Спосіб виготовлення деталей типу втулок з фланцем
Формула / Реферат
Спосіб виготовлення деталей типу втулок з фланцем, що включає прикладення деформуючого зусилля до торця трубчастої заготовки і радіального видавлювання на одній її бічний поверхні фланця, а на другій - технологічного бурту, який потім розгладжують, який відрізняється тим, що формування технологічного бурту виконують на початковій стадії процесу, на якій обмежують течію металу у фланець.
Текст
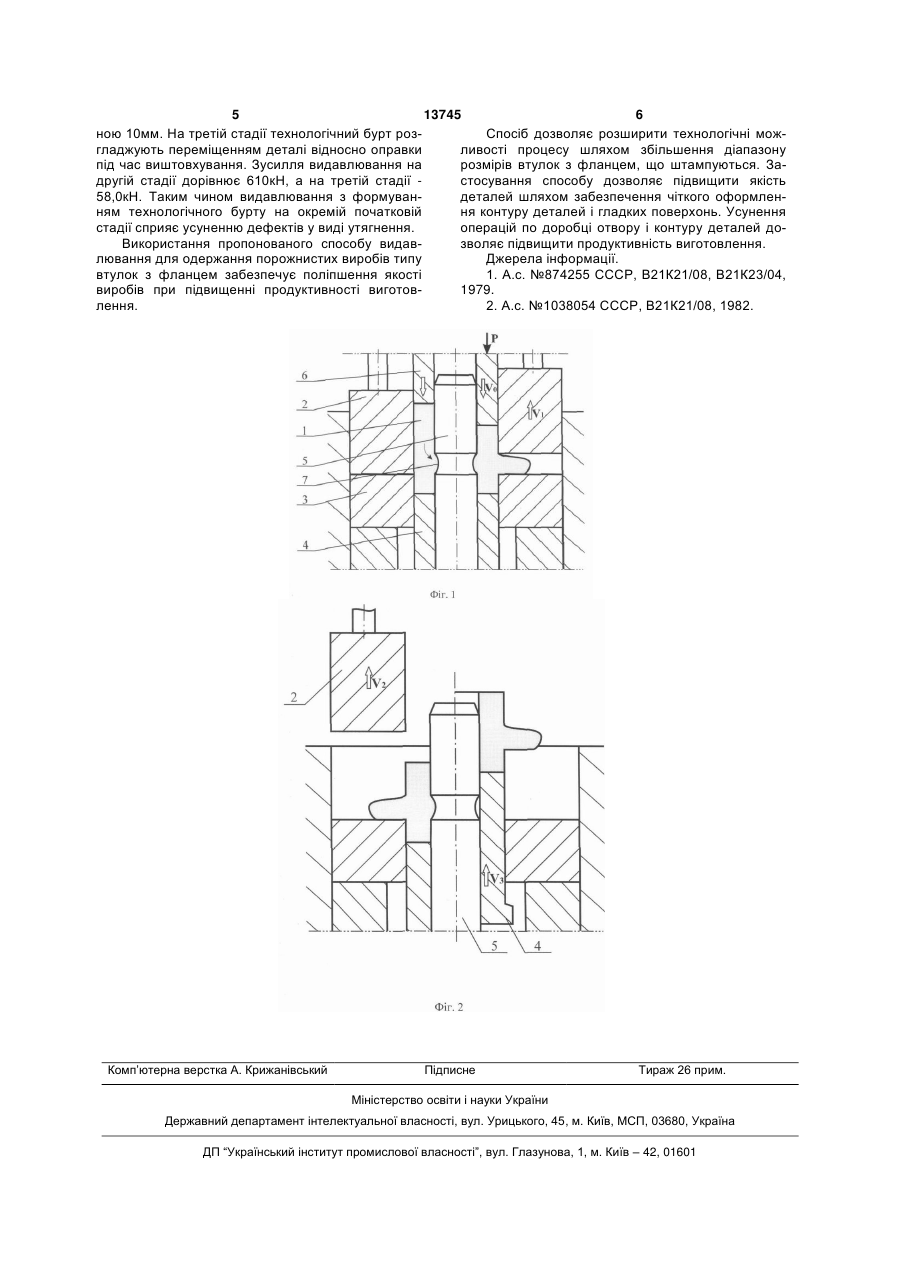
Спосіб виготовлення деталей типу втулок з фланцем, що включає прикладення деформуючо 3 13745 4 Поставлена задача досягається тим, що у другу стадію: виконують одностороннє (від центру) способі виготовлення деталей типу втулок з фларадіальне видавлювання в кругову порожнину, яка нцем шляхом прикладення деформуючого зусилля утворюється між напівматрицями шляхом їх роз'до торця трубчастої заготовки і радіального видаєднання. Тим самим формують фланець потрібних влювання на одній її бічній поверхні фланця, а на розмірів на зовнішній бічній поверхні заготовки. другій - технологічного бурту, який потім розглаПісля досягнення необхідних розмірів фланця поджують, відповідно до корисної моделі формуванчинають третю заключну стадію процесу, на якій ня технологічного бурту виконують на початковій виконують розгладження кільцевого технологічностадії процесу, на якій обмежують течію металу у го бурту 7 шляхом його деформування (протягуфланець. вання). Для цього спочатку виконують рознімання Видавлювання з перемінним за напрямком матриці наприклад підйомом верхньої напівматрирадіальним видавлюванням поперемінно на бічних ці 2 зі швидкістю V2. Потім видавлену деталь пеповерхнях трубчастої заготовки спочатку технолореміщують зі швидкістю V3 контрпуансоном 4 відгічного бурту, а потім основного фланця виявляносно порожнини для розміщення бурту 7 ється достатнім для запобігання появи утягнення і повздовж оправки 5. Тобто розгладження бурта 7 створює можливість для забезпечення якості виможе бути об'єднано з виштовхуванням із порожробів, що штампуються. нини матриці і зняттям її з оправки. Формування кільцевого технологічного бурту По завершенні процесу готова втулка видалядозволяє створити локальний набір металу і вплиється з робочої зони штампу, а пуансони та напіввати на утворення утягнення тим, що в області матриці повертаються в вихідне положення. бурту при видавлюванні гальмується течія середРозміри утвореного на бічній поверхні заготовніх по висоті осередку шарів металу, внаслідок ки бурта обираються в залежності від розмірів стічого знижується вірогідність появи утягнення. нки і фланця виробу, а також відповідно розмірів Обмеження радіальної течії металу у фланець утягнення, що очікується. Висота бурту переважно на початковій стадії можливо виконати за рахунок дорівнює товщині фланця, а ширина приймається закриття або зменшення висоти прийомної радіарівною 10-25% товщини стінки трубчастої