Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей
Номер патенту: 20238
Опубліковано: 15.07.1997
Автори: Корбут Микола Антонович, Шишиць Микола Пилипович, Логовський Євген Іванович
Формула / Реферат
Бесцентрошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащих загрузочное устройство и имеющее параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, отличающийся тем, что станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом и ведущим барабаном прижимным ножом, а поверхность ведущего барабана выполнена гладкой и параллельной поверхности шлифовального круга, при этом загрузочное устройство выполнено в форме вертикальной трубки, нижний торец которой плавно сопряжен с вертикальной частью трубки и размещен горизонтально в начале зоны, шлифования, а верхний торец соединен с транспортно-ориентирующим устройством.
Текст
Изобретение относится к области станкостроения и может быть использовано в конструкциях бесцентровошлифовальных станков преимущественно при обработке деталей типа роликов подшипников качения. Известен бесцентровошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащий имеющие параллельные оси вращения шлифовальный круг и ведущий барабан с винтовой канавкой для осевого перемещения деталей, подаваемых к барабану из загрузочного устройства (А.с. СССР №114990, кл. B24B5/24, 1958). Недостатком такого станка является возможность обработки только одного типа деталей, т.к. винтовая канавка ведущего барабана выполнена одного направления и с постоянным профилем в поперечном сечении. Известен также бесцентровошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащий шлифовальный инструмент в виде двух симметрично установленных на одной оси кругов, ведущий барабан, ось которого параллельна оси шлифовального инструмента, а также поддерживающий нож и загрузочное устройство, включающее лотки, направленные к средней части ведущего барабана, при этом на наружной поверхности барабана выполнена винтовая канавка в форме двух ветвей правого и левого направлений, расходящихся от центра барабана к его торцам, кроме того ветви винтовой канавки имеют различные профили поперечного сечения (А.с. СССР №595125, кл. B24B5/22, 1978). Недостатком такого станка является невозможность обработки цилиндрических поверхностей различных типоразмеров по длине и диаметру, т.к. винтовая канавка барабана имеет только два профиля в поперечном сечении, т.е. предназначена для базирования только двух типоразмеров деталей. Наиболее близким по технической сущности к заявляемому станку является бесцентровошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащий загрузочное устройство и имеющие параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, при этом на поверхности ведущего барабана выполнена винтовая канавка для осевого перемещения детали (Тех. документация к бесцентровошлифовальному станку модели SWAa KM 25/IA фирмы "Mikrosa", GmBH, ФРГ, 1989, чертеж №62451 - 1000 : 010/2). Существенным недостатком такого станка является невозможность обработки цилиндрических поверхностей различных типоразмеров, а также невозможность без частой правки продольной поверхности винтовой канавки получить обработанную деталь с высокой точностью отшлифованной поверхности. Поэтому для обеспечения возможности обработки деталей различных типоразмеров в станок каждый раз приходится устанавливать ведущий барабан с соответствующей размерам обрабатываемой детали винтовой канавкой, что связано с перемонтажом станка и создает крайнее неудобство в условиях мелко- и среднесерийного производства. Кроме того, правка изнашивающейся продольной поверхности винтовой канавки также весьма затруднительна особенно в условиях необходимости получения деталей с высокой точностью цилиндрической поверхности для твердых подшипниковых сталей. В основу изобретения поставлена задача в бесцентровошлифовальном станке для обработки наружных поверхностей цилиндрических деталей путем изменения конструкции получить новый технический результат, выражающийся в обеспечении возможности обработки деталей различных типоразмеров без перемонтажа станка, а также повышении точности цилиндрической поверхности