Спосіб виробництва сталево-бронзових втулок
Номер патенту: 28730
Опубліковано: 25.12.2007
Автори: Штихно Алла Петрівна, Бурсова Вікторія Анатоліївна, Алімов Валерій Іванович

Формула / Реферат
Спосіб виробництва сталево-бронзових втулок, що включає з'єднання заготовок, хіміко-термічну обробку для формування дифузійної зони й механічну обробку, який відрізняється тим, що контактну поверхню сталевої заготовки попередньо окислюють до одержання оксидної плівки товщиною 40-500 нм.
Текст
Спосіб виробництва сталево-бронзових втулок, що включає з'єднання заготовок, хімікотермічну обробку для формування дифузійної зони й механічну обробку, який відрізняється тим, що контактну поверхню сталевої заготовки попередньо окислюють до одержання оксидної плівки товщиною 40-500 нм. (19) (21) u200707184 (22) 26.06.2007 (24) 25.12.2007 (72) АЛІМОВ ВАЛЕРІЙ ІВАНОВИЧ, UA, ШТИХНО АЛЛА ПЕТРІВНА, UA, БУРСОВА ВІКТОРІЯ АНАТОЛІЇВНА, UA (73) ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA 3 порожнечах між гребенями й западинами зіткнених поверхонь сталевих і бронзових заготовок, що забезпечують активізацію транспортних реакцій, стабілізується, перенесення міді із бронзи в сталь у процесі хіміко-термічної обробки стає контрольованим, а це забезпечує стабільність ширини дифузійної зони й часу для її одержання. Оксидні плівки товщиною 40-500нм належать до плівок середньої товщини [Н.Т. Жук. Курс теорії корозії й захисту металів. - М.: Металургія, 1976. 472с. - c.31-32]. При товщині оксидної плівки на контактній поверхні сталевої заготовки менш 40нм транспортні реакції протікають нестабільно, і не забезпечується стабільність ширини дифузійної зони й часу для її одержання. Оксидна плівка товщиною більше 500нм класифікується як окалина, що розтріскується й відшаровується, що також не забезпечує стабільності ширини дифузійної зони й часу її одержання. Спосіб виробництва сталево-бронзових втулок здійснюють таким чином. Втулки виробляють із немірних коротких трубчастих заготовок, для яких беруть або підготовлюють окремі відрізки сталевої та бронзової втулок. Поверхню сталевої заготовки попередньо окислюють до одержання оксидної плівки товщиною 40-500нм. Потім запресовують бронзову заготовку в сталеву з механічним натягом і додатковим дорнованням; отримують таким чином біметалеву втулку, яка складає одне ціле за рахунок механічного натягу. В порожнечах між гребенями й западинами зіткнених поверхонь зберігається повітря, яке містить внаслідок обмеження об'єму слабо окислювальне середовище. Потім біметалеву втулку піддають хіміко-термічній обробці нагрівають до аустенітного стану для сталі і витримують при температурі нагріву. Хіміко-термічна обробка, а саме насичення зіткнених поверхонь сталі