Машина пневмоформувальна
Номер патенту: 28711
Опубліковано: 16.10.2000
Автори: Левченко Геннадій Іванович, Матвійчук Микола Петрович, Самбольський Валерій Григорович
Формула / Реферат
1. Машина пневмоформувальна, що містить станину, транспортний пристрій, нагрівальний пристрій з нижньою та верхньою нагрівальними секціями, формувальний інструмент, пресовий вузол з приводом зімкнення напів форм формувального інструменту та пневматичним приводом управління витяжними дорнами, пристрій поздовжнього різання та пристрій поперечного різання, яка відрізняється тим, що пристрій повздовжнього різання розташований за формувальним інструментом кінематичне зв'язаний з транспортним пристроєм та виконаний з можливістю регулювання відстані різання, а пристрій поперечного різання змонтований за пристроєм поздовжнього різання.
2. Машина по п. 1, яка відрізняється тим, що пристрій поздовжнього різання виконаний у вигляді підпружинених дискових ножів, що встановлені з можливістю переміщення у осьовому напрямку за допомогою ковзних шпонок та фіксації за допомогою гайок на валу. кінематичне зв'язаному з валом транспортного пристрою.
3. Машина по п. 1 та/чи 2, яка відрізняється тим, що пристрій поперечного різання виконаний у вигляді ножів, встановлених зверху і знизу від транспортного пристрою та жорстко зв'язаних з нерухомими частинами пресового вузла.
Текст
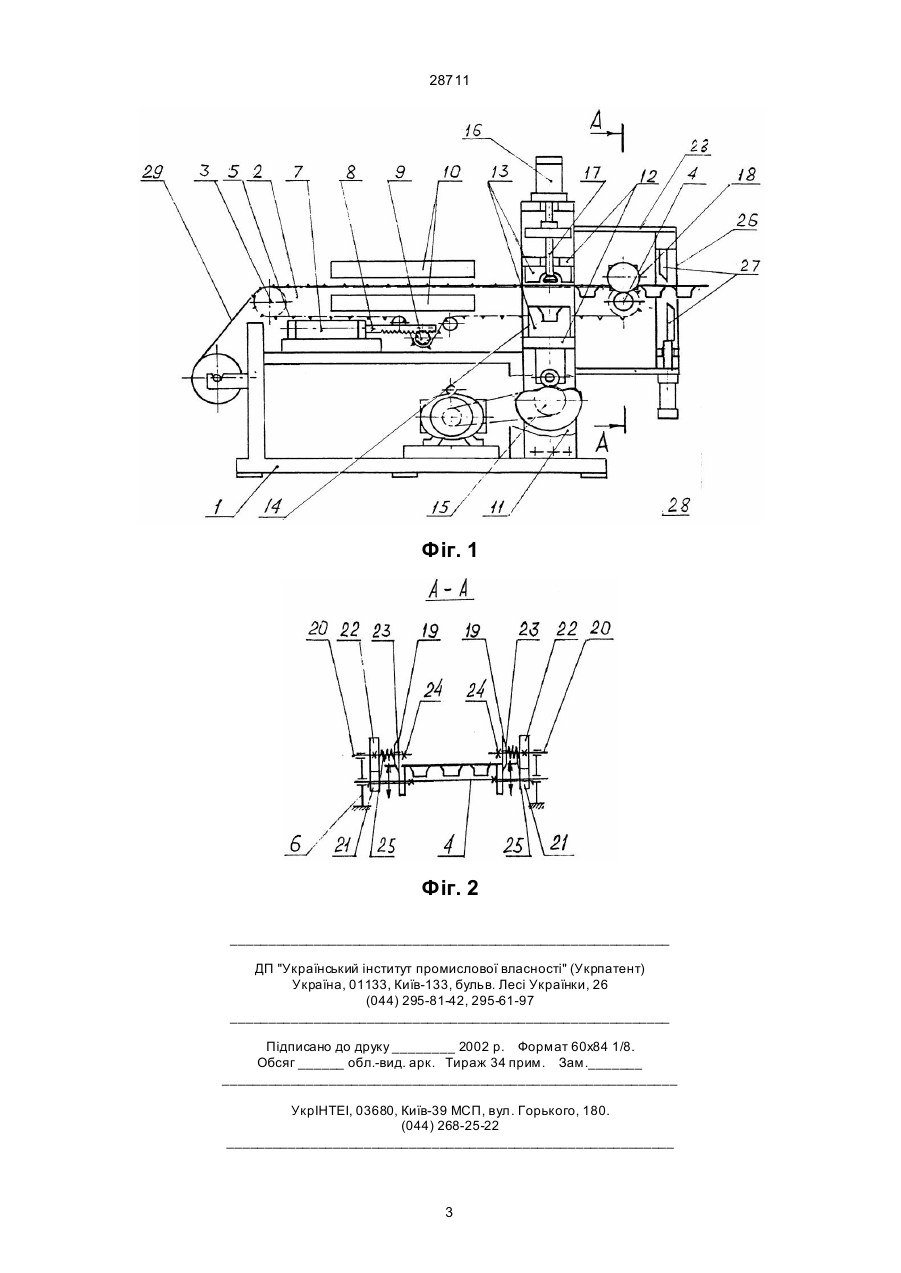
1. Машина пневмоформувальна, що містить станину, транспортний пристрій, нагрівальний пристрій з нижньою та верхньою нагрівальними секціями, формувальний інструмент, пресовий вузол з приводом зімкнення напівформ формувального інструменту та пневматичним приводом управління витяжними дорнами, пристрій поздовжнього різан 28711 транспортним пристроєм дозволяють забезпечити можливість переналагодження відстані різання на різні типорозміри виробів при досить технологічному та економічному виконанні машини в цілому. Для регулювання відстані різання пристрій поздовжнього різання виконаний у вигляді підпружинених дискових ножів, що встановлені з можливістю переміщення у осьовому напрямку за допомогою ковзних шпонок та фіксації за допомогою гайок на валу, кінематично зв'язаному з валом транспортного пристрою. У варіанті виконання пристрій поперечного різання виконаний у вигляді ножів, встановлених зверху і знизу від транспортного пристрою, та жорстко зв'язаних з нерухомими частинами пресового вузла. Причинно-наслідковий зв'язок між сукупністю ознак винаходу та те хнічним результатом, що має досягатись винаходом, обумовлений тим, що винесені із зони формування виробів пристрої поздовжнього та поперечного різання та їх зв'язок з транспортним пристроєм та пресовим вузлом не тільки здешевлює та підвищує технологічність формувального інструменту, але й робить можливим технологічним та більш дешевим виконання пристроїв різання з можливістю переналагодження на різні типорозміри виробів узгоджене з процесом пневмоформування. Прикладом