обработанной детали. Поставленная задача решается следующим образом. В известном бесцентровошлифовальном станке для обработки наружных поверхностей цилиндрических деталей, содержащем загрузочное устройство и имеющие параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, согласно заявляемому изобретению станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом и ведущим барабаном прижимным ножом, а поверхность ведущего барабана выполнена гладкой и параллельной поверхности шлифовального круга, при этом загрузочное устройство выполнено в форме вертикальной трубки, нижний торец которой плавно сопряжен с вертикальной частью трубки и размещен горизонтально в начале зоны шлифования, а верхний торец соединен с транспортно-ориентирующим устройством для подачи на шлифование цилиндрических деталей. Оппозитное размещение поддерживающего и прижимного ножей и выполнение поверхности ведущего цилиндра гладкой позволяют жестко базировать обрабатываемую поверхность детали в зоне шлифования, обеспечивая тем самым высокую точность обработки, при этом регулируемость зазора путем перемещения базовых поверхностей обеспечивает возможность шлифования деталей различных типоразмеров без перемонтажа станка. Выполнение загрузочного устройства в виде вертикальной трубки, нижний торец которой плавно сопряжен с вертикальной частью трубки и размещен горизонтально в начале зоны шлифования позволяет обеспечить принудительную подачу деталей на обработку, так как в вертикальной части трубки постоянно размещен столб деталей, который базирует торцы обрабатываемых деталей и позволяет убрать винтовую канавку с поверхности ведущего барабана. Выполнение поверхности ведущего барабана гладкой (без винтовой канавки) существенно снижает расходы на обслуживание станка и повышает точность обработки, так как выполнить периодическую правку гладкой поверхности от всей ее цилиндрической части гораздо легче, чем горизонтальные участки (впадины) на винтовой поверхности. На представленных чертежах схематично изображен бесцентровошлифовальный станок для обработки наружных поверхностей цилиндрических деталей (его зона шлифования); на фиг.1 - вид сверху (исключая прижимной нож), на фиг.2 - разрез A - A на фиг.1. Бесцентровошлифовальный станок для обработки наружных поверхностей цилиндрических деталей содержит установленные с возможностью вращения шлифовальный круг 1, размещенный на оси 2, и ведущий барабан 3, размещенный на оси 4, параллельной оси 2. Цилиндрические поверхности шлифовального круга 1 и ведущего барабана 3 также параллельны и размещены с зазором друг к другу с возможностью регулировки этого зазора. Под зазором укреплен поддерживающий нож 5, а над зазором между шлифовальным кругом 1 и ведущим барабаном 3 размещен прижимной нож 6. Загрузочное устройство включает вертикальную трубку (на чертеже не показана) с нижним торцом 7 этой трубки, размещенным горизонтально в начале зоны шлифования, а верхний торец вертикальной трубки соединен с транспортно-ориентирующим устройством для подачи на шлифование цилиндрических деталей 8. Бесцентровошлифовальный станок для обработки наружных поверхностей цилиндрических деталей работает следующим образом. Цилиндрические детали 8 из торца 7 трубки загрузочного устройства поступают ориентированно друг за другом в начало зоны шлифования. Регулирование зазора между ведущим барабаном 3 и шлифовальным кругом 1 осуществляют путем параллельного смещения его оси 2, при этом ось 4 ведущего барабана размещена без возможности ее параллельного смещения. Перед подачей цилиндрических деталей 8 в зону шлифования поддерживающий нож 5 и прижимной нож 6 устанавливают соответственно диаметру обрабатываемой детали. Осевое перемещение цилиндрических деталей 8 в зоне шлифования осуществляют за счет разности скоростей вращения ведущего барабана 3 и абразивного круга 1. В зону шли фования принудительную подачу деталей 8 осуществляют за счет того, что в вертикальной части трубки загрузочного устройства де тали размещены столбом и при выходе на горизонтальный участок трубки каждая последующая деталь давит на предыдущую, осуществляя таким образом ее осевое смещение.