міддю, відбувається за рахунок міді, яку містить бронза; оксидна плівка на поверхні сталевої втулки прискорює і стабілізує транспортні реакції при переносі міді із бронзи в сталь. Параметри нагрівання і витримки підбирають таким чином, щоб у сталі утворилася дифузійна зона шириною 20-50мкм. Після витримки біметалеву втулку охолоджують, а потім виконують механічну обробку - точіння, нарізку канавок та інші. Приклад. Спосіб виробництва сталевобронзових втулок здійснювали таким чином. Виготовляли верхню та нижню біметалеві втулки шкворня поворотного кулака автомобіля МАЗ-500. Від відрізка сталевої труби із сталі 20 з зовнішнім діаметром 60мм і внутрішнім діаметром 51,6мм на токарно-револьверному верстаті 1П365 відрізали заготовки втулок довжиною 60 і 70мм. Потім на токарновінторезному верстаті 1А616 заготовки втулок розточували з двох боків до діаметру 52,40мм з залишенням внутрішнього пояску шириною 6мм і внутрішнім діаметром 51,40мм. Шорсткість внутрішньої поверхні після 28730 4 обробки складала Ra 2,5мкм. Для виключення наступної операції знежирювання механічну обробку втулок виконували без використання змащювально-охолоджувальної рідини. Потім внутрішню поверхню нагрівали таким чином, щоб одержати оксидну плівку товщиною 40-500нм. Штабу із бронзи БрОФ 6,5-0,15 розміром 167x2000мм товщиною 1,7мм розрізали на гільйотинних ножицях на заготовки розміром 27÷32x160мм. Остаточні розміри уточнювали дослідним шляхом. За допомогою комбінованого штампу для гнуття втулки шкворня автомобіля МАЗ-500 і кривошипного пресу К-117Е формували бронзові втулки з зовнішнім діаметром 52,50мм і внутрішнім діаметром 49мм. На цьому ж пресі втулки калібрували у заданий розмір. Бронзові втулки промивали у розчині Лабоміду-203, холодною та гарячою водою, травили у розчині сірчаної кислоти з хромовим ангідридом у холодній та гарячій воді. Протягом 1 години після знежирювання бронзових заготовок виконували складання біметалевих втулок шляхом запресовки з механічним натягом бронзових втулок в сталеві за допомогою пресу П6324. Запресовані втулки дорнували в заданий розмір за допомогою спеціальної оправки. Торці зібраних втулок обмащували обмазкою з порошку Аl2О3 на сілікатному клею і просушували, таким чином, в проміжках між гребнями і западинами контактовних поверхонь зберігається повітря, яке містить внаслідок обмеження об'єму порожнини, слабкоокислювальне середовище. Хіміко-термічну обробку втулок виконували у печі ПН-34 при температурі 930°С з подачі гасу в кількості 40-50 краплин у хвилину, при цьому у печі створювалась атмосфера близька до нейтральної. При вказаній температурі сталь знаходиться в аустенітному стані. Хімiко-термічна обробка відбувається за рахунок міді, яку містить бронза; оксидна плівка