конкретного виконання є машина пневмоформувальна, що застосовується для виготовлення корексів. Ця машина зображена на фіг. 1 та 2. Фіг. 1 схематичне зображення машини пневмоформування. Фіг. 2 перетин А-А, де зображено пристрій поздовжнього різання. Машина пневмоформувальна для виготовлення корексів (фіг. 1), містить станину 1, на якій встановлено транспортний пристрій 2, що включає в себе вали 3, 4, голчастий ланцюг 5, змонтований на рамі 6 (фіг. 2) та оснащений пневмоприводом, що складається з пневмоциліндра 7, зубчастої рейки 8 та обгінної муфти 9. У зоні транспортного пристрою 2 встановлений нагрівальний пристрій 10, що складається з двох секцій - верхньої та нижньої. За нагрівальним пристроєм 10 розташовано пресовий вузол 11, на опорних плитах 12 якого встановлені напівформи 13 формувального інструменту 14. Пресовий вузол 11 оснащений механічним приводом 15 зімкнення напівформ 13 формувального інструменту 14, встановленим у його нижній частині. У верхній частині пресового вузла 11 встановлено пневмоциліндр 16 пневмоприводу управління дорнами 17 механічного витягування матеріалу (плівки). На рамі 6 транспортного пристрою 2 змонтовано пристрій 18 поздовжнього різання (фіг. 2), що складається з підпружинених дискових ножів 19, вали 20 яких кінематично зв'язані через шестерні 21 та 22 і вал 4 з голчастим ланцюгом 5 транспортного пристрою 2. Дикові ножі 19 виконано з можливістю осьового переміщення за допомогою ковзних шпонок 23 та фіксації на валах 20 під час переналагоджування на нову ширину виробу за допомогою гайок 24 і пружин 25. За пристроєм 18 поздовжнього різання встановлено пристрій 26 поперечного різання (фіг. 1). жорстко зв'язаний з нерухомими частинами пресового вузла 11. Пристрій 26 поперечного різання складається з зустрічно направлених ножів 27, закріплених на кронштейнах 28, змонтованих на нерухомих частинах пресового вузла 11. Конкретне виконання пристроїв поздовжнього та поперечного різання не обмежується тільки вищезгаданим. Можливі інші конструктивні рішення. Але саме їх розташування в машині і взаємозв'язок з транспортним пристроєм з можливістю швидкого переналагодження на різні типорозміри виробів забезпечують виконання поставленої задачі і значно підвищують технологічність машини в цілому при виготовленні виробів різних типорозмірів і дозволяє запобігти її необґрунтованому ускладненню та подорожчанню. Пневмоформувальна машина працює таким чином. Робота транспортного пристрою 2 синхронізована з механічним приводом 15 пресового вузла 11. Плівка 29 (фіг. 1) заправляється у транспортний пристрій 2; коли напівформи 13 розкриті, вмикається пневмоциліндр 7 і за допомогою зубчатої рейки 8 та обгінної муфти 9 зусилля від пневмоциліндра 7 передається на голчастий ланцюг 5. Плівка 29 протягується на один крок у зону між верхньою та нижньою секціями нагрівального пристрою 10, далі, під час такого ж наступного такту, плівка 29 у пластичному стані в момент