ДивитисяДодаткова інформація
Назва патенту англійськоюCenterless grinder for working external surfaces of cylindrical components
Автори англійськоюKorbut Mykola Antonovych, Lohovskyi Yevhen Ivanovych, Shyshyts Mykola Pylypovych
Назва патенту російськоюБесцентрово-шлифовальный станок для обработки внешних поверхностей цилиндрических деталей
Автори російськоюКорбут Николай Антонович, Логовский Евгений Иванович, Шишиц Николай Филиппович
МПК / Мітки
МПК: B24B 5/00
Мітки: деталей, зовнішніх, циліндричних, поверхонь, верстат, обробки, безцентровошліфувальний
Код посилання
<a href="https://ua.patents.su/3-20238-bezcentrovoshlifuvalnijj-verstat-dlya-obrobki-zovnishnikh-poverkhon-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей</a>
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей
Номер патенту: 11416
Опубліковано: 25.12.1996
Автори: Бабей Юлій Іванович, Кирилів Володимир Іванович, Калічак Теодор Миколайович
МПК: B24B 39/00
Мітки: поверхонь, деталей, зовнішніх, пристрій, зміцнення, циліндричних
Формула / Реферат:
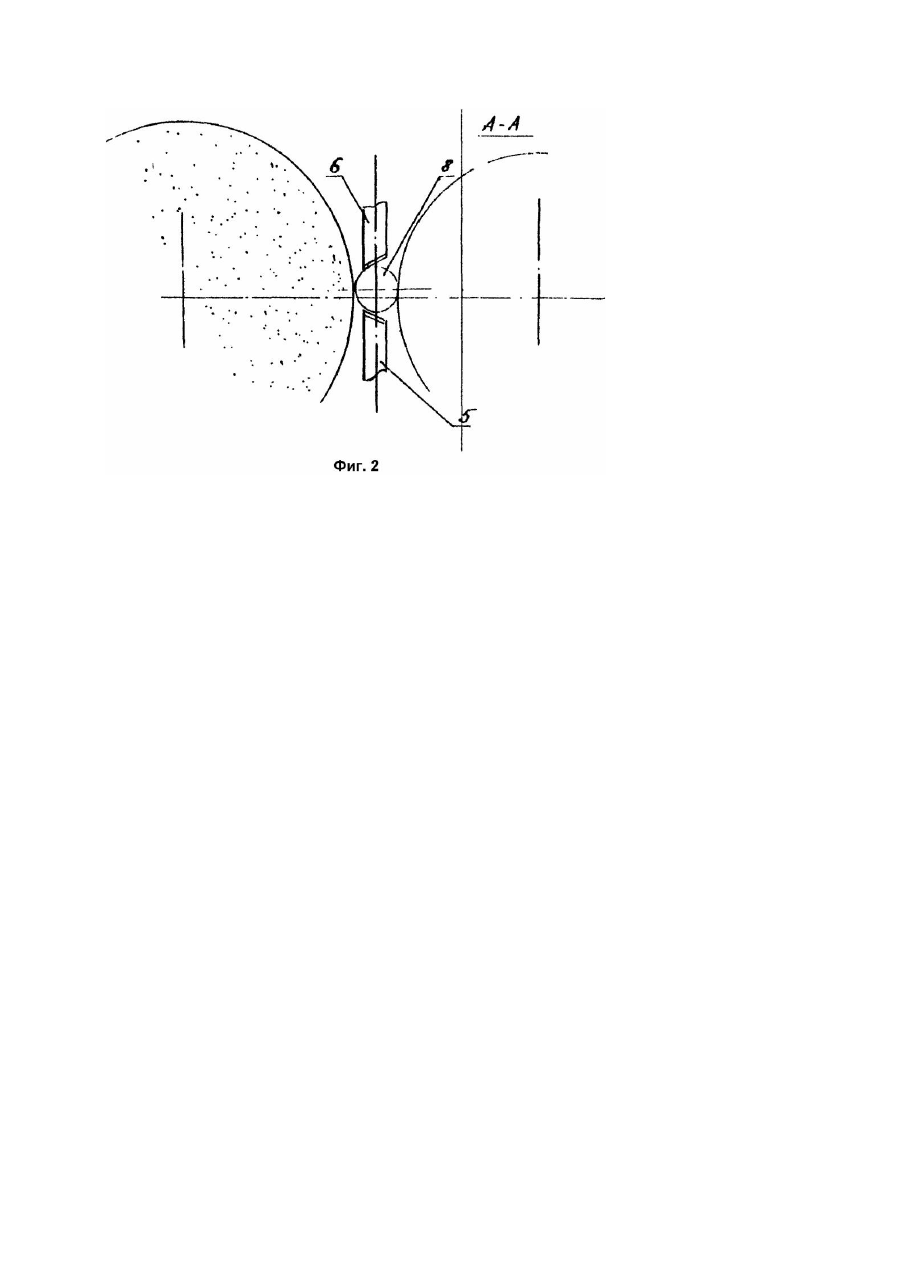
Устройство для упрочнения наружных цилиндрических поверхностей деталей, содержащее корпус, на котором размещены три деформирующих ролика, закрепленных на общей раме, причем два из них установлены на осях в общем держателе, отличающееся тем, что, с целью повышения качества обработки, третий ролик выполнен приводным, при этом устройство снабжено двумя дополнительными деформирующими роликами, закрепленными на осях роликов, установленных в...