на контактної поверхні сталевої втулки прискорює і стабілізує транспортні реакції при перенесенні міді із бронзи в сталь. Тривалість нагріву підбирали таким чином, щоб одержати в сталі ширину дифузійної зони рівну 20-50мкм, яку оцінювали на металографічних шліфах. Мікротвердість бронзового шару вимірювана на приладі ПМТ-3, складала в середньому 1570Н/мм2, що задовольняє вимогам ТУ 14-3-70278. Після охолодження частину втулок випробували на сплющення по ТУ 14-3-702-78. Усі втулки це випробування витримали без відшарування бронзового шару. Ширина дифузійної зони була стабільною. При товщині оксидної плівки менш 40нм і більш 500нм стабільність ширини дифузійної зони погіршувалась. При товщині оксидної плівки менш 40нм транспортні реакції протікають недостатньо активно; при товщині оксидної плівки більш 500нм відбувається часткове відшарування оксиду, що також погіршує стабільність ширини дифузійної зони. Крім того, для одержання оксидної плівки товщиною більш 500нм треба підвищувати тривалість часу. 5 Після хіміко-термічній обробки виконували обточування зовнішньої поверхні на токарному напівавтоматі 1А-730 до діаметру 58,5мм і шорсткості Ra 20мкм, точили фаски, а на токарногвинторізальному верстаті 1К62 з гідрокопіром нарізали гвинтову канавку за кресленням. Після шліфування і контролю виконували консерваційну обробку втулок. Таким чином, пропонований спосіб забезпечує отримання стабільної ширини дифузійної зони і знижує тривалість її формування на 15-20% у порівнянні з відомим. 28730 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of steel-bronze bushings
Автори англійськоюAlimov Valerii Ivanovych, Shtykhno Alla Petrivna, Bursova Viktoria Anatoliivna
Назва патенту російськоюСпособ производства стале-бронзовых втулок
Автори російськоюАлимов Валерий Иванович, Штыхно Алла Петровна, Бурсова Виктория Анатольевна
МПК / Мітки
МПК: B23K 20/00
Мітки: спосіб, втулок, сталево-бронзових, виробництва
Код посилання
<a href="https://ua.patents.su/3-28730-sposib-virobnictva-stalevo-bronzovikh-vtulok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сталево-бронзових втулок</a>
Спосіб виробництва біметалевих втулок “сталь-бронза”
Номер патенту: 50962
Опубліковано: 15.11.2002
Автори: Каспарьянц Акоп Герасимович, Седіков Станіслав Михайлович, Алімов Валерій Іванович
МПК: B23K 20/00
Мітки: спосіб, виробництва, втулок, сталь-бронза, біметалевих
Формула / Реферат:
Спосіб виробництва біметалевих втулок "сталь-бронза", який містить складання елементів, їх стиснення та термічну обробку, який відрізняється тим, що складання заготовок виконують з механічним натягом і додатковим дорнуванням, а термічну обробку виконують у слабоокислювальному середовищі до утворення дифузійної зони в сталі шириною 20-50 мкм.