розкриття напівформ 13 подається у зону формування. Величина кроку подачі плівки 29 регулюється. У момент зімкнення напівформ 13 починається рух пневмоцилиндра 7 вниз та здійснюється попередня механічна витяжка розігрітої плівки 29 дорнами 17, а потім, після досягнення дорнами 17 нижнього положення, вмикається подача повітря до формувальної порожнини між напівформами 13 з боків дорнів 17 - у цей час відбувається формування виробу. Далі сформований виріб протягом чергового робочого такту виноситься із зони формування до зони відокремлення. У цій зоні спочатку здійснюється поздовжнє різання дисковими ножами 19 водночас із транспортуванням плівки 29. Дискові ножі 19 (фіг. 2) з допомогою ковзних шпонок 23 переналагоджуються у осьовому напрямку на валах 20 і фіксуються на нову ширину виробу за допомогою гайок 24 і пружин 25. Далі напівфабрикат надходить до пристрою 26 поперечного різання, де здійснюється поперечне різання (фіг. 1). Крок різання пристрою 26 узгоджений з необхідним розміром виробу у формувальному інструменті. Зрозуміло, що машина пневмоформування може бути використана не тільки для формування корексів різних типорозмірів, але й інших виробів з пластичного матеріалу в залежності від формувальних поверхонь формувального інструменту. Розташування та зваємозв'язок пристроїв різання, як це вище згадано, при найбільш технологічному виконанні машини вцілому значно розширюють її можливості в умовах швидкозмінюючогося асортименту в залежності від потреб промисловості та споживачів при найбільш економічному та доцільному виконанні. 2 28711 Фіг. 1 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюPneumatic moulding machine
Автори англійськоюMatviichuk Mykola Petrovych, Sambolskyi Valerii Hryhorovych, Levchenko Hennadii Ivanovych
Назва патенту російськоюМашина пневмоформовочная
Автори російськоюМатвийчук Николай Петрович, Самбольский Валерий Григорьевич, Левченко Геннадий Иванович
МПК / Мітки
МПК: B29C 51/08, B29C 51/00
Мітки: машина, пневмоформувальна
Код посилання
<a href="https://ua.patents.su/3-28711-mashina-pnevmoformuvalna.html" target="_blank" rel="follow" title="База патентів України">Машина пневмоформувальна</a>
Тістомісильна машина періодичної дії
Номер патенту: 9235
Опубліковано: 30.09.1996
Автори: Макаренко Микола Архипович, Трушко Петро Васильович, Прусс Борис Костянтинович, Коваленко Валерій Олександрович, Ткаченко Іван Павлович, Кожемяко Микола Миколайович, Зубченко Олег Іванович
МПК: A21C 1/00
Мітки: періодичної, тістомісильна, машина, дії
Формула / Реферат:
Тестомесильная машина периодического действия, содержащая корпус, привод, установленную на выходном валу привода петлеобразную месильную лопасть и дежу, отличающаяся тем, что, с целью повышения производительности машины и снижения энергозатрат на замес соотношение наибольших линейных размеров поперечного сечения лопасти в направлении ее перемещения и перпендикулярном этому направлению составляет (3-5):1.
