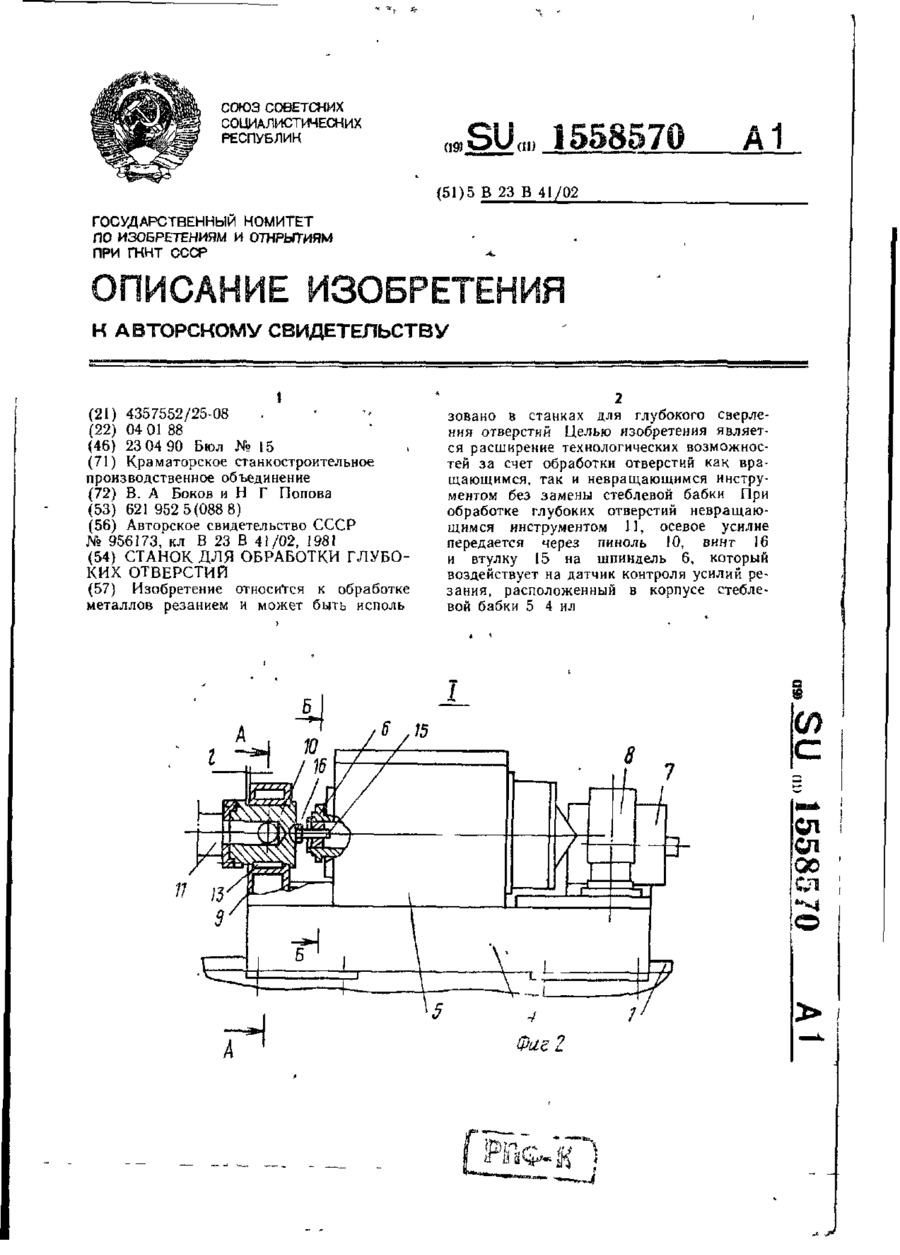
Станок для обработки глубоких отверстий, на станине которого установлена каретка со стеблевой бабкой и с приводами вращения шпинделя и подачи каретки с бабкой, отличающийся тем, что с целью расширения технологических возможностей за счет обработки отверстий невращающимся инструментом без смены стеблевой бабки, станок снабжен установленной на каретке опорой с пинолыо, фиксатором, втулкой и винтом, причем пиноль установлена соосно с шпинделем...
Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей
Номер патенту: 20238
Опубліковано: 15.07.1997
Автори: Корбут Микола Антонович, Шишиць Микола Пилипович, Логовський Євген Іванович
МПК: B24B 5/00
Мітки: безцентровошліфувальний, поверхонь, верстат, циліндричних, зовнішніх, обробки, деталей
Формула / Реферат:
Бесцентрошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащих загрузочное устройство и имеющее параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, отличающийся тем, что станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом...
Попередній патент: Спосіб одержання феніл-4-дифеніліл-1-імідазолілметану та його солей
Наступний патент: Пристрій для захисту людини від впливу торсійних полів геопатогенних зон землі
Випадковий патент: Сканер пучка лазерного випромінювання