Верстат для безцентрового обкатування зовнішніх циліндричних поверхонь деталів
Номер патенту: 14082
Опубліковано: 25.04.1997
Автор: Криворучко Володимир Нестерович
МПК: B24B 39/00
Мітки: безцентрового, поверхонь, деталів, циліндричних, верстат, зовнішніх, обкатування
Формула / Реферат:
1. Станок для бесцентрового обкатывания наружных цилиндрических поверхностей деталей, содержащий станину с основанием и боковыми стенками, шпиндельный узел опорного ролика, привод его перемещения с выходным валом и связью между ними, механизм нагружения, выполненный в виде съемного силового гидроцилиндра, на штоке которого закреплена накатная головка с деформирующими элементами, отличающийся тем, что с целью расширения его...
Пристрій для чистової обробки зовнішніх сферичних поверхонь
Номер патенту: 7240
Опубліковано: 30.06.1995
Автор: Запорожець Віктор Кіндратович
МПК: B24B 39/00
Мітки: поверхонь, сферичних, зовнішніх, обробки, пристрій, чистової
Формула / Реферат:
1. Устройство для чистовой обработки наружных сферических поверхностей, содержащее корпус в виде тела вращения, деформирующие ролики, имеющие рабочую и опорную поверхности, образованные образующими и размещенные в корпусе, с возможностью контактирования с внутренней конусной поверхностью приспособления для передачи давления деформирующим роликам и опорной поверхностью приспособления для их удержания относительно друг друга, отличающееся...
Верстат для обробки асферичних поверхонь
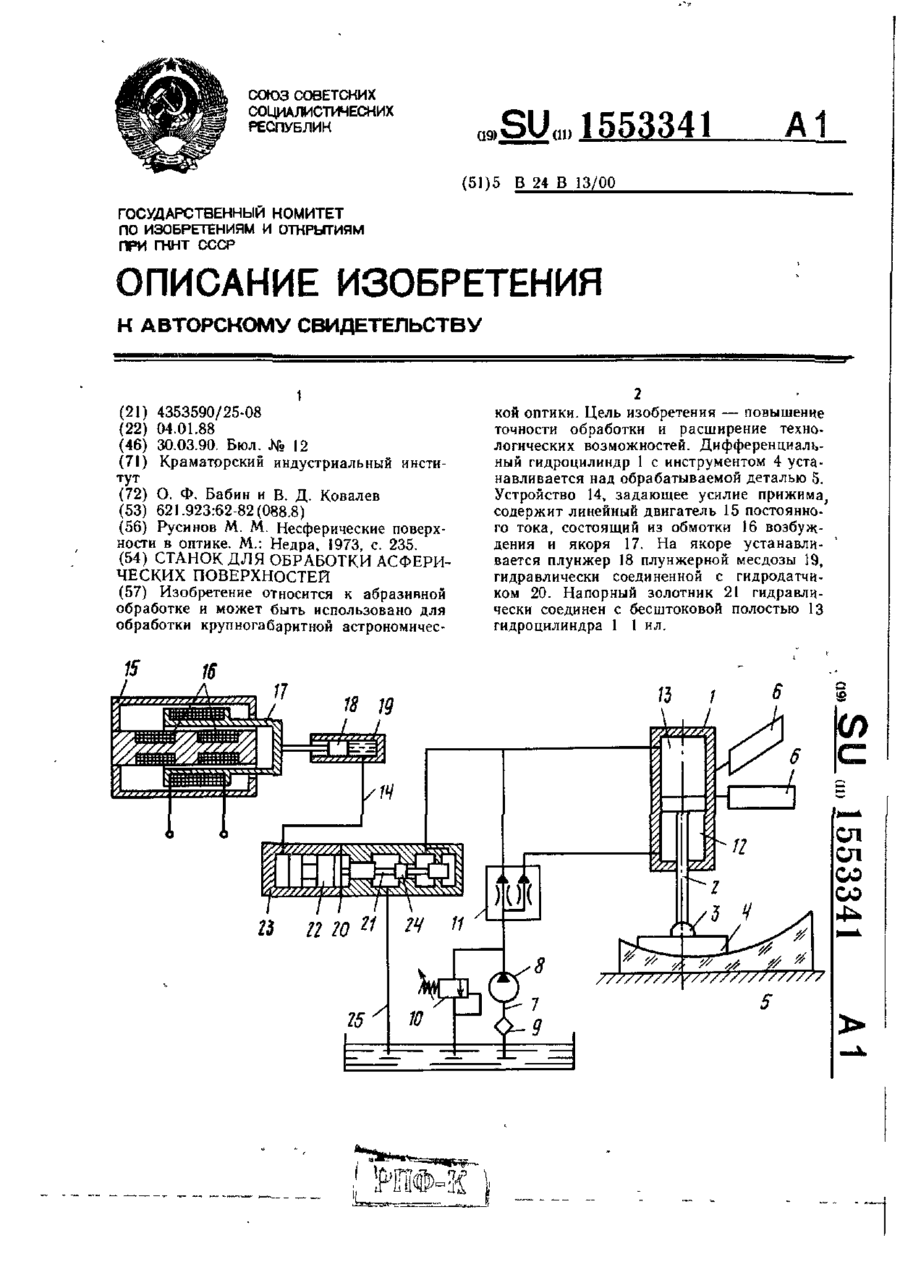
Номер патенту: 14350
Опубліковано: 25.04.1997
Автори: Ковальов Віктор Дмитрович, Бабін Олег Фавієвич