заготовльної порожнини, яка створюється двома напівмаки. Для полегшення наступного розгладжування трицями. бурту з переміщенням металу у стінку виробу Спосіб корисний також і для випадку, коли фоутворююча бурту повинна мати криволінійну (бочрмоутворення фланця необхідне на торці втулки. коподібну) форму. При цьому найменший діаметр Пропонована послідовність прийомів деформуотвору бурту дорівнює 0,80-0,95 від діаметра вання ефективна і при штампуванні деталей з отвору трубчастої заготовки. Слід відмітити, що з фланцем на внутрішній бічній поверхні заготовки. розвитком процесу видавлювання можливе незнаВ цьому варіанті технологічний бурт потрібно вичне збільшення отвору в бурті, тобто зворотна давлювати на зовнішній поверхні. течія металу з бурту в напрямку стінки заготовки. Суть запропонованої корисної моделі пояснюОбмеження радіальної течії металу в фланець ється кресленням, де на Фіг.1 показана схема попід час формування технологічного бурту можна перечного радіального видавлювання втулки з виконати також за рахунок забезпечення певної, фланцем у штампі з рухливою напівматрицею (лізниженої висоти щілини між напівматрицями, яка воруч - початкова стадія, праворуч - друга стадія), дорівнює в початковій стадії процесу 0,4-0,5 това на Фіг.2 - схема вигладжування технологічного щини фланця. бурту за допомогою рухливого контрпуансона при Вплив на бічну поверхню зразка додатковими виштовхуванні (ліворуч - початкова, праворуч силами для розгладжування технологічного бурту заключна стадія виштовхування - розгладжуванможна здійснити за рахунок переміщення (за доня). помогою окремого приводу) формоутворюючого Заявлений спосіб здійснюється таким чином. інструменту - оправки відносно напівматриць. Заготовку 1 з нанесеним мастилом, як правило Спосіб корисний також при видавлюванні дехолодну, укладають у матрицю, яка складається з талей типу втулок з фланцем, який розміщений на верхньої 2 і ніжної 3 напівматриць, на торець торці трубчастої частини. Пропонований спосіб контрпуансона 4 і на оправку 5. На торцеву поверможе бути реалізований і при виготовленні втулки хню впливають деформуючою силою Р зі швидкісз фланцем (або стовщенням переважно значної тю V0 деформуючим пуансоном 6. В початковій висоти) на внутрішній поверхні. У цьому випадку стадії процесу виконують формування лише техтехнологічний бурт формується на зовнішньої понологічного (допоміжного) бурта 7, для чого течію верхні зразка. металу у фланець обмежують або утримують Приклад. Циліндричну втулку з алюмінієвого шляхом, наприклад, закривання прийомної радіасплаву АД31 з діаметрами 45 і 28мм, висотою льної порожнини наближенням напівматриць 2 і 3 60мм і з фланцем в серединній частини, який має до зіткнення одна з одною. Метал заготовки 1 подіаметр 68мм та товщину 10мм, виготовляють чинає видавлюватися поперек в радіальному нанаступним шляхом. Відпалені трубчасті заготовки прямку лише у технологічну поперечну кругову висотою 80мм піддавали