Гичкозбиральна машина

Номер патенту: 9523
Опубліковано: 30.09.1996
Автори: Хелемендик Микола Михайлович, Смакоуз Георгій Микитович, Синій Сергій Васильович, Мартиненко Володимир Якимович, Безпальок Андрій Петрович, Осуховський Володимир Михайлович, Гевко Роман Богданович, Данильченко Михайло Григорович, Козіброда Ярослав Іванович, Хайліс Гедаль Абрамович
МПК: A01D 23/02, A01D 23/04, A01D 23/06
Мітки: гичкозбиральна, машина
Формула / Реферат:
1. Гичкозбиральна машина, яка складається з рами, копіюючих колес, ведучого і веденого вертикальних шківів, на яких розташоване еластичне полотно з ножами, похилого щитка, кут нахилу якого направлений в сторону, протилежну напрямку руху машини, яка відрізняється тим, що похилий щиток встановлений над еластичним полотном, а до ножів жорстко кріпляться пружні активізуючі пластини, розташовані паралельно до щитка і встановлені під кутом,...
Промивальна машина

Номер патенту: 13506
Опубліковано: 25.04.1997
Автори: Кучер Віктор Лукіч, Учитель Сергій Олександрович, Івченко Кім Давидович, Білодаров Іван Васильович
МПК: B03B 5/02
Мітки: машина, промивальна
Формула / Реферат:
1. Промывочная машина, включающая корпус, расположенную в нем проточную камеру с решетом, соединенные с корпусом пульсаторы с впускными и выпускными окнами, загрузочное и разгрузочное приспособления, отличающаяся тем, что, с целью повышения производительности, она снабжена установленным в проточной камере под решетом воздушным коллектором, соединенным с выпускными окнами пульсаторов.2. Машина по п. 1, отличающаяся тем, что она...
Гичкозбиральна машина

Номер патенту: 20209
Опубліковано: 15.07.1997
Автор: Синій Сергій Васильович
МПК: A01D 23/00
Мітки: гичкозбиральна, машина
Формула / Реферат:
Гичкозбиральна машина, яка містить ведучий і ведений вертикальні шківи, на яких розташоване еластичне полотно з ножами, до яких жорстко прикріплені пружні активізуючі пластини, встановлені під кутом, протилежно направленим до напрямку руху полотна, яка відрізняється тим, що по мірі віддалення від різальної кромки ножа кут нахилу поверхні пластини до лінії горизонту збільшується до 90°, а верхня частина активізуючих пластин розміщена...
Гичкозбиральна машина

Номер патенту: 22232
Опубліковано: 30.06.1998
Автори: Безпальок Андрій Петрович, Рибак Тимофій Іванович, Підгурський Микола Іванович, Гевко Роман Богданович, Козіброда Ярослав Іванович, Хайліс Гедаль Абрамович, Мартиненко Володимир Якимович, Хелемендик Микола Михайлович, Синій Сергій Васильович
МПК: A01D 23/06, A01D 23/02
Мітки: машина, гичкозбиральна
Формула / Реферат:
1. Гичкозбиральна машина, яка складається з рами, копіюючих коліс, ведучого і веденого вертикальних шківів, охоплених нескінченним еластичним полотном з розташованими на зовнішній поверхні ножами, а до нижніх поверхонь шківів прикріплені очисні елементи, яка відрізняється тим, що між ведучим і веденим шківами розташовані підтримуючі шківи, до нижніх поверхонь яких прикріплені очисні елементи, причому підтримуючі шківи контактують з...
Попередній патент: Комбікорм для поросят
Наступний патент: Катетер для ін’єкці] рідини або лікарського препарату в порожнисті органи і порожнини тіла, зокрема в коронарні судини і артерії
Випадковий патент: Спосіб виробництва активних сушених дріжджів