МПК: B24B 13/00
Мітки: поверхонь, обробки, асферичних, верстат
Формула / Реферат:
Станок для обработки асферичсгких поверхностей, содержащий устройство для задания усилия прижима инструмента и привод перемещения инструмента в двух взаимно перпендикулярных направлениях, отличающийся тем, что, с целью повышения точности обработки и расширения технологических возможностей за счет управления усилием прижима инструмента в каждой точке обрабатываемой поверхности, привод перемещения инструмента выполнен в виде системы питания...
Спосіб обробки поверхонь секторів барабана для зборки покришок пневматичних шин
Номер патенту: 8221
Опубліковано: 29.03.1996
Автори: Сінотін Анатолій Павловіч, Трофімов Анатолій Константіновіч, Іванов Юрій Александровіч
МПК: B23B 1/00
Мітки: спосіб, секторів, пневматичних, барабана, поверхонь, зборки, покришок, обробки, шин
Формула / Реферат:
Способ обработки поверхностей секторов барабана для сборки покрышек пневматических шин, при котором предварительно сектора устанавливают в форме цилиндра и жестко их фиксируют в этом положении, обтачивают наружные поверхности и обрабатывают кинематические отверстия и остальные поверхности каждого сектора отдельно, отличающийся тем, что, с целью повышения качества изготовления барабана путем увеличения точности обработки секторов,...
Попередній патент: Спосіб обмеження водоприпливу у свердловину
Наступний патент: Апарат для фракційного зрошення, дренування і аспірацій вмісту ран і порожнин
Випадковий патент: Спосіб виготовлення лікарського засобу седативної і спазмолітичної дії