холодному видавлюванпорожнину, утворену на оправці 5 (тобто одностоню в пропонованій послідовності. На першій стадії роннє, в напрямку до центру). При цьому формупроцесу на заготовці радіальним одностороннім ється технологічний бурт 7, який відповідно з конвидавлюванням формують внутрішній кільцевий туром порожнини отримує криволінійну форму. технологічний бурт з діаметром отвору 25мм. На Після переміщення потрібного об'єму металу у другій стадії виконують радіальне видавлювання в порожнину для формування бурту 7 починають напрямку від центру і формують фланець товщи 5 13745 6 ною 10мм. На третій стадії технологічний бурт розСпосіб дозволяє розширити технологічні можгладжують переміщенням деталі відносно оправки ливості процесу шляхом збільшення діапазону під час виштовхування. Зусилля видавлювання на розмірів втулок з фланцем, що штампуються. Задругій стадії дорівнює 610кН, а на третій стадії стосування способу дозволяє підвищити якість 58,0кН. Таким чином видавлювання з формувандеталей шляхом забезпечення чіткого оформленням технологічного бурту на окремій початковій ня контуру деталей і гладких поверхонь. Усунення стадії сприяє усуненню дефектів у виді утягнення. операцій по доробці отвору і контуру деталей доВикористання пропонованого способу видавзволяє підвищити продуктивність виготовлення. лювання для одержання порожнистих виробів типу Джерела інформації. втулок з фланцем забезпечує поліпшення якості 1. А.с. №874255 СССР, В21К21/08, В21К23/04, виробів при підвищенні продуктивності виготов1979. лення. 2. А.с. №1038054 СССР, В21К21/08, 1982. Комп’ютерна верстка А. Крижанівський Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of details of the type of bushings with a flange
Автори англійськоюAliieva Leila Ihramotdinovna
Назва патенту російськоюСпособ изготовления деталей типа втулок с фланцем
Автори російськоюАлиева Лейла Играмотдиновна
МПК / Мітки
МПК: B21K 21/00, B21K 23/00
Мітки: деталей, типу, фланцем, втулок, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/3-13745-sposib-vigotovlennya-detalejj-tipu-vtulok-z-flancem.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей типу втулок з фланцем</a>
Спосіб виготовлення поковок валів із фланцем

Номер патенту: 11321
Опубліковано: 15.12.2005
Автори: Лиманський Олександр Вадимович, Олешко Віктор Михайлович, Кирпиченко Олександр Вікторович, Кальченко Петро Павлович, Свиридов Олег Віталійович
МПК: B21J 1/04
Мітки: виготовлення, поковок, спосіб, валів, фланцем
Формула / Реферат:
Спосіб виготовлення поковок валів із фланцем, при якому кінцеву ділянку заготовки, призначену для формування фланця, спочатку попередньо протягають на проміжний розмір, а потім остаточно осаджують з використанням обмежувального і підкладного кілець, який відрізняється тим, що як вихідну заготовку використовують попередньо протягнену порожнисту поковку, а осадження кінцевої ділянки здійснюють у дві стадії: на першій стадії заготовку осаджують...