Спосіб визначення міцності втулок
Номер патенту: 21059
Опубліковано: 15.02.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/00
Мітки: спосіб, визначення, втулок, міцності
Формула / Реферат:
Спосіб визначення міцності втулок, що включає прикладання навантаження до їх внутрішніх поверхонь, який відрізняється тим, що зміну напрямку зусилля від верхньої головки випробувальної машини з вертикального до горизонтального, направленого перпендикулярно до внутрішньої поверхні втулки, забезпечують за допомогою сегментів, шарнірно з’єднаних з хрестовинами, нижня з яких є опорною плитою пристрою, а до хвостовика верхньої прикладають...
Спосіб визначення міцності втулок на стиснення
Номер патенту: 23925
Опубліковано: 11.06.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/00
Мітки: міцності, спосіб, стиснення, втулок, визначення
Формула / Реферат:
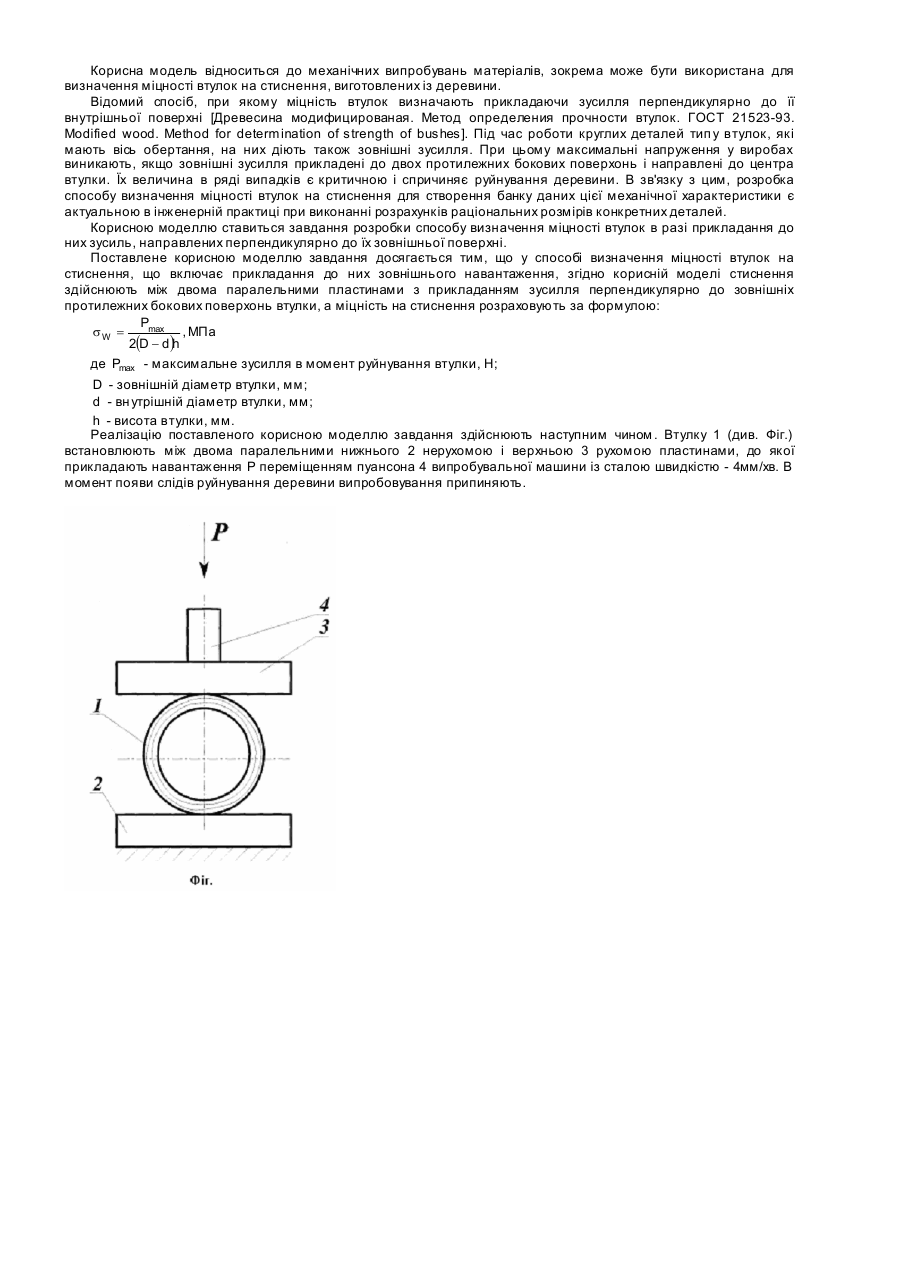
Спосіб визначення міцності втулок на стиснення, що включає прикладання до них зовнішнього навантаження, який відрізняється тим, що стиснення здійснюють між двома паралельними пластинами з прикладанням зусилля перпендикулярно до зовнішніх протилежних бокових поверхонь втулки, а міцність на стиснення розраховують за формулоюде
Спосіб виготовлення втулок, підкладок і інших подібних виробів

Номер патенту: 66648
Опубліковано: 17.05.2004
Автори: Тонкова Любов Володимирівна, Березіна Ольга Едуардівна
МПК: B29C 43/00
Мітки: втулок, виготовлення, виробів, інших, спосіб, подібних, підкладок
Формула / Реферат:
Спосіб виготовлення втулок, підкладок і інших подібних виробів, що включає використання склоармованого поліпропілену у вигляді окремих заготовок, гранул або крихти, з нагріванням їх та переміщенням у прес-форму для здійснення процесу формування з отриманням монолітного з'єднання заданої форми.
Спосіб виготовлення деталей типу втулок з фланцем
Номер патенту: 13745
Опубліковано: 17.04.2006
Автор: Алієва Лейла Іграмотдіновна
МПК: B21K 21/00, B21K 23/00
Мітки: типу, втулок, фланцем, спосіб, виготовлення, деталей
Формула / Реферат:
Спосіб виготовлення деталей типу втулок з фланцем, що включає прикладення деформуючого зусилля до торця трубчастої заготовки і радіального видавлювання на одній її бічний поверхні фланця, а на другій - технологічного бурту, який потім розгладжують, який відрізняється тим, що формування технологічного бурту виконують на початковій стадії процесу, на якій обмежують течію металу у фланець.
Попередній патент: Спосіб зменшення похибки прямого вимірювання величини напружень на поверхні гігроскопічних матеріалів у процесі гідротермічної обробки
Наступний патент: Пристрій о.м.луцика для здійснювання коїтусу
Випадковий патент: Підвіска транспортного засобу