Спосіб виготовлення поковок валів із фланцем
Номер патенту: 4308
Опубліковано: 17.01.2005
Автори: Олешко Віктор Михайлович, Кальченко Петро Павлович, Шабанов Володимир Борисович, Свиридов Олег Віталійович
МПК: B21J 1/04
Мітки: фланцем, поковок, виготовлення, валів, спосіб
Формула / Реферат:
Спосіб виготовлення валів із фланцем шляхом осаджування заготівки з використанням обмежувального і підкладного кілець, який відрізняється тим, що на одній ділянці заготівки за допомогою протягання формують ступені до заданих поковочних розмірів, а кінцеву частину, призначену для формування фланця, попередньо протягають зі співвідношенням D0/H0 = 2,75-2,25 при відносній величині отвору обмежувального кільця d0/D0 = 0,67, де D0, H0 - відповідно...
Спосіб виготовлення порожнистих деталей
Номер патенту: 7430
Опубліковано: 15.06.2005
Автори: Алієва Лейла Іграмотдіновна, Чучин Олег Володимирович
МПК: B21K 21/00
Мітки: спосіб, порожнистих, деталей, виготовлення
Формула / Реферат:
1. Спосіб виготовлення порожнистих деталей, що полягає в радіальному видавлюванні матеріалу багатоштучної заготовки в поперечну порожнину між верхньою матрицею і нижньою рухливою опорою з наступною зміною напрямку течії металу на прямий вздовж внутрішньої бічної поверхні матриці, який відрізняється тим, що від заготовки в зоні горизонтальної радіальної течії відокремлюють напівфабрикат у вигляді стакана з отвором у дні впливом...
Спосіб виготовлення деталей з наскрізним отвором
Номер патенту: 68115
Опубліковано: 15.07.2004
Автори: Сивак Катерина Іванівна, Савчинський Іван Григорович, Алієва Лейла Іграмотдіновна, Лобанов Олександр Іванович
МПК: B21K 21/00
Мітки: наскрізним, спосіб, виготовлення, отвором, деталей
Формула / Реферат:
1. Спосіб виготовлення деталей з наскрізним отвором, що включає радіальне видавлювання фланця в поперечну кругову порожнину, утворену півматрицями, і пробивання отворів, які виконуються дією рухливих деформуючого і опорного пуансонів на багатоштучну заготовку, який відрізняється тим, що прийоми поперечного видавлювання і пробивання здійснюються поперемінно в декілька стадій, причому при здійсненні стадії поперечного видавлювання рух опорного...
Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності
Номер патенту: 67230
Опубліковано: 15.06.2004
Автори: Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Нікітін Юрій Миколайович, Баранов Олександр Геннадійович
МПК: B22F 3/12
Мітки: втулок, високої, спосіб, щільності, довгомірних, рівнощільності, виготовлення, порошкових
Формула / Реферат:
Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності, що включає попереднє холодне формування пористої заготовки, її нагрівання в захисному середовищі і подальше послідовне доущільнення, спочатку по зовнішній, а потім по внутрішній поверхнях заготовки в напрямку, нормальному до осьового, який відрізняється тим, що подальше доущільнення здійснюють у матриці штампа одночасно по зовнішньому і внутрішньому...
Попередній патент: Сушильна камера для рулонів з рослинного матеріалу
Наступний патент: Спосіб фармакокорекції ішемічного інсульту головного мозку
Випадковий патент: Спосіб отримання наночастинок електропровідних матеріалів, наночастинок їх оксидів і гідроксидів "електроімпульсна абляція"